Изобретение относится к области изготовления покрышек пневматических шин и может быть использовано при изготовлении их литьем.
Цель изобретения - повышение пробега покрышек за счет обеспечения высокой динамической прочности стыка материала покрышки с фиксируюшими элементами бортового кольца.
Способ осуш.ествляют следующим образом.
Из обрезиненной проволоки изготавливают бортовые кольца и оплетают их обрезиненной тканью (например, из резинокорд- ного полотна, тканей квадратного переплетения и т. п.). Бортовые кольца поочереди укладывают в разъемную Т-образную головку шприцмашины и наносят на них невулканизованный эластомерный материал в виде сплошной оболочки, имеюш.ей наружный диаметр, равный толщине борта покрышки. Эластомерный материал выбирают однородным с материалом покрыщки пневматической шины.
Время подвулканизации и вязкость материалов фиксирующих элементов и покрышки выбирают по соотношениям
и ,
где тф - период подвулканизации материала фиксирующих элементов, мин;
тп - период подвулканизации материала по крышки, мин;
г|Ф - вязкость материала фиксирующих элементов, Па-с-,
цп - вязкость материала покрыщки, Па-с.
Изготовленные таким образом бортовые кольца с фиксирующими элементами уста- навливают в формующей полости литьевой формы между внутренней поверхностью последней и наружной поверхностью дорна, что позволяет надежно зафиксировать бортовые кольца в заданном положении. Далее форму закрывают и заполняют под давлением материалом покрыщки. При этом материал покрыщки, заполняя формующую полость литьевой формы, соединяется с материалом фиксирующих элементов. Фиксирующие элементы выполнены из невулканизованного материала, что обеспечивает высокую прочность
°
0
5
„
5 0
соединения материала покрышки с материалом фиксируюших элементов.
Более длительный период подвулканизации и более низкая вязкость материала фиксирующих элементов по сравнению с материалом покрышки обусловлены тем, что бортовые кольца и фиксирующие элементы находятся в контакте с горячей формой дольще, чем материал покрышки на время перезарядки формы. При этом возникает опасность подвулканизации материала фиксирующих элементов, что может привести к снижению прочности соединения материала покрышки с материалом фиксирующих элементов. Вышеуказанные пределы соотношений периодов подвулканизации и вязкости материалов фиксируюших элементов и каркаса покрышки снижают опасность подвулканизации и обеспечивают высокую прочность соединения.
В табл. 1 приведено влияние периода подвулканизации материала фиксирующих элементов на ходимость (пробег) покрышек при станочных испытаниях.
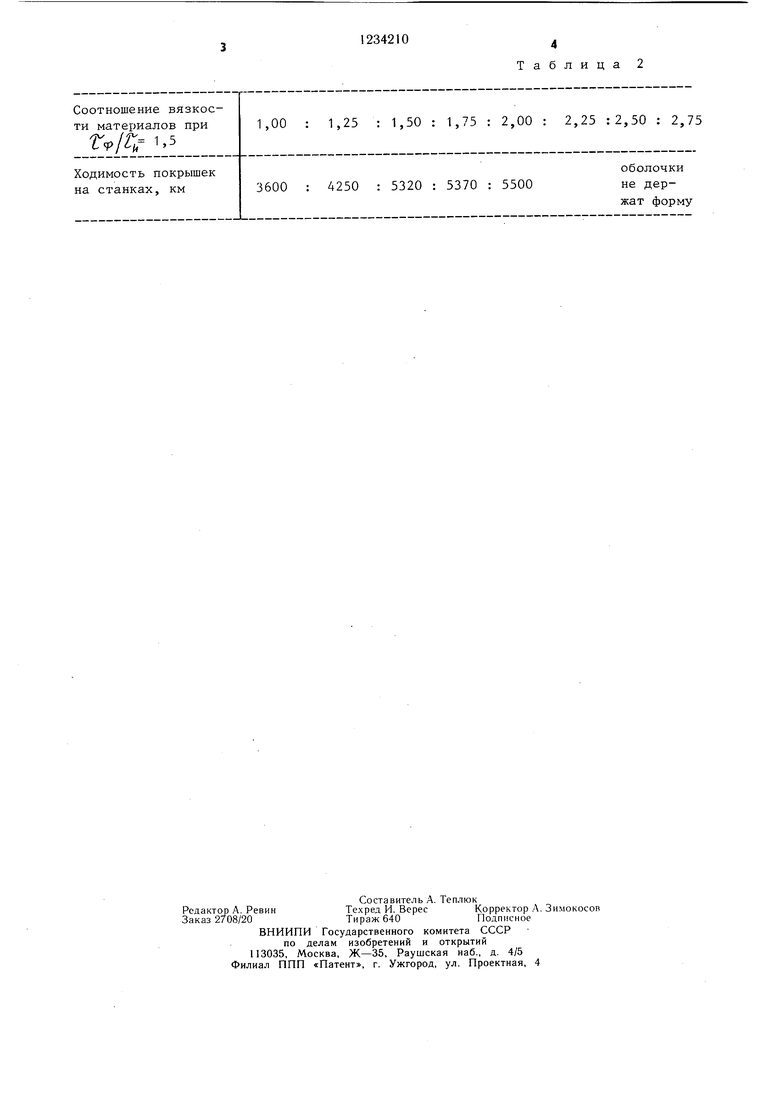
В табл. 2 приведено влияние вязкости материала фиксирующих элементов на ходимость покрышек при станочных испытаниях.
Пример. При изготовлении литых покрышек 5.00-10 из резиноволокнистых композитов предварительно изготавливают проволочные кольца и оплетают их кордной тканью. Затем на полученные кольца наносят фиксирующие элементы из резиново- локнистого композита, имеюшего при t 90° вязкость ,0-10 Па-с и при / 150°С период подвулканизации мин Изготовленные таким образом кольца устанавливают в формуюшую полость литьевой формы и заполняют ее резиноволокнистым композитом, имеющим при 90° вязкость ,5-10 Па-си при 150°С период подвулканизации Tii 5 мин. Затем покрышку вулканизуют в течение 120 мин при / 150°С. При станочных испытаниях покрышек 5.00-10 достигнута средняя их ходимость, равная 5400 км.
Предлагаемый способ обладает высокой технологичностью, легко поддается механизации и обеспечивает высокую работоспособность литых покрышек.
Таблица 1
Соотношение вязкости материалов при /т
1.5
1,00 : 1,25 : 1,50 : 1,75 : 2,00 : 2,25 :2,50 : 2,75
Ходимость покрышек на станках, км
3600
4250 : 5320 : 5370 : 5500
Таблица 2
оболочки не держат форму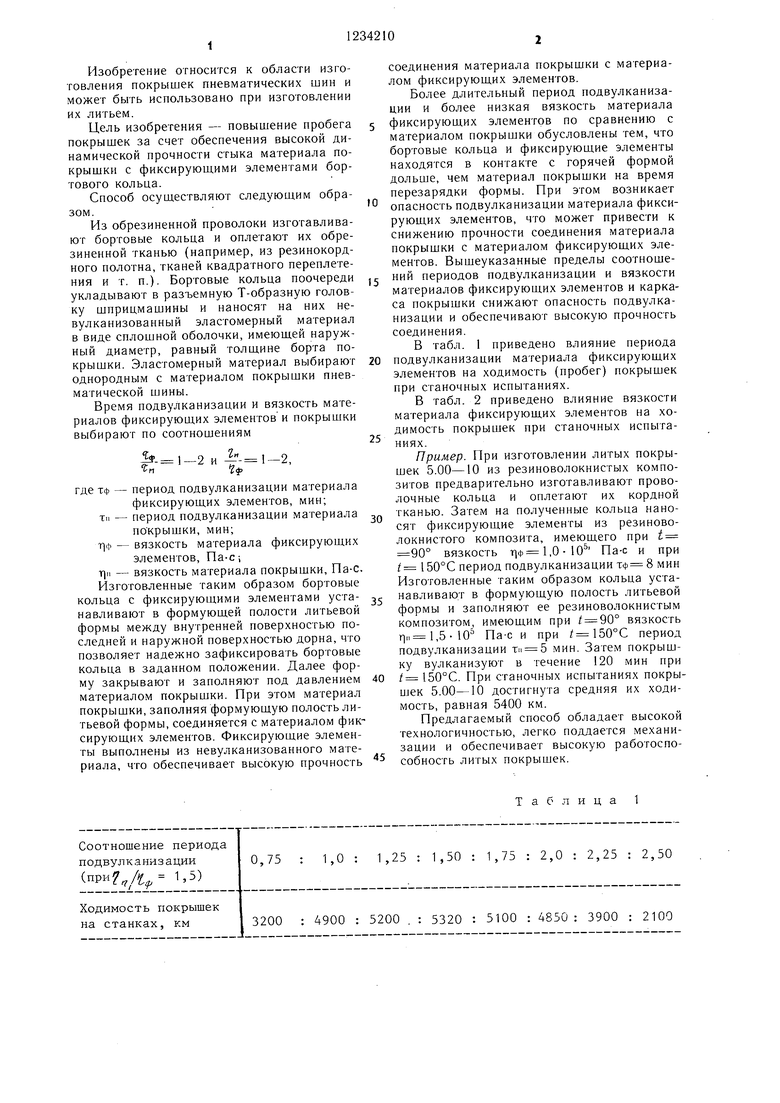
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1974 |
|
SU494280A1 |
| Способ изготовления покрышек пневматических шин | 1982 |
|
SU1009800A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Способ изготовления покрышек пневматических шин | 1977 |
|
SU763146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Устройство для транспортирования и хранения невулканизованных покрышек | 1990 |
|
SU1781077A1 |
| СПОСОБ ФОРМОВАНИЯ ПОКРЫШЕК | 1996 |
|
RU2113994C1 |
| УСТРОЙСТВО ДЛЯ ВЫВОРАЧИВАНИЯ ПОКРЫШКИ | 2008 |
|
RU2376136C1 |
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| Патент США № 3457594, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Патент США № 3381736, кл | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
