Изобретение относится к машиностроению, в частности к конструкции прессов для выдержки под нагрузкой клеевых швов.
Цель изобретения - повышение производительности пресса.
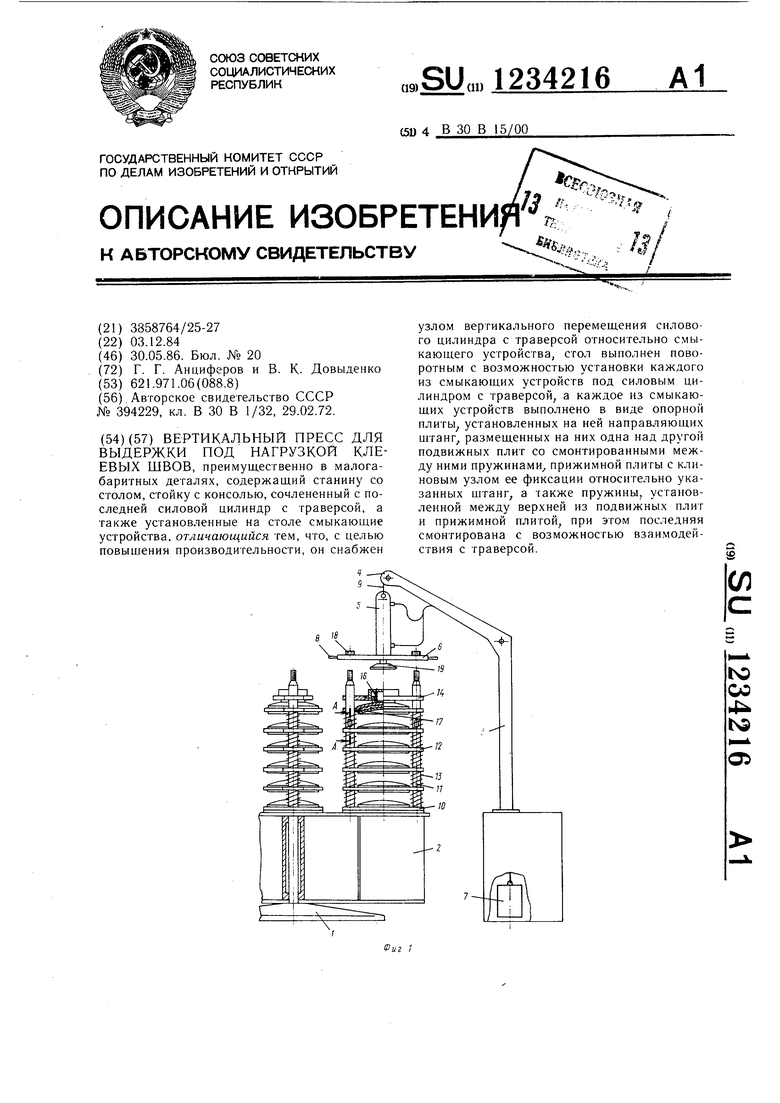
На фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2.
Пресс содержит станину 1 со столом 2, стойку 3 с консолью 4, сочлененный с последней силовой цилиндр 5 с траверсой 6, установленные на столе 2 смыкающие устройства, а также узел вертикального пере- меш,ения силового цилиндра 5 с траверсой 6 относительно смыкающего устройства, выполненный в виде уравновешивающего груза 7 и соединенных с траверсой 6 ручек 8, при этом силовой цилиндр 5 соединен с урав- новешиваюшим грузом 7 посредством гибкой связи 9.
Стол 2 выполнен поворотным с возмож- ностью установки каждого из смыкающих устйройств под силовым цилиндром 5.
Каждое из смыкающих устройств выполне но в виде опорной плиты 10, установленных на ней направляющих штанг 11, размещенных на них одна над другой подвижных плит 12 со смонтированными между ними пружинами 13, прижимной плиты 14 с клиновым узлом 15 ее фиксации относительно направляющих штанг 11, а также пружины 16, установленной между верхней из подвижных плит 12 и прижимной плитой 14. На подвижных плитах 12 закреплены эластичные элементы 17. Направляющие щтанги 11 со стороны траверсы 6 снабжены резьбовыми хвостовиками для крепления на них с помощью самоустанав- ливающихся гаек 18 траверсы 6.
На плунжере (не показан) силового цилиндра 5 закреплена пята 19. В направляющих штангах 11 предусмотрены пазы 20 для размещения клиновых узлов 15.
Пресс работает следующим образом.
Перед загрузкой деталей для склейки траверса 6 с силовым цилиндром 5 находится в крайнем верхне положении.
Смыкающее устройство подведено в зону силового цилиндра 5, при этом подвижные плиты 12 разомкнуты. На подвижные плиты 12 укладывают склеиваемые детали. ОпусА-А
15 20
.
ВНИИПИ Заказ 2708/20 Тираж бЭТ Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
0
5
0
п
кают траверсу 6 с силовым цилиндром 5 за ручки 8 на направляющие щтанги 11 и с помощью самоустанавливающихся гаек 18 закрепляют траверсу 6 на направляющих штангах 11. В верхнюю полость силового цилиндра 5 подают рабочую жидкость, при этом плунжер с пятой 19 через прижимную плиту 14 смыкает подвижные плиты 12 с находящимися на них деталями.
По достижении в гидросистеме заданного давления прижимная плита 14 фиксируется клиновыми узлами 15, после чего давление подают в нижнюю полость силового цилиндра 5 и пята 19 отводится от прижимной плиты 14. Траверса 6 освобождается от смыкающего устройства и вместе с силовым цилиндром 5 поднимается вверх. Смыкающее устройство перемещается на выдержку клеевых щвов спрессованных деталей. В рабочую зону подводят следующее смыкающее устройство.
Распрессовка и снятие деталей происходит в обратном направлении. Загруженное смыкающее устройство подводят в рабочую зону силового цилиндра 5. Опускают траверсу 6 с силовым цилиндром 5 за ручки 8 на направляющие щтанги 11 и с помощью самоустанавливающихся гаек 18 скрепляют траверсу 6 с резьбовым хвостовиком смыкающего устройства. В верхнюю полость силового цилиндра 5 подают рабочую жидкость, при этом плунжер с пятой 19 опускается вниз и давление рабочей жидкости передается на прижимную плиту 14. По достижении в гидросистеме заданного давления прижимную плиту 14 освобождают от клиновых узлов, после чего давление подают в нижнюю полость силового цилиндра 5 и пята 19 отводится от прижимной плиты 14. При этом подвижные плиты 12 с помощью пружин 13 расходятся на определенное расстояние и освобождают склеиваемые детали. Траверса 6 освобождается от смыкающего устройства и вместе с силовым цилиндром 5 поднимается вверх. Склеенные детали извлекаются и смыкающее устройство готово для нового цикла работы.
Обслуживание одним силовым цилиндром нескольких смыкающих устройств (за счет исключения работы силового цилиндра 5 при выдержке клеевых щвов) увеличивает производительность пресса.
Вид Б
тг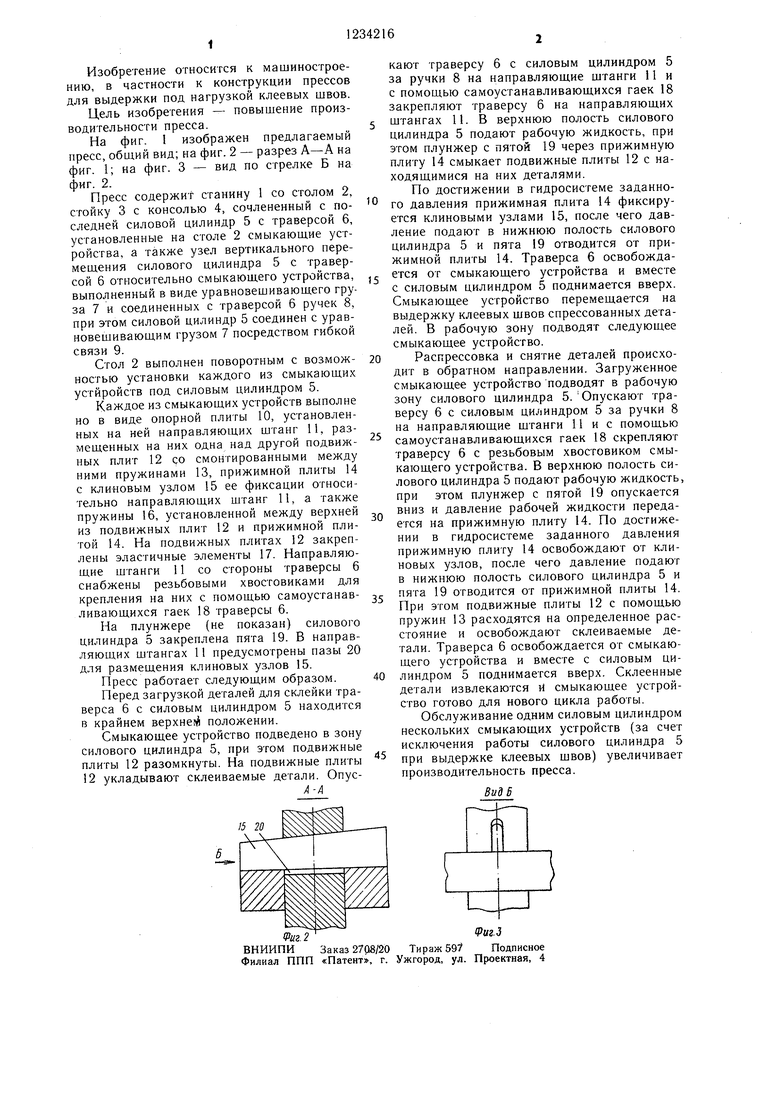
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная прошивная системаВЕРТиКАльНОгО шТАМпОВОчНОгО пРЕССА | 1977 |
|
SU842000A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Горизонтальная прошивная система вертикального штамповочного пресса | 1981 |
|
SU1062020A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Гидравлический пресс | 1981 |
|
SU988580A1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1971 |
|
SU321478A1 |
| Способ разъединения деформированных секций опорной плиты гидравлического пресса с расположенными в плите штангами | 1990 |
|
SU1773729A1 |
| Устройство для натяжения гибких элементов | 1979 |
|
SU863817A1 |
| Кокильная машина | 1974 |
|
SU484933A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ | 0 |
|
SU394229A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
