ИяоГфетение относится к термической .обработке и может быть исполь- зовяно при термической обработке проката или готовой продукции из высокоуглеродистых легированных сталей для получения в них структуры зернистого перлита.
Цель изобретения - сокращение продолжительности обработки,
Изобретение иллюстрируется следующим примером.
Предлагаемый способ термической обработки опробован на образцах про- мьгашенной плавки стали ШХ15 диаметром 4 мм и длиной 1000 мм с исходным структурами пластинчатого перлита и бейнита, Исходная твердость пластинчатого перлита -325 НВ, бейнита 359 НВ. Для термических обработок использована трубчатая печь, тепловой режим в которой,регулируют изменением силы тока. Наложение изгибньк ультразвуковых колебаний частотой }9,5 кГц осуществляютJ используя непосредственный акустический контакт колебательной системы с боковой по-1 верхностью образца с амплитудой сдви
говой деформации .
Предлагаемый способ термической обработки осуществляют следующим образом I I
Высокоуглеродистую легированную сталь преимущественно подшипниковую сталь с исходной структурой бейнита нагревают со скоростью 150°С/мин до температуры 770-790°С, Выбор этого интервала температур обусловлен тем, что при температуре ниже 770 С замедляется диффузия углерода и легирующих элементов, обуславливающих зарождение центров зернистого перлита и его рост. При нагреве стали вьщге в соответствии с диаграммой состояния происходит растворение карбидной фазы и исключается зародыше- образование зернистого перлита. При исходной бейнитной структуре вьщерж- ка не менее 5 мин обеспечивает необходимую твердость (186-190 НВ) и структуру (1 балл) , Уменьшение времени задержки менее 5 мин приводит к образованию мелкодисперсной структуры перлита и повышенной твердости, В случае исходной структуры пластинчатого перлита вьщержка в течение 5 мин недостаточна, что подтвержда - ется наличием неоднородной структуры зернистого перлита, участками
10
523Д4ДО2
гшастинчатогс псрлит-ч и по1 ЬШ енной твердостью. После выдержки сталь в течение 15-32 мин охлаждгзют до тем:го
30
40
мин охлажДгЗЮТ до
пературы бОО-бЗО с с одновременньтм на.пожением изгибных ультразвуковых колс багтий в диапазоне амплитуд сдвиговой деформации 3, -3,6x10 . При достижении температуры 600-650 С скорость дальнейшего охлаждения не регламентируется.
Возбуждение изгибных ультразвуковых колебаний,, имеющих сдвиговы е компоненты деформации, приводит к дополнительному повыщению плотности дефектов кристаллического строения и качественной трансформации дислокационной структуры металла по сравнению с воздействием продольными колебаниями, при которых имеют место деформации сжатия и растяжения, В результате образования дефектов кристаллического строения повьппенной плотности наблюдается ускорение сфероидиза- ции цементита. Выбор в качестве
ходной структуры бейнита обусловлен тем что этот тип структуры формируется в результате сдвигового бездиффузионного фазового превращения и приводит к накоплению повыпенной плотности дефектов кристаллического строения, наследуемых при последунмцем фазовом ОС - у превращении, В результате суммарного воздействия ультразвуковыми колебаниями, имеющими сдвиговые компоненты деформации, и наследованной аустенитом дислокационной структуры, образовавшейся при сдвиговом бездиффузионном фазовом превра - щении, наблюдается, как было уста- тановлено экспериментально, новый качественный зффект, проявляющийся в ускорении образования зародышей зернистого перлита, в увеличении скорости их роста и сокращении времени тер45 мической обработки по сравнению с известшзш способом, в котором в качестве исходной структуры выбран пластинчатый перлит, а в качестве ультразвукового воздействия - про- : дольные колебания,
В таблице представлены режимы термической обработки высокоуглеродИс- той легированной стали 11X15 извест50
ных и ки.
предлагаемых способов обработИз таблицы следует, что использование ультразвуковых изгибных колебаний, имеющих сдвиговые компоненты
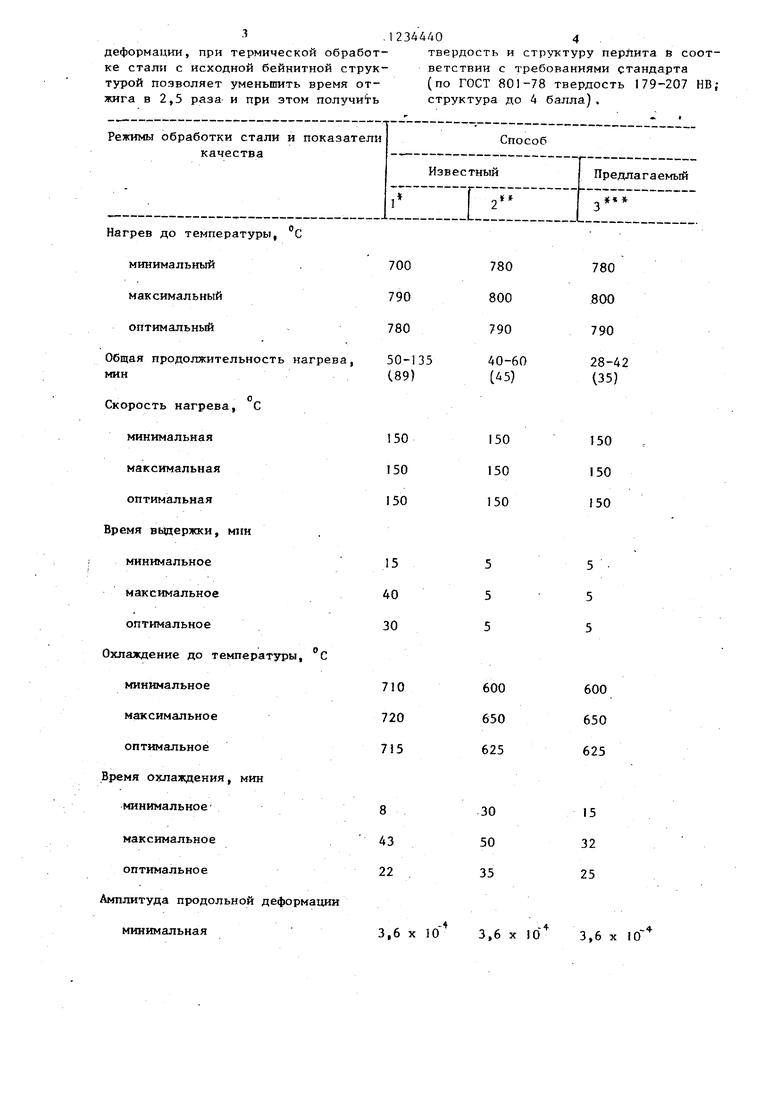
деформации, при термической обработке стали с исходной бейнитной структурой позволяет уменьшить время отжига в 2,5 раза и при этом получить
Нагрев до температуры минимальный максимальный оптимальный
Общая продолжительнос мин
о Скорость нагрева, С
минимальная
максимальная
оптимальная Время вьздержки, мин
минимальное
максимальное
оптимальное Охлаждение до темпера
минимальное
максимальное
оптимальное Время озшаждения, мин
минимальное
максимальное оптимальное
Амплитуда продольной минимальная
твердость и структуру перлита в соответствии с требованиями стандарта (по ГОСТ 801-78 твердость 179-207 НВ; структура до 4 балла).
3,6 X 10
3,6 X 10
3,6 X 10
-4
максимальная
оптимальная
1 Время вьщержкир мин
««
4(«
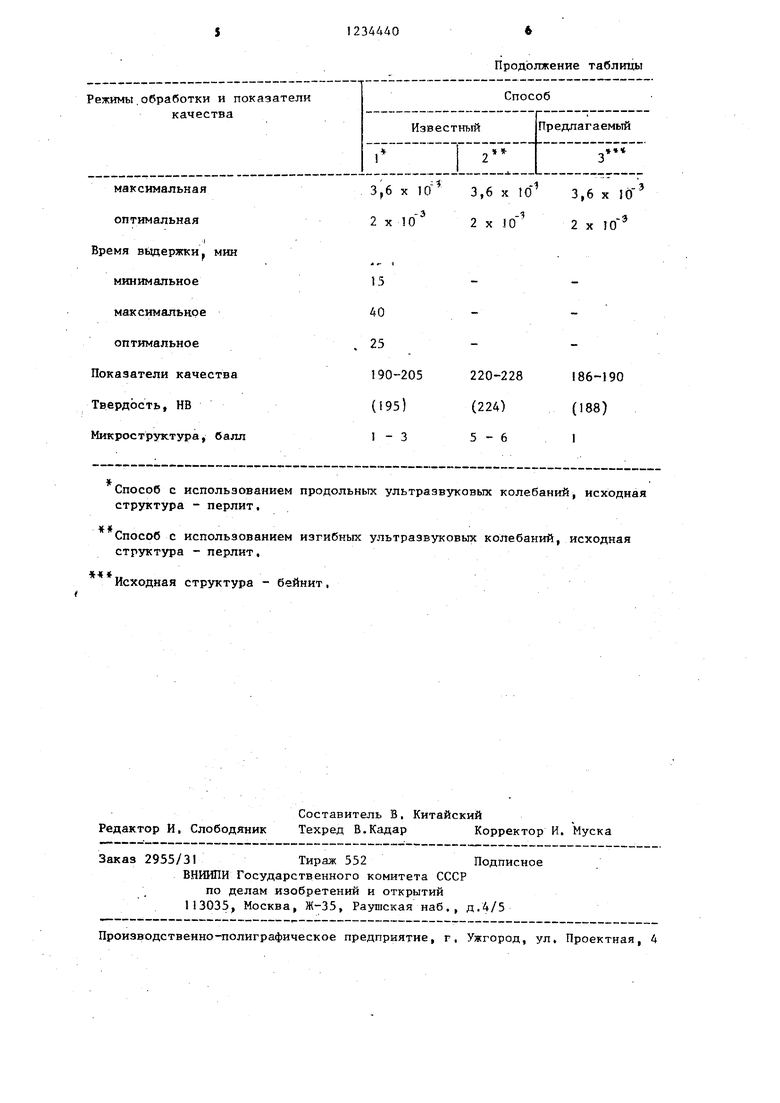
Способ с использованием продольных ультразвуковых колебаний, исходная структура - перлит,
Способ с использованием изгибных ультразвуковых колебаний, исходная структура - перлит,
Исходная структура - бейнит,
Редактор И, Слободяник
Составитель В, Китайский
Техред В.Кадар Корректор И. Муска
Заказ 2955/31Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Продолжение таблицы
3,6 X to 2 X .10
с1
3,6 X 10
2 X 10
.-э
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| Способ сфероидизирующей термической обработки стали | 1986 |
|
SU1463774A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ СТАЛИ ДЛЯ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2014 |
|
RU2568887C1 |
| Способ обработки сварных соединений конструкционных сталей | 1978 |
|
SU740845A1 |
| Способ термической обработкизАэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU831809A1 |
| Способ обработки заготовок | 1990 |
|
SU1807083A1 |
| Способ изготовления лонжеронов рам транспортных машин | 1987 |
|
SU1433991A1 |
| Способ термической обработки заготовок | 1981 |
|
SU988881A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| Долженков И.Е | |||
| и др | |||
| Термичес кая обработка металлов | |||
| Сборник | |||
| М.: | |||
| Металлургия, вып, 4, 1975, с.135- 139 | |||
| Способ термической обработки высокоуглеродистых, преимущественно подшипниковых, сталей | 1979 |
|
SU881129A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ACI Ст вьдержку | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
