«
Изобретение относится к прокатном производству.
а именно к прокатным станам с многовалковым калибром, предназначенным преимущественно для прокатки профилей.
Цель изобретения - улучшение качества проката путем выравнивания нагрузок между валками при повышении работоспособности за счет сокращения количества и улучшения условий работы зубчатых передач.
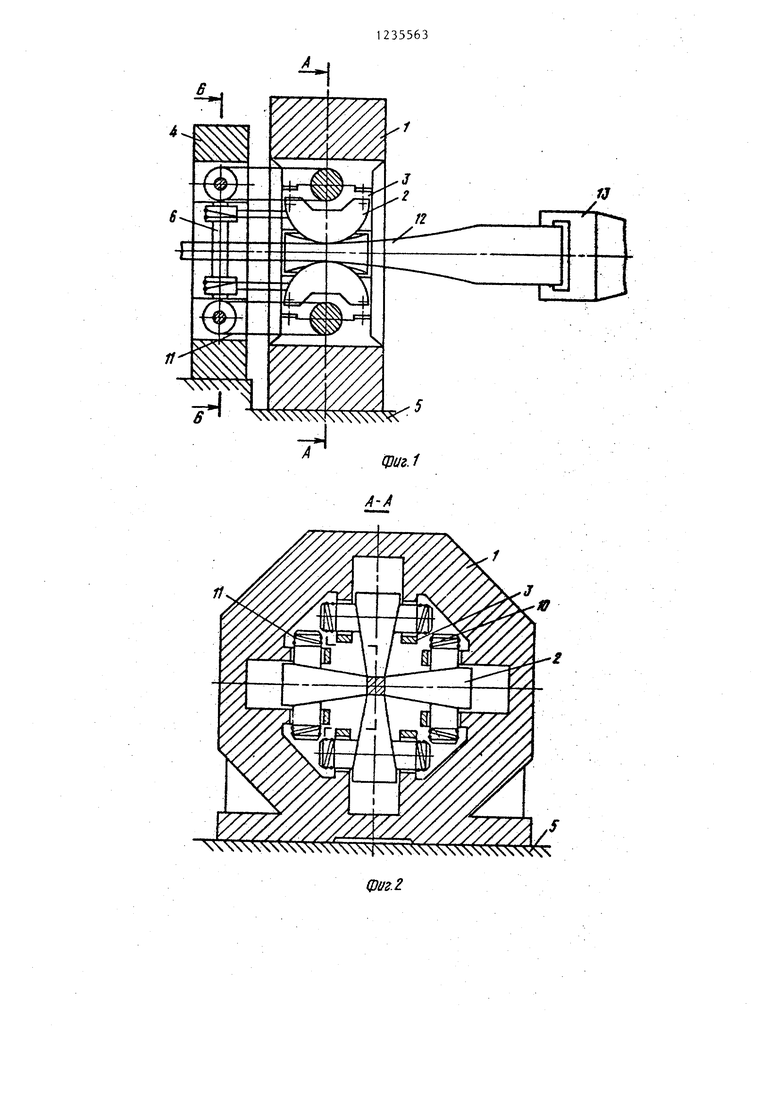
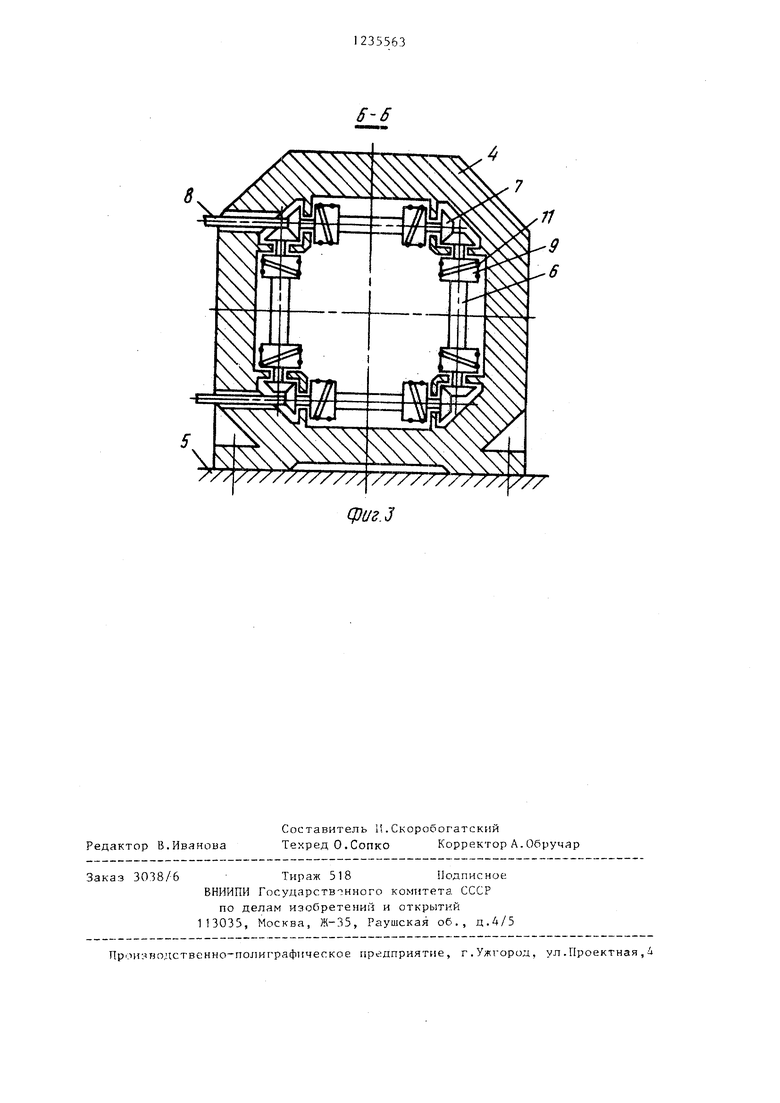
На фиг.1 показан прокатный стан, вид сбоку; на фиг. 2 - разрез А-А на фиг.1 (вид на клеть со стороны выхода металла из валков); на фиг.3- разрез Б-Б на фиг.1 (вид на раздаточную коробку)..
Прокатный стан состоит из рабочей клети 1 с четырьмя валками 2 (с двумя горизонтальными и двумя вертикальными), переменного радиуса,шейки которых установлены в подушках 3,и раздаточной коробки 4.Рабочая клеть 1 и раздаточная коробка 4 установлены на раме 5.В раздаточной коробке 4уста- нолены валы 6,связанные коническими шестернями 7 с приводом 8. На валах 6 конических шестерен и концевых частя валков 2 соответственно установлены шкивы 9 и 10,каждый из которых охватывается замкнутым гибким элементом,например канатом 11,на определенный угол охвата,которьй,в частности,составляет .Для задачи полосы 12 в валки установлено на входе в стан задающее устройство 13.
Стан работает следующим образом.
Полоса 12 подается в валки задающим устройством 13. Вращение валкам 2 рабочей клети 1 передается от привода 8 через раздаточную коробку 4, шкивы 9 и 10 и замкнутый гибкий элемент 11. В случае несимметричных условий прокатки, например, на гори
0
5
0
5
0
5
2
зонтальной паре валков, когда катающий., радиус верхнего валка и крутящий момент на нем будут превышать эти параметры, относящиеся к нижнему валку, полоса будет изгибаться в сторону нижнего валка. В связи с тем, что между приводом и валками нет жесткой кинематической связи замкнутые гибкие элементы, связанные со шкивами верхнего валка, или удлиняются за счет их упругой деформации или произойдет их проскальзывание относительно шкивов. За счет этого крутящий момент и катящий радиус на верхнем валке уменьшатся до значений этих параметров на нижнем валке. При равенстве крутящих моментов на валках исключается изгиб заготовок во время прокатки.
Предллагаемая конструкция прокатного стана с многовалковым калибром испытана на опытном стане с четырех- валковым калибром в лабораторных условиях. На концевых частях валков и на валах раздаточной коробки стана установлены шкивы (А 100 мм, которые охвачены замкнутым канатом (угол
охвата Ю с поперечным сечением ф12мм. На стане прокатаны несимметричные фасонные профили в виде сегмента. Кривизна профилей на длине полосы 1 м 1520 мм. При прокатке таких же профилей на стане с приводом валков через конические и цилиндрические шестерни кривизна полосы в 2-2,5 раза больше.
Технико-экономические преимущества предлагаемого стана заключаются в повышении качества проката и повышении работоспособности привода валков за счет удаления зубчатых передач от оси прокатки г (зоны высоких температур) и упрощении узла зубчатых передач и передаточных валов.
VJ
Ц)иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| ПРИВОД РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1973 |
|
SU371989A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Непрерывный сортовой прокатный стан | 1976 |
|
SU778829A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Прокатный стан | 1988 |
|
SU1581393A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2056957C1 |
(риг.З
