(54) ВАКУУМНЫЙ ПРОКАТНЫЙ СТАН
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Прокатная клеть с многовалковым калибром | 1978 |
|
SU876217A2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Непрерывный сортовой прокатный стан | 1976 |
|
SU778829A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| ПРИВОД РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1973 |
|
SU371989A1 |
| ВСЕСО'гО^ | 1973 |
|
SU364367A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |
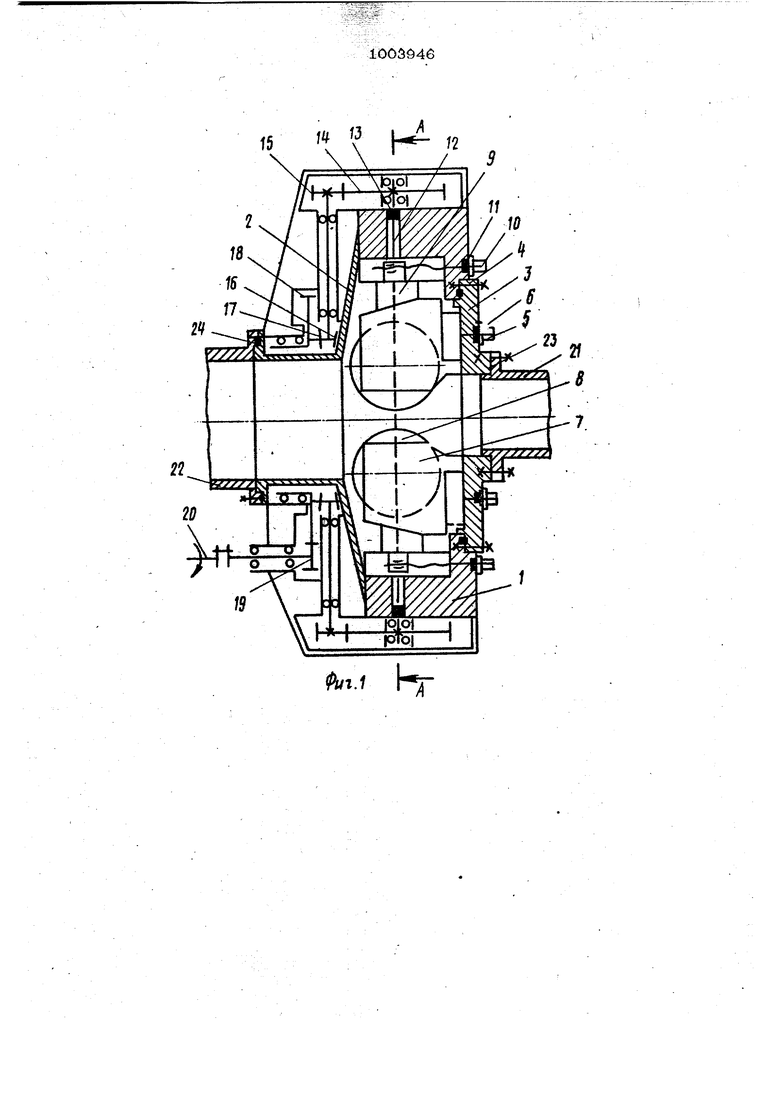
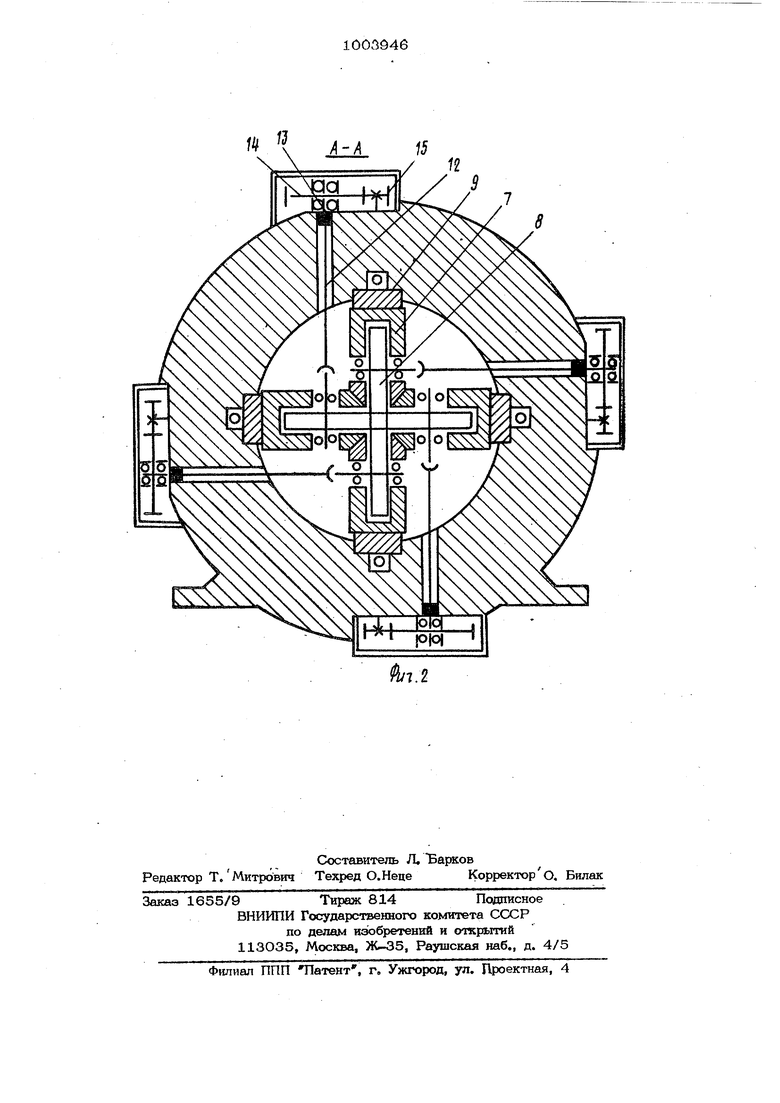
Изобретение относится к черной или цветной металлургии и может быть использовано в основном оборудовании прокатных цехов для получения в вакууме или инертной среде бусококАчёствбййьсс. изделий из металлов и сплавов, обладающих повышенной химической активностью и низкой пластичностью. Известна конструкция прокатного стана, рабочая клеть которой со всеми вспо могательными механизмами и шпиндель ными устройствами помещается в вакуум ной камере Cl3 Недсютатком конструкции такого стана является необходимость значительного увеличения объема вакуумной камеры, . мощности и сложности вакуумной системы при увеличении диаметра валков прокатной клети. Известна конструкция прОйА ййгд стана, в которой только узел валков помещается в вакуумной K viepe. Вакуумная система такого стана компактна и не тре бует оборудования болыиой мощности {,2. Однако в этом случае возникает не- обходимость в использовании сложной системы уплотнений для вращающихся валов, это снижает ее надежность и долговечность. Кроме того, необходимы специальные устройства, обеспечиваклцие герметичность вакуумной камеры при изменении расстояния между валками и их упрутюм изгибе при прокате, что усложняет конструкцию стана. Известна также конструкция прокатного стана, в которой вакуумная камера образуется полостью замкнутой станины и крышками СЗ Система уплотнений на таком стане упрощается, но усложняется перевалка, поскольку для замены валков требуется полная разборка всей системы вакуумных уплотнений. Это снижает надежность и долговечность их работы. Известные конструкции прокатных станов предусматривают использование только Клетей дуо. При прокатке сортовых профилей из химических активных металлов и сплавов с низкой пластин- ностью такие клети не могут быть использованы, так как неблагоприятная силовая схема деформации в двухвалковы калибрах с растягивающими напряжениям . приводит к разрушению полосы. Цель изобретения - облегчение перевалки, упрощение конструкции, повышение надежности и долговечности системы вакуумных уплотнений и дает, возможность использовать многовалковый калибр с благоприятной силовой схемой деформации для прокатки малопластичных металлов. Поставленная цель достигается тем что вакуумная камера, выполненная в виде замкнутой станины с крышками, имеет одну крышку в виде кассеты с узлом вал ков, а на другой крьшше б1 онтирован:. раздаточный редуктор привода валков, образующих многовалковый калибр, например четырехвалковый. На фиг. 1 изображено продольное сечение клети предлагаемого прокатного стана; на фиг. 2 - разрез А-Д на фиг, 1. Прокатная клеть вакуумного стана состоит из замкнутой станины 1 и двух крьпиек 2 и 3. Крышка 2 является корпусом раздаточного редуктора привода клети, а крышка 3 является кассетой, на которой крепится узел валков. Крепление крышки 2 к станине осуществляв ся, например, сваркой, а крьшпси 3 болтами через вакуумное уплотнение 4. На крьшже-кассете 3 посредством болтов 5 с вакуумными уплотнениями 6 смонтированы подушки -7 и валки 8 узла валков. Радиальная регулировка валков осуществляется клиновыми устройствами 9 при помощи винтов Ю с вакуумными уплотнениями 11. Привод че-плрех рабочи валков 8 осуществляется через шпшздели 12 с вакуумными ушютненияоии 13, На шпиндели 12 круч-ищий момент передаетс зубчатыми колесами 14, которые находят ся в згщеплеяии с шестернями 15 раздаточного редуктора. РаздаточнЬй редуктор состоит нз конических шестерен 16, конического колеса 17, цилиндрического колеса 18, шестерни 19 и приводного вала 20. На вал 2О крутящий момент передается от привода стана. Камеры нагрева 21 и охлаждения 22 вакуумной системы прокатного стана соединяютсй с.крьш1ками 3 и 2 через вакуумные уплотнения 23 и 24. Перевалка валков осуществляется снятием крьцики-касееты 3 и заменой ее на другую, заранее подготовленную. Перед перевалкой шпиндели 12 необходимо вьтести из зацепления с валками, а после перевалки ввести в зацепление. Стан 4 аботает следующим образом, После загрузки партии заготовок и тановки кассеты вакуумной системой в камере создается необходимая степень разряжения. Включается камера нагрева 21 и заготовки доводятся до необходимой температуры. Включается привод стана и валки 8 .приводятся во вращение. Нагретые заготовки последовательно задающим устройством заталкиваются в четырехвалковый калибр. Обжатые прутки поступают в камеру охлаждения 22. Формула изобретения Вакуумный прокатный стан, содержащий вакуумную камеру в виде замкнутой станины с крышками, узел валков, привод и вакуумную системуклети, отличающийся тем, что, с целью облегчения перевалки, упрощения конструкции, повышения надежности и долговечносШ системы вакуумных уплотнений и воамозкности использования многовалкового калибра, привод снабжен раздаточным редуктором, смонтированным на одной крышке вакуумной камеры, а узел валков выполнен в виде кассеты, смонтированной .на другой крышке вакуумной камеры. Источники информации, принятые во внимание при экспертизе 1,Крупин А, В,, Соловьев В. А, Пластическая деформация тугоплавких металлов. ., Металлургия, 1971,Т с, 235, 2,Авторское свидетельство СССР № 131725, кл, В 21 В 9/ОО, 1960. 3,Авторское свидетельство СССР № 267564, кл. В 21 В 9/ОО, 1969.
LL
t5
Й/i.f KL
/
11
W It
А-А
