Изобретение относится к машиностроению и может быть использовано при матизированном изготовлении, например, из металлической трубы деталей сложной конфигурации, например гильз, с высокой точностью.
Цель изобретения - расширение технологических возможностей иутем обеспечения изготовления кабельных гильз.
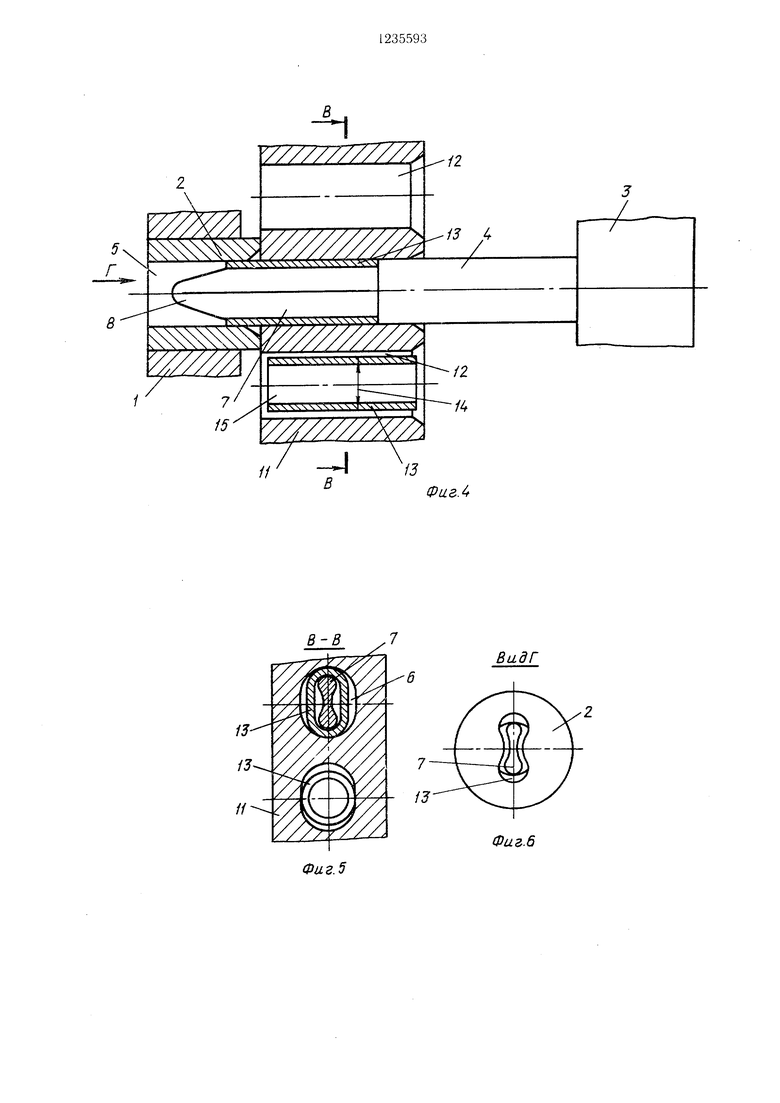
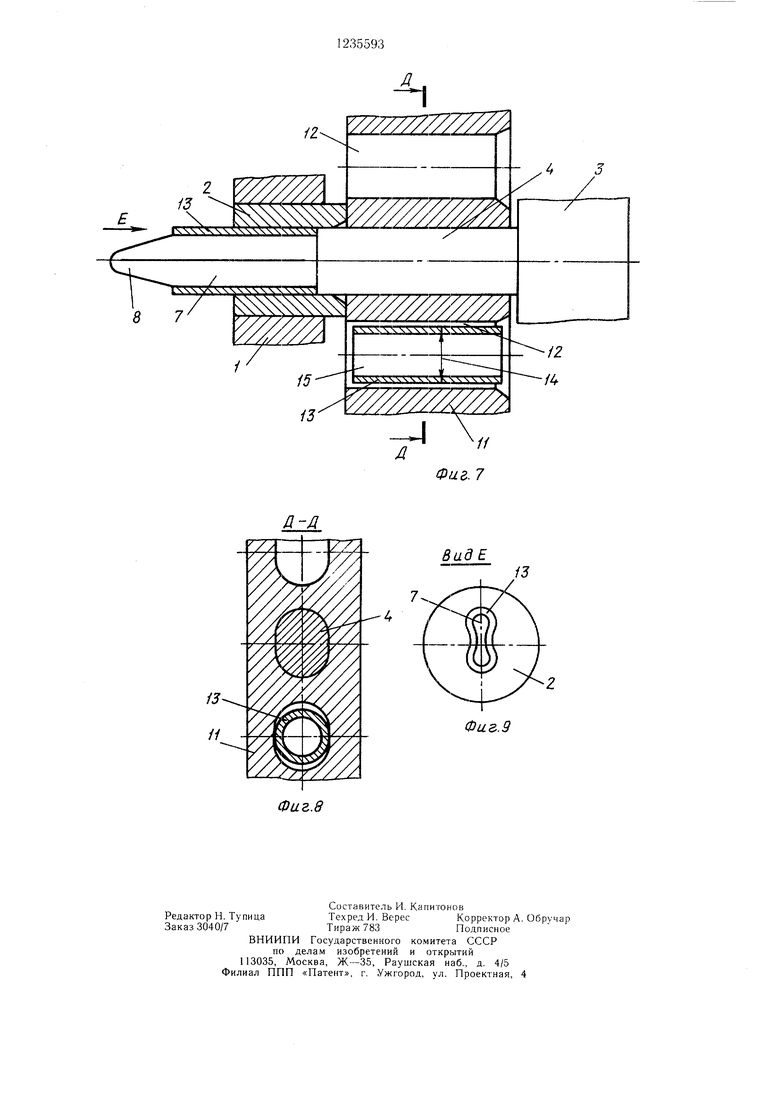
На фиг. 1 изображено устройство, реализующее способ изготовления кабельных гильз для соединения проводов внахлест, в исходном положении, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - промежуточное положение подвижных частей устройства; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - вид Г на фиг. 4; на фиг. 7 - конечное положение подвижных частей устройства; на фиг. 8 - разрез Д-Д на фиг. 7; на фиг. 9 - вид Е на фиг. 7.
Устройство для изготовления кабельных гильз для соединения проводов внахлест состоит из основания 1, в котором установлена формообразующая матрица 2, и подвижной траверсы 3, в которой установлен пуансон 4 соосно сквозному профилирую- ш,ему ручью 5 матрицы 2. Со стороны рабочего торца 6 пуансона 4 установлен профилирующий калибр 7 с восьмеркообразным профилем и с заострением 8 на конце.
Профилирующий ручей матрицы 2 содержит участок 9 с восьмеркообразным профилем и участок 10 с профилем овальной формы, выполненный со стороны установки пуансона 4. Между матрицей 2 и пуансоном 4 установлена .матрица 11 с отверстиями 12 овального профиля для установки заготовок 13, представляющих собой отрезок трубы, наружный диаметр которой равен меньшей оси профиля овальных отверстий обойм, а диаметр внутреннего отверстия 14 отрезка трубы 13 меньше оси профиля калибра 7. Профиль пуансона 4 геометрически соответствует профилю овальных отвер
стий 12 матрицы 11. Матрица 11 установлена с возможностью последовательной со- осной установки отверстий 12 относительно ручья 5 .матрицы 2. Больп1ие оси профилей: профилирующих участков 9 и 10 матрицы 2, овального отверстия 12 матрицы 11, калибра 7 и пуансона 4 лежат в одной плоскости. Участок 10 матрицы 2 и отверстия 12 имеют заходные фаски 15 для центрирования пуансона 4.
Кабельную гильзу для соединения проводов внахлест получают следующим образом. При осевом перемещении пуансона 4 в сторону матрин,ы 2 раздают калибром 7 заготовку - отрезок трубы 13, помещенный предварительно в соответствуюп1.ее овальное отверстие 12 матрицы 11, и тем самым придают ему овальную форму по всей длине. Воздействием на торец отрезка трубы 13 торца 6 пуансона 4, после введения калибра 7 в отверстие 14, отрезок трубы 13
формуют по наружной поверхности в профильном участке 9 ручья 5 матрицы 2.
Наружную формовку сопровождают обволакиванием материалом отрезка трубы 13 поверхности профилирующего калибра 7. Самовыталкивание из матрицы готовой гильзы обеспечивается при изготовлении по- сле;дуюш,ей гильзы после возврата подвижных частей устройства в исходное положение. Точная калибровка внутренней полости гильз для соединения проводов внахлест как по наружной, так и по внутренней поверхностям достигается выполнением профилирующего ручья матрицы и профилирующего калибра в виде восьмеркообраз- ных геометрически подобных профилей. Коэффициент подобия зависит от толщины стенки материала заготовки-отрезка трубы.
Предлагаемый способ изготов;1ения гильз обеспечивает гарантированный зазор между материалом гильзы и вводимыми в нее Г1роводал1и при образовании соединения, что повышает производительность .монтажных
работ.
ВидВ
Фиг.З
Фиг. 2
У//777/7////.
12
3
/
у////////х/
-Л
//
В
13
/4
13
Фиг. 4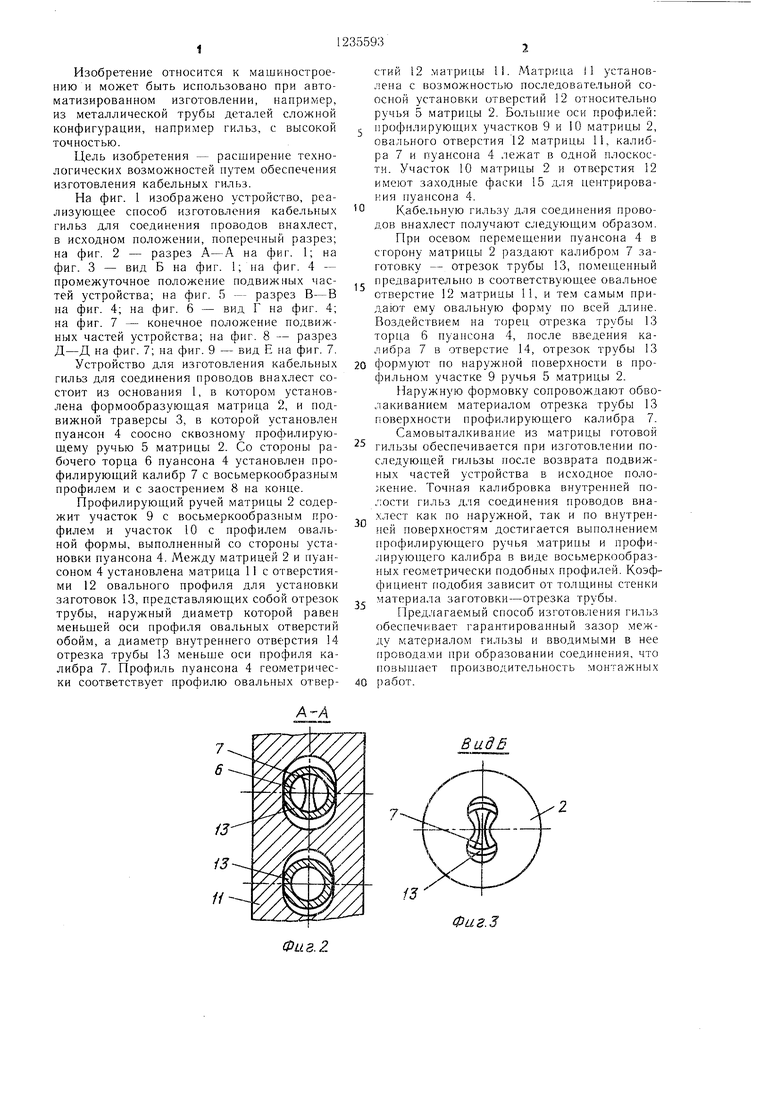
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий | 1990 |
|
SU1759506A2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| Способ изготовления осесимметричных оболочек с внутренними рифлями | 2020 |
|
RU2759144C1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| Способ изготовления полых изделий, преимущественно шаров | 1990 |
|
SU1779456A1 |
| Способ изготовления изогнутыхпАТРубКОВ | 1978 |
|
SU795609A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
1. Способ изготовления полых изделий, включающий формообразование заготовки в матрице и калибровку по наружной поверхности, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления кабельных гильз, формообразование осуществляют путем одновременной раздачи заготовки, обжима с приданием заготовке овальной формы по всей длине и окончательной формовки до получения восьмеркообразного профиля в поперечном сечении, причем деталь до 1с;1нительно калибруют по внутреннему диаметру, осуществляя операции калибро- одновременно с формообразованием. 2. Устройство для изготовления полых изделий, содержащее соосно установленные формообразующую матрицу и пуансон, отличающееся тем, что оно снабжено установленной соосно с пуансоном дополнительной матрицей со сквозным профилирующим ручьем, состоящим из двух плавно сопряженных между собой по длине участков овального и восьмеркообразного поперечного сечений, формообразующая матрица выполнена в виде размещенной между пуан- сопом и дополнительной матрицей и установленной с возможностью поворота обоймы с равномерно расположенными по окружности овальными отверстиями, а пуансон снабжен закрепленным на его торце профилирующим калибром. СЛ Ю со ел ел со со
в-в
ВадГ
Фаг.6
Фиг. 5
iZ
JLi 7777777//////Л
i3
22
/
4 J
РчХУчУ хХ Х ХХ Х
8 7
/
/J/5
X
/
42 -/4
л
д
11
Фиг.. 7
/J
Фа a. 9
Фиг.8
| Многопереходный штамп | 1974 |
|
SU582875A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
