Изобретение относится к производству алмазно-абразивного инструмента, предназначенного для механической обработки абразивных кругов, а также при обработке отверстий и плоских поверхностей различных изделий, подлежащих обработке алмазным инструментом.
Целью изобретения является расширение технологических Ёозможностей инструмента, за счет того, что одним инструментом можно было бы обрабатывать как отверстия, та к и торцовые поверхности, при этом исполь- зу5 -только одну унифицированную державку-корпус и унифицированные рабочие элементы.
Предлас аемый инструмент содержит кор- пус с выполненными на нем наклонными относительно его оси поверхностями, на которые установлены опорными поверхностями бруски с алмазоносным слоем, расположенным под углом к их опорной поверхности, угол между опорной поверхностью бруска и алмазоносным слоем и углом между наклонной поверхностью корпуса и осью инструмента выполнены равными между собой и составляют 35-45°.
На фиг. 1 изображен инструмент {спра- ва - для обработки отверстий, слева - для обработки торцовых поверхностей); на фиг. 2 - то же, вид со стороны рабочего торца инструмента; на фиг. 3 - объемный вид бруска; на фиг. 4 и 5 - два различных вида исполнения рабочей поверхности брус- ка (вид А на фиг. 1).
Инструмент содержит корпус 1, на котором под углом к оси, равным 35-45° выполнены прямолинейные пазы 2, наклоненные к оси вращения инструмента также под углом 45° и образующие наклонные опорные поверхности 3 для брусков 4. В этих пазах установлены бруски. Бруски 4 имеют основание 5, которым они опираются на опорную поверхность паза 2, а противоположная основанию рабочая поверхность б с алмазо- носным слоем расположена под углом оС к основанию, причем этот угол равен углу наклона опорной поверхности паза, т. е. 45°.
Бруски удерживаются на корпусе гайкой 7 и винтом 8, Для этого на нерабочих гранях бруска выполнены соответствующие поверхности 9 и 10.
Углы между наклонными поверхностями корпуса и осью инструмента, а также между
алмазоносным слоем и опорной поверхностью бруска должны быть равны и составлять 35-45° ± допуск на точность изготовления.
Угол больще 45° выполнять не рекомендуется, так как инструмент получит конусность в обратном направлении, т. е. необходимо будет произвести правку инструмента с большим съемом алмазоносного слоя.
Угол меньше 35° выполнять также не следует по той причине, что между рабочей поверхностью алмазоносного слоя бруска и обрабатываемой поверхностью образуется угол, определяющий заходную часть более 10°, что не рекомендуется для шлифовального инструмента с заходной частью.
У инструмента большого диаметра рабочая поверхность бруска имеет большой радиус кривизны и при работе таким инструментом, как торцовым, эта выпуклость поверхности практически не будет иметь отрицательного влияния на работоспособность инструмента. Кро.ме того, она будет быстро прирабатываться, образуя плоские участки.
Такие плоские участки 11 выполнены на бруске, этими плоскими участками инструмент работает, как торцовый, а криволинейными 12 - как пери(|}ерийный.
Перестановку брусков выполняют следующим образом. Вывинчивается винт 8 и бруски разворачивают относительно их продольной оси на угол 180° и вновь зажимают винтом
Наклонные опорные поверхности пазов и брусков позволяют регулировать наружный диаметр инструмента (когда он работает как периферийный) и за счет большого угла наклона регулировка может быть осуществлена на значительную величину не только для компенсации износа инструмента, но и для настройки его на другой размер.
Регулировку осуществляют перемещением брусков по конической поверхности пазов. После их настройки на соответствующий размер к ним поджимают гайку 7 и закрепляют винтом 8.
Унификация частей инструмента упрощает технологию его изготовления и упрощает технологическую оснастку, позволяет создать типовые технологические процессы, уменьшить количество типоразмеров инструмента.
8
фиг. г
w
Фиг.5 fO Вид Аg
Фиг Л
Фиг. 5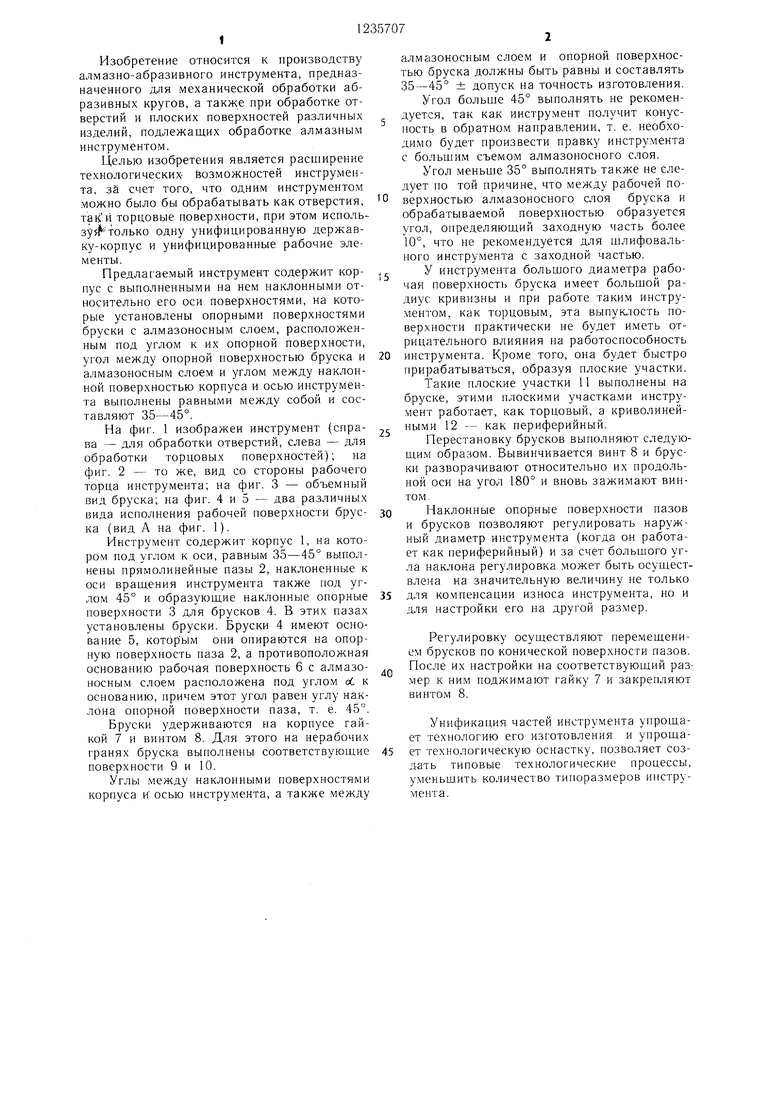
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент для правки абразивных кругов | 1976 |
|
SU745662A1 |
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| Сборный абразивный инструмент | 1981 |
|
SU1000259A1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| Инструмент с прерывистой режущей поверхностью | 1983 |
|
SU1133076A1 |
| Торцовый шлифовальный круг | 1985 |
|
SU1348156A1 |


| ИНСТРУМЕНТ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 0 |
|
SU315578A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
