Изобретение относится к оборудованию для гальванической и химической обработки изделий, в частности к ваннам для нанесения металлопокрытий, н может быть использовано при производстве работ с повышенной вредностью испарений из ванн, например при хромировании, химическом никелировании, рафинировании меди и др
Целью изобретения является повышение качества обработки и надежности работы.
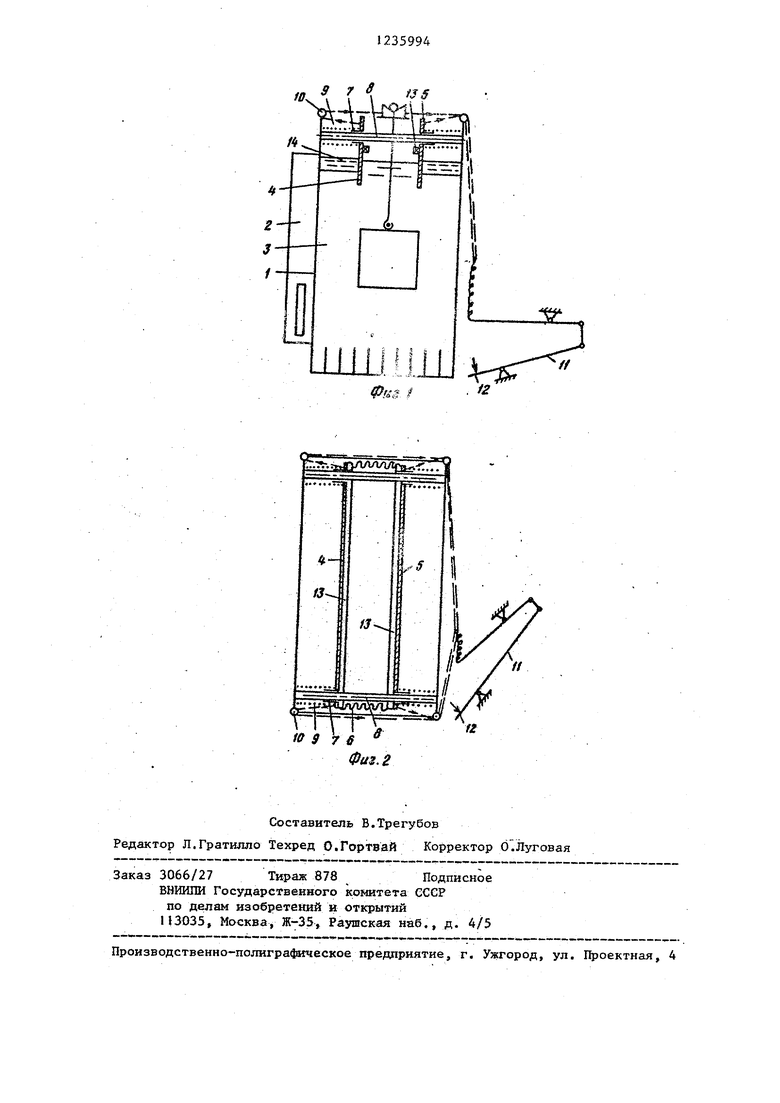
На фиг,1 схематично изобраяшна ванна, разрез.; на фиг.2 - то же, план.
Ванна содержит корпус I, выполненный с нагревательной рубашкой 2 для подогрева рабочей жидкости 3, и снабжена вертикальными жесткими перегородками 4 и 5, установленными параллельно друг другу и не доходящими до дна корпуса, и эластичными перегородками 6 5 соединяющими боковые етороны жестких перегородок 4 и 5 и способными собираться в гофры, В жестких перегородках 4 и 5 установлены втулки 7, через которые пропущены направляющие брусья 8, раз.ме- |ценные горизонтально поперек корпуса 1 вдоль направления движения жестких перегородок 4 и 5, каждая из которых прутшнани 9 отжата от стенок корпуса ) с возможностью перемещения навстречу друг другу. Жесткие 4 и 5 и эластичные 6 перегородки погружены частью в электролит,вследстви чего изготовлены из стойкого к воздействию электролита материала, на- гфимер фторопласта, при этом жесткие перегородки 4 и 5 кинематически связаны с механизмом 50 горизонтального перемещения, выполненного в виде трособлочной системы и кинематически связанного посредством рычага I1 с ножной педалью 12 или электроприводом (не показан). На внутренних поверхностях жестких перегородок 4 и 5 смонтированы уплотнительные элементы 13 выполненные из эластичного материала типа поролона, обтянутого
пленкой из фторопласта. Для .устранения испарения рабочей жидкости все ; еркало ванны покрыто слоем масла 14. Ванна работает следующим образом.
Разогревают рабочую жидкость 3 до заданной температуры и производят операцию загрузки обрабатываемых деталей в ванну. Для этого нажимают
на ножную педаль 12 и посредством трособлочной системы 10 раздвигашт жесткие перегородки 4 и 5, которые, перемещаясь по направляющим брусьям 8, растягивают собранные в гофры
эластичные перегородки 6, при этом жесткие перегородки 4 и 5 сдвигают слой масла -14 в стороны и образуют окно, в которо м зеркало рабочей жидкости 3 свобедно от масла 4.
Загрузку в ванну деталей производят при нажатой педали 12 через образованное окно, поверхность которого свободна от масла, что исключает соприкосновение деталей с маелом при погружении. После погружения деталей в ванну отпускают педаль 12, в результате чего под воздействием пружин жесткие перегородки 4 и 5 сближаются друг с другом, и окно закрывается, вся поверхность рабочей жидкости 3 электролита закрыта сло- Зг-i масла 14., надежно предокрак ющим испарение. Рекомендуемая толадк - а слоя масла 14 5-10 мм. При сильном
выделении пузырьков водорода на- пример при хромировании крупных де- тапей с большими плотностями тока, толщину сяоя масла 4 рекомендуется увеличивать до 50 мм с целью исключнть разрыв сплошности масляного укрытия Еюсходяпдам потоком электролита .
Конструктивные особенности ванны обеспечивают повышение качества обработки деталей за счет устранения попадания защитного слоя масла на их поЕ ерхности. При этом повьшается надежгюсть работы, так как исключаются уплотнительные элементы между перегородками и .стенками вакк-;:.
fo
97, fJS
2 3 1
KS I 
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для обработки изделий | 1985 |
|
SU1298260A2 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747262C1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАННЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ | 1999 |
|
RU2165480C1 |
//
Составитель В.Трегубов
Редактор Л.Гратилло Техред О.Гортэай °PP f °P °:fll f
ЗакаГз066/27 Тираж 878 . Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий . 113035, Москва, Ж--35 Раушская наб., д 4/5
-noili rpIi ecKoe предприятие, г. Ужгород, ул. Проектная, 4
Производственно
| СПОСОБ ОБЕЗЖИРИВАНИЯ ДЕТАЛЕЙ | 0 |
|
SU380755A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 0 |
|
SU345241A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Ванна для обработки изделий | 1974 |
|
SU519233A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
