f1
Изобретение относится к прокатному производству и может быть исполь- зовано на предприятиях черной и цветной металлургии, а также в метизной промышленности.
Целью изобретения является повышение эффективности регулирования поперечного профиля полосы.
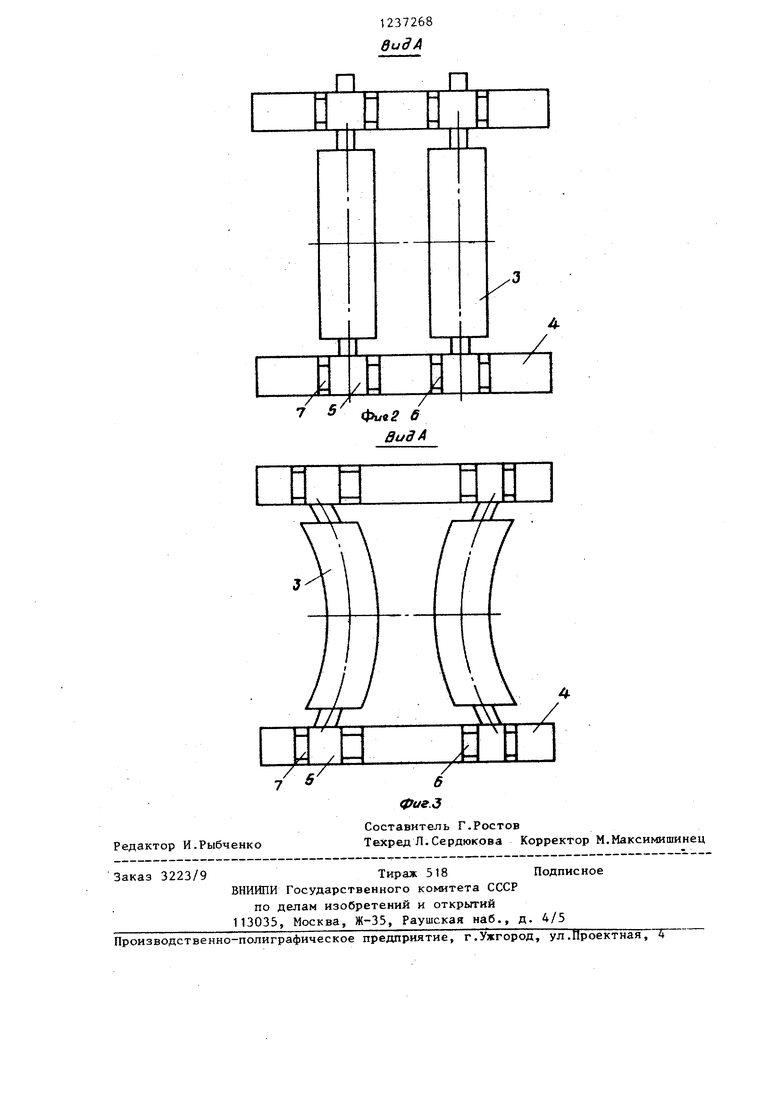
Изобретение поясняется чертежами, где на фиг. 1 изображена рабочая клеть прокатного стана с устройством для регулирования поперечного профиля полосы; на фиг. 2 - вид А на фиг. 1, промежуточные валки с общими и дополнительными подушками и клинья на фиг. 3 - то же, в рабочем состоянии.
Рабочая клеть прокатного стана содержит два опорных валка 1, один из которых находится в контакте с одним рабочим валком 2, а другой - в непосредственном контакте с двумя промежуточными валками 3, расположенными в плоскости, перпендикулярной плоскости осей рабочих валков, и одновременно контактирующими с другим рабочим валком 2. На шейки промежуточных валков надеты общие подушки 4, в клинр- видных пазах которых находятся допол
нительные подушки 5, расположенные между двумя клиньями - внутренним 6
и внешним 7. I
Рабочая клеть прокатного стана работает следуняцим образом.
В процессе работы стана при прокатке бочки верхнего опорного в;1лка промежуточных валков 3 и рабочих валков 2, контактирующие между собой, зажаты под действием давления прокатки ;И не изменяют своего положения. Бочки промежуточных валков 3 параллельны между собой и не изгибаются в горизонтальной плоскости, а клинья 6 и 7 находятся в верхней части пазов общих подушек в нерабочем состоянии (фиг. 2).
5
0
5
0
«i
0
При прокатке полосы с вогнутым поперечным профилем внутренние клинья 6 опускаются, а бнешние клинья 7 поднимаются по направляющим пазов общей подушки. При этом дополнительные подушки 5 с шейками промежуточных валков 3 перемещаются в горизонтальной плоскости в противоположные стороны. Так как бочки валков зажаты под действием давления прокатки, то происходит изгиб промежуточных валков навстречу друг другу (фиг. 3). В этом случае середина бочки рабочего валка 2, контактирующая с промежуточными валками, опускается, поперечный профиль .межвалкового зазора и прокатываемой полосы становится вогнутым.
Если опускаются внешние клинья 7, а внутренние клинья 6 поднимаются, то дополнительные подушки 5 с расположенными в них шейками промежуточных валков 3 перемещаются навстречу друг другу.
Так как середина бочек валков не изменяет своего положения, то происходит изгиб промежуточных валков в противоположные стороны. В этом случае середина бочки рабочего валка 2, контактирующая с промежуточными валками 3, опускается и поперечньй профиль межвалкового зазора рабочих валков и полосы изменяется с вогнутого на вьшуклый. Полоса при этом имеет чечевицеобразньй поперечный профиль.
Эффективность регулирования поперечного профиля полосы заключается в том, что с помощью клиньев происходит изгиб промежуточных валков, а сплю1 :рвание и смятие бочек валков в виде упругой и пластической деформации, возникающей при контакте бочек валков с роликами, отсутствует. Кроме того, в описанном устройстве одновременно изгибаются обе шейки промежуточного валка, т.е. изгиб промежуточных ва.пков происходит быстрее по сравнению с прототипом.
7 6 В ид А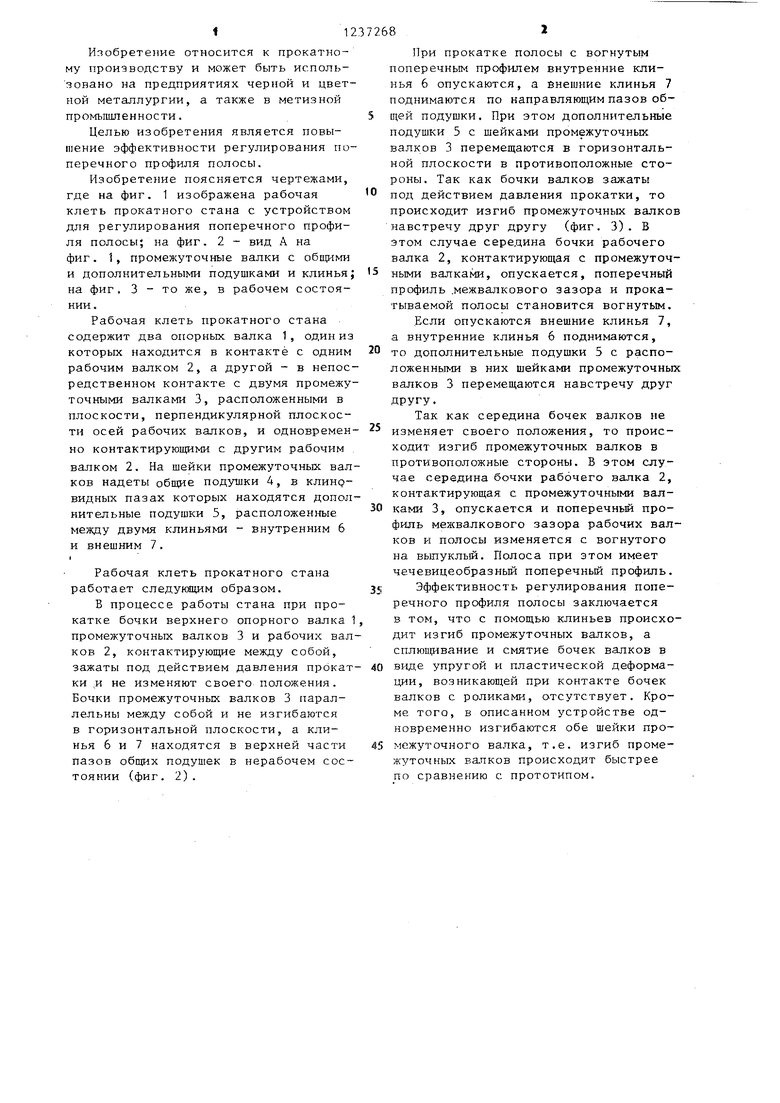
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU933135A1 |
| Узел валков прокатного стана | 1984 |
|
SU1196049A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1258527A1 |
| Прокатная клеть кварто | 1986 |
|
SU1388129A1 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
Редактор И.Рыбченко
в
фиг.З
Составитель Г.Ростов
Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 3223/9Тираж 518Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб. д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, Г
| Устройство для регулирования поперечной разнотолщинности полосы в процессе прокатки | 1976 |
|
SU579048A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU933135A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
