I
Изобретение относится к- обработке металлов давлением и может найти применение при изготовлении беспкш- ных крутоизогнутьпг патрубков из труб- :ных заготовок в различных отраслях мапшностроения.
Целью изобретения является повышение качества путем изготовления крутоизогнутых патрубков без внутренних уступов, повьшение производительности и снижение затрат на оборудование.
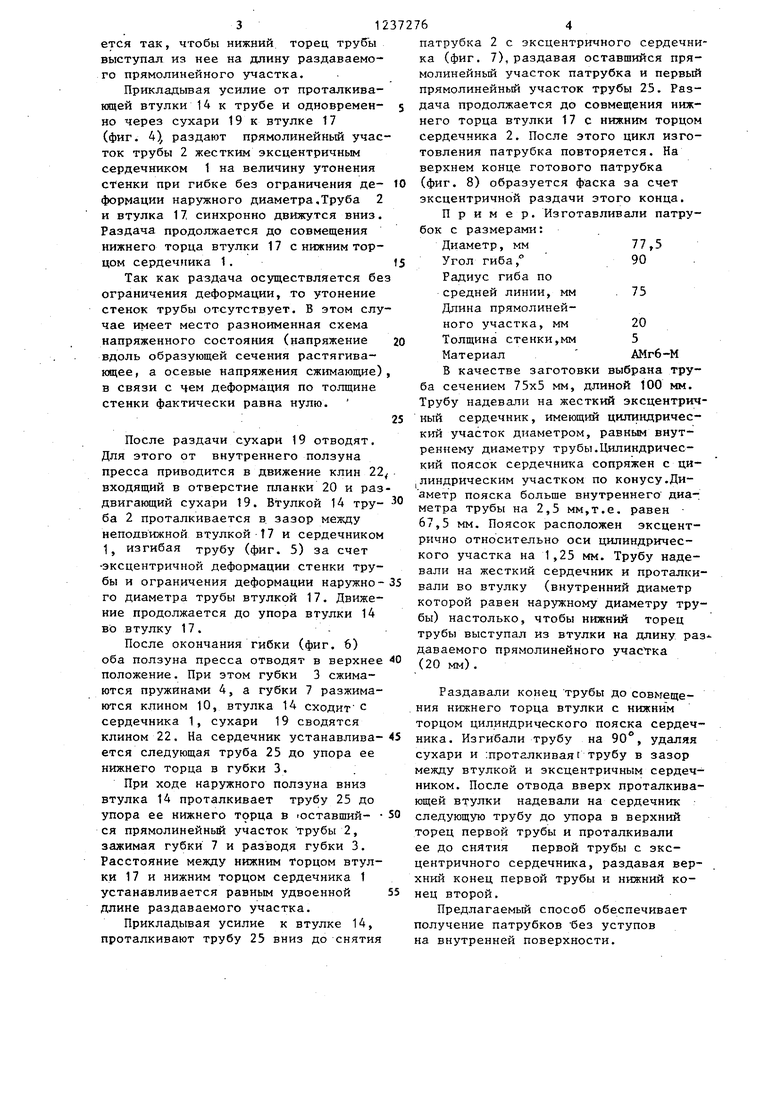
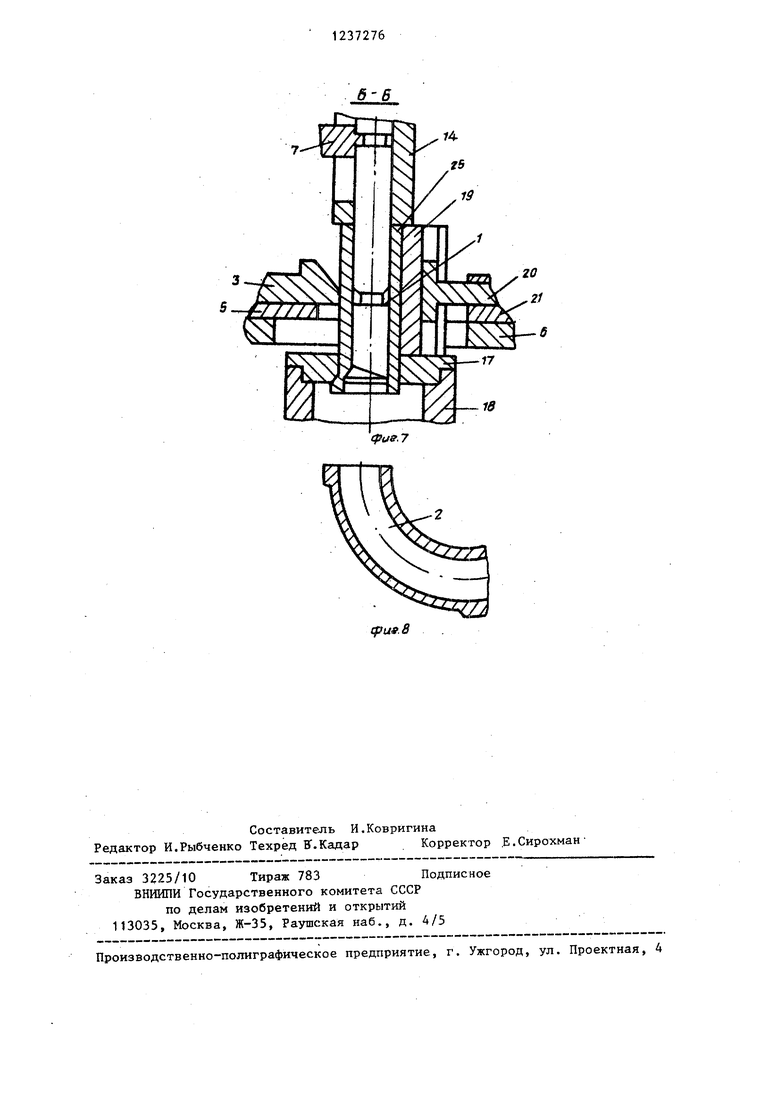
На фиг. 1 показано устройство, продольный разрез, в момент загрузки первой трубки; на фиг. 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, в момент осуществления первого перехода - раздачи нижнего конца трубы; на фиг. А - то же, в момент раздачи прямолинейного участка трубы; на фиг. 5 - то же,в момент окончания второго перехода гибки патрубка; на фиг. 6 - то же, с согнутым патрубком и установленной на рем следукяцей трубой перед третьим переходом - раздачей оставшегося после гибки прямолинейного участка первой трубы - и одновременно раздача нижнего конца следукяцей трубы; на фиг. 7 - то же, конец первого перехода для второй трубы; на фиг. 8 - готовЕзй патрубок.
Устройство содержит жесткий сердечник 1, имеющий цилиндрическую часть для установки трубы 2.Сердечник .1 зафиксирован в кольцевой проточке губками 3, поджатыми пружинами 4 и имеющими возможность перемещения по направлякщим 5, установленным на опорной плите 6, при приложении усилия через трубу 2 к коническим частям губок 3. В верхней части сердечника 1 имеется кольцевая проточка под губки 7, смонтированные на направляющих 8, установленных на опорной плите 9. В направляющих 8 имеется скос для взаимодействия с клиня- ми 10.
Нижняя часть сердечника 1 имеет цилиндрический поясок 11, который связан через конический участок 12 с цилиндрической частью сердечника, имеющей диаметр равный внутреннему диаметру трубы 2.Диаметр цилиндрического пояска 11 больше внутреннего диаметра трубы на величину утонения стенки трубы при гибке.
12372762
Максимальная величина утонения стенки iS выпуклого контура изгиба связана с геометрическими размера- .ми получаемого патрубка следующим выражением:
to
15
20
25
30
35
40
45
SO
S5
д5
Ai.
R+d
где БД - толщина стенки трубы; d - наружный диаметр трубы; R - радиус изгиба трубы (патрубка) по вогнутому контуру.
Цил:индрический поясок 11 расположен эксцентрично относительно цилиндрической части сердечника 1 и они имеют общую точку 13 касания, при этом эксцентриситет равен половине величины утонения стенки. Проталкивающая втулка 14 прикреплена прижимной плитой 15 к плите 16, которая в свою очередь крепится к наружному ползуну пресса. Втулка 17, через которую проталкивается труба 2, крепится через промежуточную втулку 18 к выталкивателю пресса, что обеспечивает возможность ее перемещения и регулировки при раздече и гибки трубы .Сухари 19 посредством планки 20, установленной в направляющих 21 и связанной через клин 22 с внутренним ползуном пресса,служат для взаимодействия втулок 14 и 17 при раздаче конца трубы 2, .
Опорные плиты 6 и 9 скреплены между собой и с нижней плитой 23 с помощью цилиндрических колонн 24.
Способ осуществляется следующим образом.
В момент загрузки трубы (фиг. 1) первую трубу устанавливают на цилиндрический участок жесткого эксцентричного сердечника 1 до упора нижнего торца в губки 3, отведя ползуны пресса вверх. После установки трубы включают движение вниз внешнего ползуна. При этом клин 10 сжимает губки 7, которые через прорези в проталкивающей втулке 14 входят в кольцевую проточку на верхнем конце сердечника 1 и фиксируют его. При продолжении движения втулка 14 проталкивает трубу 2 вниз через втулку 17 до упора ее нижнего торца в конический участок 12 сердечника 1, разжимая зажимные губки 3 и освобождая сердечник 1 (фиг. 3). Втулка 17, связанная с выталкивателем пресса, устанавливад5
Ai.
R+d
o
5
0
5
0
5
0
5
5
где БД - толщина стенки трубы; d - наружный диаметр трубы; R - радиус изгиба трубы (патрубка) по вогнутому контуру.
Цил:индрический поясок 11 расположен эксцентрично относительно цилиндрической части сердечника 1 и они имеют общую точку 13 касания, при этом эксцентриситет равен половине величины утонения стенки. Проталкивающая втулка 14 прикреплена прижимной плитой 15 к плите 16, которая в свою очередь крепится к наружному ползуну пресса. Втулка 17, через которую проталкивается труба 2, крепится через промежуточную втулку 18 к выталкивателю пресса, что обеспечивает возможность ее перемещения и регулировки при раздече и гибки трубы .Сухари 19 посредством планки 20, установленной в направляющих 21 и связанной через клин 22 с внутренним ползуном пресса,служат для взаимодействия втулок 14 и 17 при раздаче конца трубы 2, .
Опорные плиты 6 и 9 скреплены между собой и с нижней плитой 23 с помощью цилиндрических колонн 24.
Способ осуществляется следующим образом.
В момент загрузки трубы (фиг. 1) первую трубу устанавливают на цилиндрический участок жесткого эксцентричного сердечника 1 до упора нижнего торца в губки 3, отведя ползуны пресса вверх. После установки трубы включают движение вниз внешнего ползуна. При этом клин 10 сжимает губки 7, которые через прорези в проталкивающей втулке 14 входят в кольцевую проточку на верхнем конце сердечника 1 и фиксируют его. При продолжении движения втулка 14 проталкивает трубу 2 вниз через втулку 17 до упора ее нижнего торца в конический участок 12 сердечника 1, разжимая зажимные губки 3 и освобождая сердечник 1 (фиг. 3). Втулка 17, связанная с выталкивателем пресса, устанавливается так, чтобы нижний торец трубь выступал из нее на длину раздаваемого прямолинейного участка.
Прикладьшая усилие от проталкивающей втулки 14 к трубе и одновремен- но через сухари 19 к втулке 17 (фиг. 4), раздают прямолинейный участок трубы 2 жестким эксцентричным сердечником 1 на величину утонения стенки при гибке без ограничения де- формации наружного диаметра.Труба 2 и втулка 17 синхронно движутся вниз. Раздача продолжается до совмещения нижнего торца втулки 17 с нижним торцом сердечника 1 .
Так как раздача осуществляется бе ограничения деформации, то утонение стенок трубы отсутствует. В этом случае имеет место разноименная схема напряженного состояния (напряжение вдоль образующей сечения растягивающее, а осевые напряжения сжимающие) в связи с чем деформация по толщине стенки фактически равна нулю.
После раздачи сухари 19 отводят. Для этого от внутреннего ползуна пресса приводится в движение клин 22 входящий в отверстие планки 20 и раздвигающий сухари 19. Втулкой 14 тру- ба 2 проталкивается в. зазор между неподвижной втулкой 17 и сердечником 1, изгибая трубу (фиг. 5) за счет эксцентричной деформации стенки трубы и ограничения деформации наружного диаметра трубы втулкой 17. Движение продолжается до упора втулки 14 во втулку 17.После окончания гибки (фиг. 6) оба ползуна пресса отводят в верхнее положение. При этом губки 3 сжимаются пружинами 4, а губки 7 разжимаются клином 10, втулка 14 сходит с сердечника 1, сухари 19 сводятся клином 22. На сердечник устанавлива- ется следующая труба 25 до упора ее нижнего торца в губки 3.
При ходе наружного ползуна вниз втулка 14 проталкивает трубу 25 до упора ее нижнего торца в -оставший- ся прямолинейный участок трубы 2, зажимая губки 7 и разводя губки 3. Расстояние между нижним Торцом втулки 17 и нижним торцом сердечника 1 устанавливается равным удвоенной длине раздаваемого участка.
Прикладывая усилие к втулке 14, проталкивают трубу 25 вниз до снятия
патрубка 2 с эксцентричного сердечника (фиг. 7), раздавая оставшийся прямолинейный участок патрубка и первый прямолинейный участок трубы 25. Раздача продолжается до совмещения нижнего торца втулки 17с нижним торцом сердечника 2. После этого цикл изготовления патрубка повторяется. На верхнем конце готового патрубка (фиг. 8) образуется фаска за счет эксцентричной раздачи этого конца.
Пример. Изготавливали патрубок с размерами:
Диаметр, мм77t5
Угол гиба ° 90 Радиус гиба по средней линии, мм .75 Длина прямолинейного участка, мм 20 Толщина стенки,мм 5 Материал АМгб-М В качестве заготовки выбрана труба сечением 75x5 мм, длиной 100 мм. Трубу надевапи на жесткий эксцентричный сердечник, имеющий цилиндрический участок диаметром, равным внутреннему диаметру трубы.Цилиндрический поясок сердечника сопряжен с ци- Iлиндрическим участком по конусу.Ди- аметр пояска больше внутреннего диаметра трубы на 2,5 мм,т.е. равен 67,5 мм. Поясок расположен эксцентрично относительно оси цилиндрического участка на 1,25 мм. Трубу надевали на жесткий сердечник и проталкивали во втулку (внутренний диаметр которой равен наружному диаметру трубы) настолько, чтобы нижний торец трубы выступал из втулки на длину ра даваемого прямолинейного участка (20 мм).
Раздавали конец трубы до совмещения нижнего торца втулки с нижни м торцом цилиндрического пояска сердечника. Изгибали трубу на 90, удаляя сухари и :протглкиБая1 трубу в зазор между втулкой и эксцентричным сердечником. После отвода вверх проталкивающей втулки надевали на сердечник следующую трубу до упора в верхний торец первой трубы и проталкивали ее до снятия первой трубы с эксцентричного сердечншса, раздавая верхний конец первой трубы и нижний конец второй.
Предлагаемый способ обеспечивает получение патрубков без уступов на внутренней поверхности.
фиг.1
16
11
фиг.2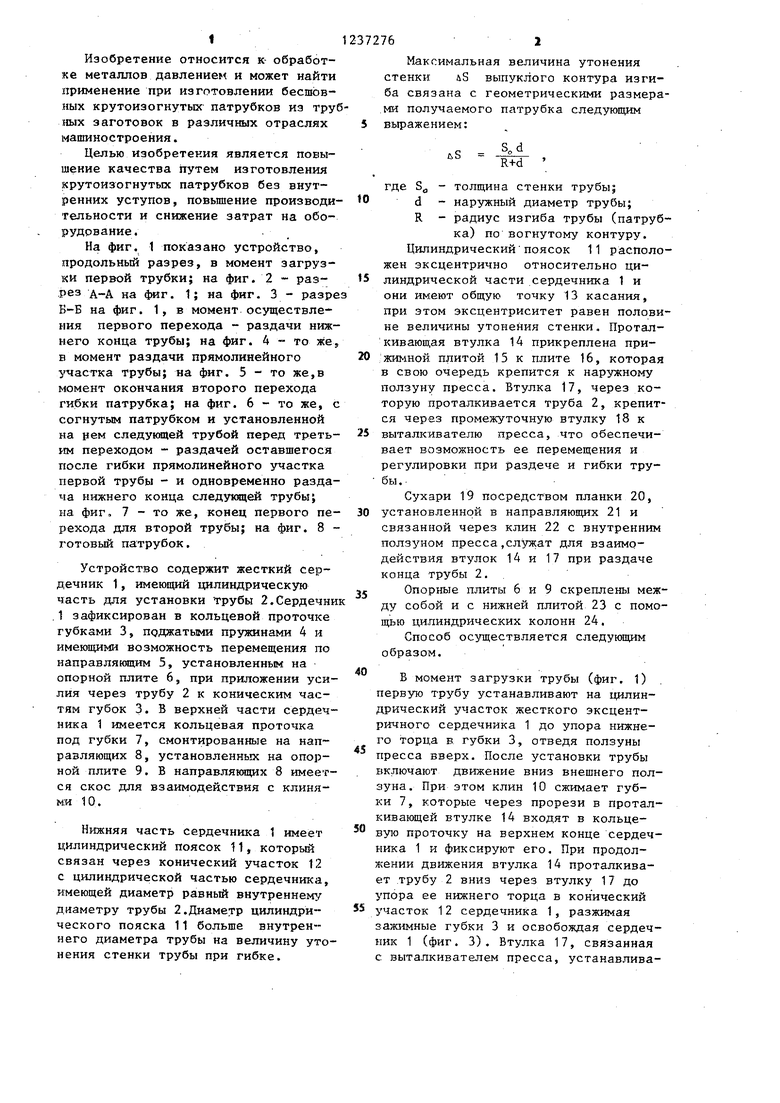
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| Способ изготовления колец из трубных заготовок | 1983 |
|
SU1152685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
1. Способ изготовления крутоизогнутых патрубков путем гибки эксцентричным инструментом прямолинейного участка трубной заготовки с внутренней стороны, ограничивая деформацию его по наружному диаметру, отличающийся тем, что, с целью повышения производительности, качества и экономичности,предварительно раздают один конец трубной заготовки на величину утонения стенки заготовки при гибке без ограничения деформации наружного диаметра, а гибке подвергают следующий участок заготовки с ограничением ее деформации по наружному диаметру, после чего раздают оставшийся прямолинейный участок на величину утонения стенки трубы без ограничения деформации наружного -диаметра. 2. Устройство для изготовления крутоизогнутых патрубков,содержащее втулку, эксцентричный деформирующий элемент и проталкивающую втулку, отличающееся тем, что деформирующий элемент вьшолнен в виде цилиндрического жесткого сердечника с расположенным на нижнем конце коническим и сопряженным с ним цилиндрическим пояском, при этом конический участок расположен эксцентрично относительно оси цилиндрического участка. (Л ю оо to О5
s-a
Ifut.J
АЖ
фив.В
В-6
Г4.
2В
6-В
18
Составитель И.Ковригина Редактор И.Рыбченко Техред ВТ.Кадар Корректор .Е.СирохманЗаказ 3225/10 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ массо-спектрометрического определения изотопной концентрации углерода в метаноле | 1983 |
|
SU1190427A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
