Иэобретение относится к обработке металлов давлением, а именно к изготовлению Детллей формовкой и рубкой,
Целью изобретения является повышение производительности.
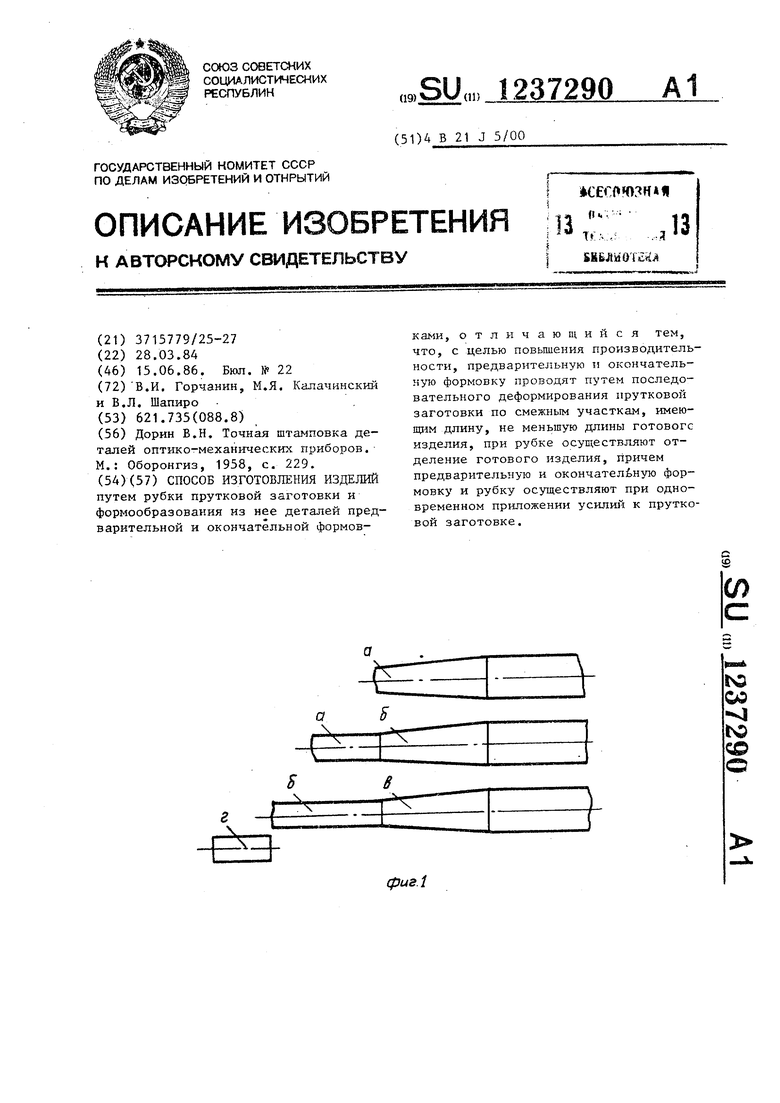
На фиг, 1 изображена схема осуществления способа; на фиг о 2 штамп для осуществления способа.
Схема осуществления способа (фиг. 1) показана на примере изго- товления державки лезвия складного ножа.
Исходной заготовкой служит пруток диаметром 12 мм. Вначале в штампе формуют предварительно участок, рав- ный по длине или больший готовой детали . Затем окончательно формуют до размера 7 мм участок а и предварительно - участок S . После этого окончательно формуют участок S ,, пре аарительно - участок 6 , а от окончательно сформованных участков d и-Б отрезают заготовку детали г В дальнейшем на каждой операции одновременно предварительно формуют один участок 5 окончательно - другой и отрезают заготовку от окончательно сформованного участка.
Штамп (фиго 2) содержит корпус 1, в котором установлены неподвижный нож 2 и нижний боек 3, Мелзду корпусам крышкой А находится прижим 5 и толкатель 6, связанный с маркетньгм устройством пресса (не показано). К верхней плите (не показана) в дер- жавке 7 прикреплены подвижный нож 8
пуансон 9„ .Корпус 1 имеет направяющую часть с отверстием 10. На . рьшке, 4 сделан выступ 11, служащий упором для прутка.
Штамп работает следующим образом.
Пруток через отверстие 10 направляющей части корпуса подается на нижний боек 3, При ходе -ползуна пресса вниз пуансон 9 пр едварительно формует находящуюся под ним часть прутка. При кгшдом последующей ходе пруток продвигается на щаг, равный длине заготовки детали, и происходит предварительная и окончательная штамповка по.следовательно расположенных участков. Когда окончательно отформованный конец прутка пройдет через непод- вижньш нож 2, его торец упрется в упор 11.
При ходе ползуна пресса вниз пруток сначала зая;ат между подвижным но- дом 8 и прижимом 5, которому через толкатель 6 передается усилие от мар- кетного устройства. При дальнейшем движении ползуна пресса вниз подвиж- нгаш нож 8 отрезает заготовку. Во время обратного хода ползуна пресса подвижный нож 8 освобождает отрубленную заготовку, прижим поднимает ее и боковой сталкиватель (не показан) заготовку из штампа.
Предлагаемый способ обеспечивает повышение производительности за счет уменьшения штучного времени штампов- кк детали и ликвидации операции фрезеровки торцов.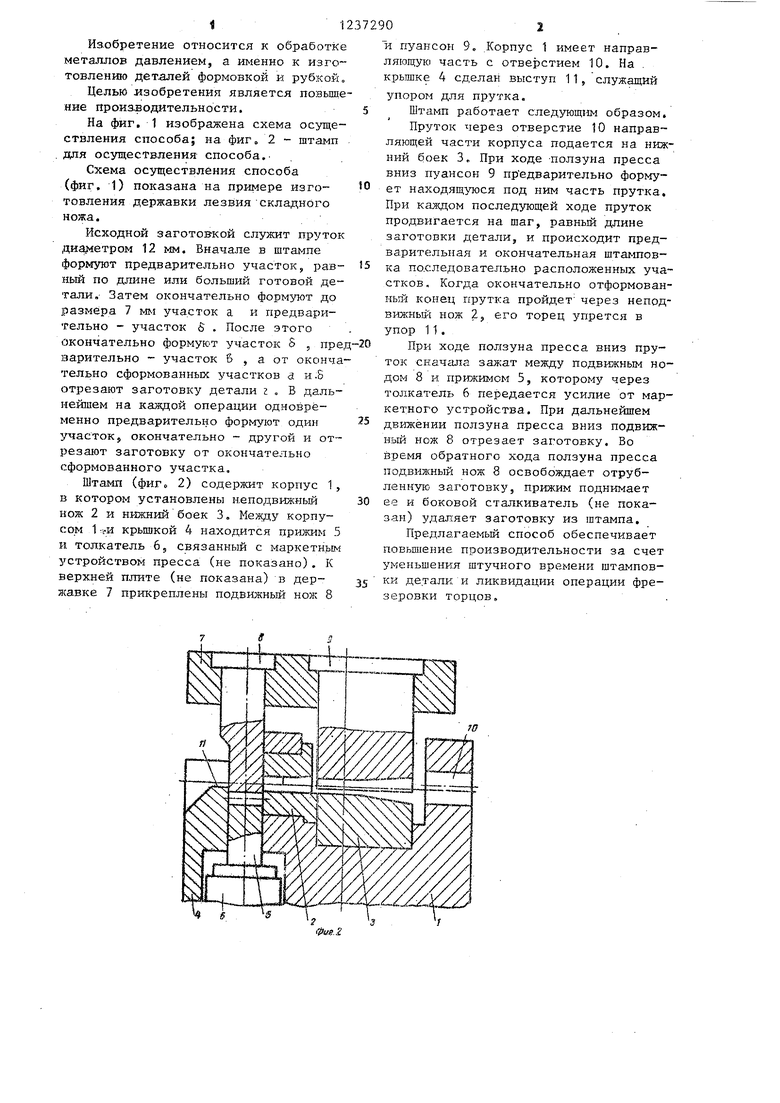
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения деталей | 1988 |
|
SU1516210A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки пруткового материала на мерные заготовки | 1974 |
|
SU516479A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Штамп для резки пруткового материала | 1989 |
|
SU1738505A1 |
| Устройство для резки | 1981 |
|
SU984728A1 |
| Дорин В.Н | |||
| Точная штамповка деталей оптико-механических приборов | |||
| М.: Оборонгиз, 1958, с | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
