Изобретение относится к обработке металлов давлением, в частности к автоматам для горячей объемной штамповки,
Целью изобретения является 17овьше ние производительности и надежности работы автомата.
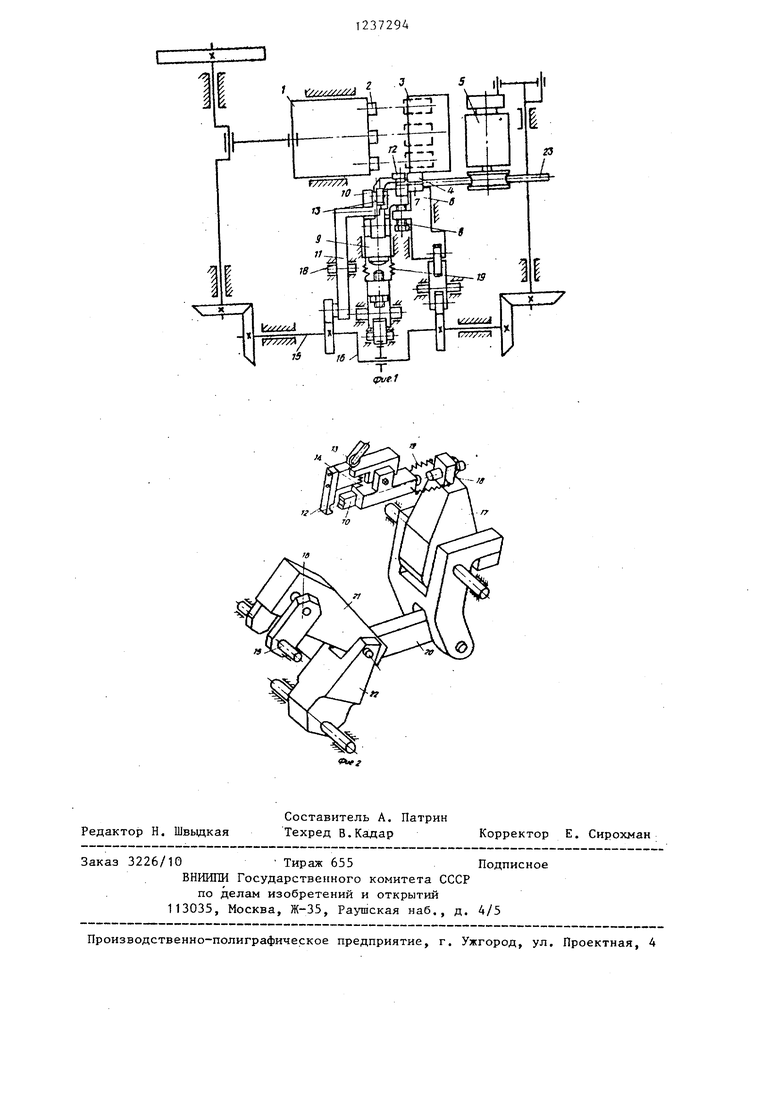
На фиг. 1 представлена кинематическая схема автомата; на фиг. 2 - приводной механизм отрезки заготовки с зажимным пальцем в изометрии.
Автомат для горячей объемной штамповки содержит ползун 1 с пуансонами 2, блок 3 матриц с отрезной полуматрицей 4, механизм 5 подачи прутка, , корпус 6 узла для прижима прутка с прижимной полуматрицей 7 и регулируемыми упорами 8, механизм для отрезки заготовок с ползушкой 9 и отрезным ножом 10, механизм 11 переноса заготовки в блок памяти с зажимным пальцем 12, ролик 13 и пружину 14, вал 15 с кривошипом 16, привод механизма отрезки, включающий поворотный рычаг 17, упорный элемент 18, пружины 19 и промежуточные звень 20, 21 и 22.
Вал 15 является также приводным для узла прижима прутка и зажимного пальца механизма переноса отрезанной заготовки.
Предлагаемый автомат работает следующим образом.
Механизмом 5 подачи пруток 23 подается в автомат между отрезной 4 и прижимной 7 полуматрицами,отрезным ножом 10 и зажимным пальцем 12.
В момент подачи прутка ползушка 9 механизма отрезки посредством регулируемого упора 8 узла прижима прутка установлена таким образом, что от- резной нож 10 располагается соосно прижимной полуматрице 7. При этом зажимной палец 12 с помощью пружины 14 отведен от прутка 23, После окон
чания подачи пруток 23 прижимается полуматрицей 7 к отрезной полумат- риде 4 и тем самым отрезной нож 10 подводится к прутку. Затем с помощью ролика 13 механизма 11 переноса производится поджим зажимного пальца 12 к прутку 23, тем самым осуществляется закрепление прутка между отрезным ножом 10 и пальцем 12. В момент прижима прутка 23 полуматрицей 7 к полуматрице 4, а также при его зажатии пальцем 12 упорный элемент 18 расположен с зазором по отношению к пол- зушке 9 механизма отрезки.
По окотЕании зажима расположенный на поворотном рычаге 17 упорный элемент 18, перемещаясь, контактирует с ползушкой 9,производится отрезка заготовки и перенос ее на позицию штамповки, где с помощью пуансона 2, расположенного на ползуне 1, осуществляется заталкивание заготовки в блок матриц и последующая штамповка. При заталкивании заготовки осуществляется.отвод зажимного пальца 12 с помощью пружины 14 и ролика 13. Затем отрезьюй нож 10 отводится на позицию подачи прутка. Отвод осуществляется приводом механизма отрезки с помощью пружин 19 до того момента, пока ползушка 9 механизма отрезки не дойдет до регулируемого упора 8.
Пе1)емещение прижимной полуматрип з 7 и элементов привода зажимного пальца 12 осуществляется от к-улаков,рас- ,положенных на валу 15.
Конструкция автомата позволяет осуществлять зажим отрезаемого прутка и подвод к нему зажимного пальца при менее жестких требованиях к синхронизации работы их приводов с приводами других узлов и механизмов,что позволяет повысить производительность автомата за счет сокращения времени на наладку, а также повысить надежность его работы.
2 , ir
5 ,1гН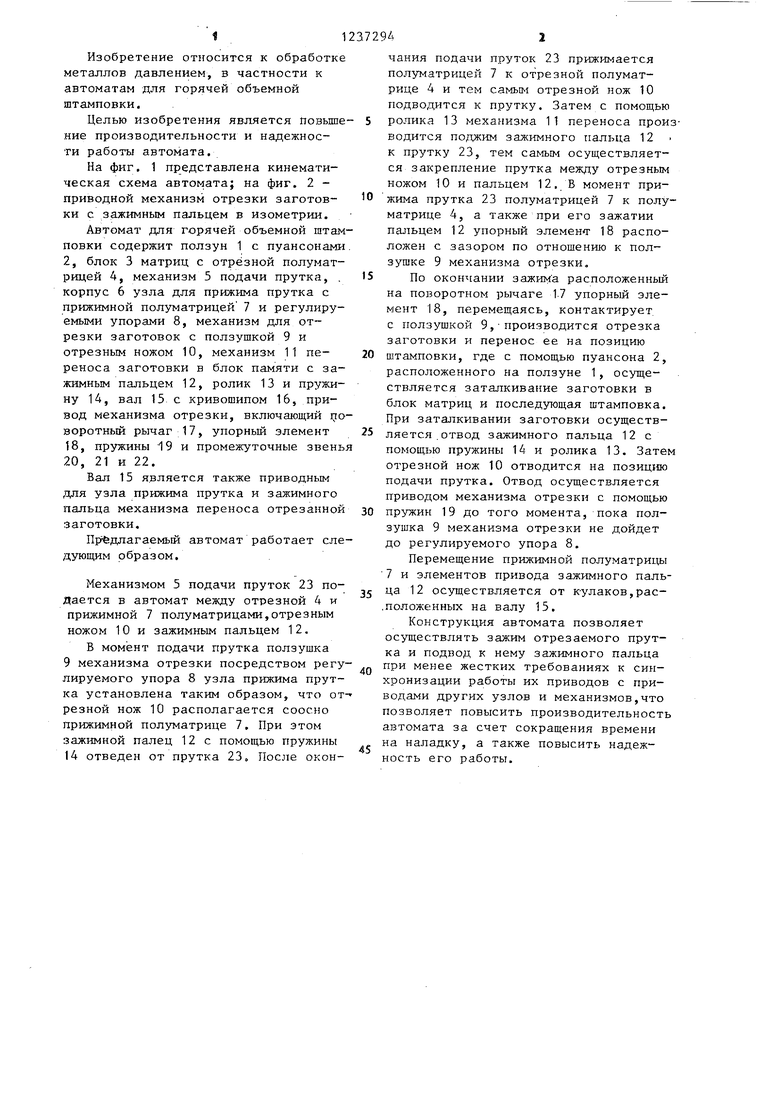
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для мерной подачи заготовки | 1981 |
|
SU1050865A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
| Автомат для холодной штамповки роликов | 1979 |
|
SU940990A1 |
| Механизм отрезки заготовок | 1980 |
|
SU927405A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ | 1992 |
|
RU2109602C1 |
г
Редактор Н. Швыдкая
Составитель А. Патрин
Техред В.Кадар Корректор Е. Сирохман
Заказ 3226/10 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Трофимов И.Д | |||
| и др | |||
| Автоматы и автоматические линии для горячей объемной штамповки | |||
| М.: Машиностроение, 19B1, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
