Изобретение относится к обработ- ке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки пруткового материала.
Цель изобретения - повышение качества получаемых заготовок.
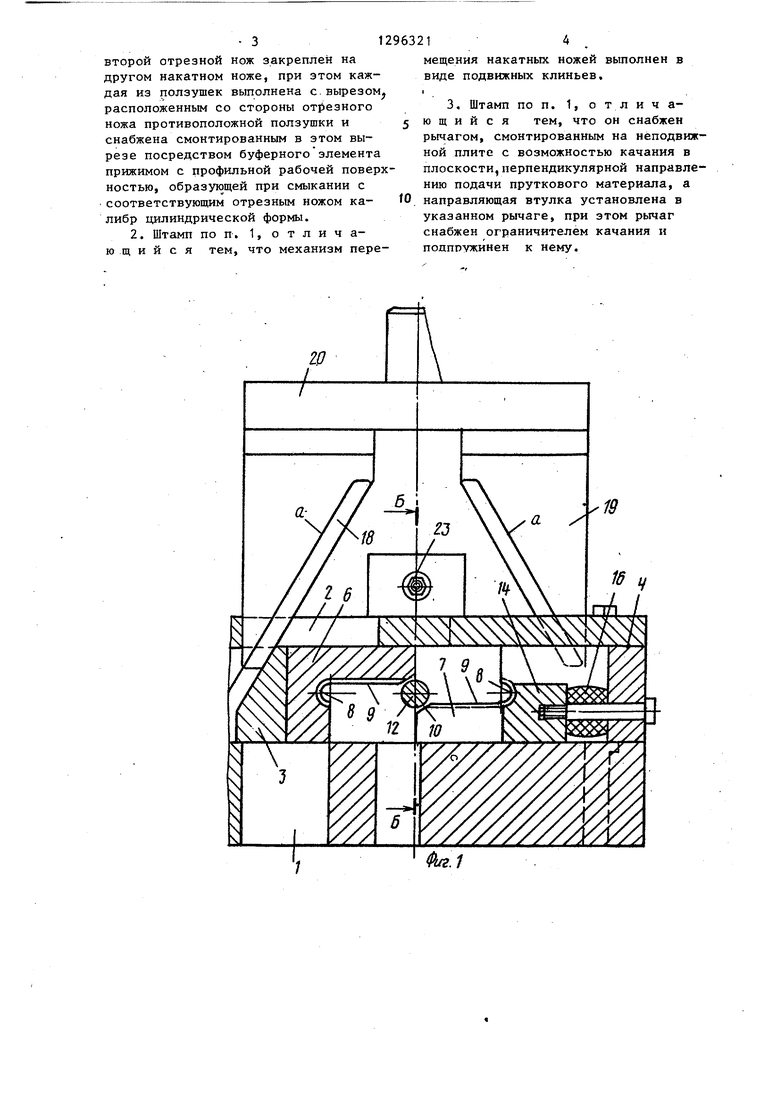
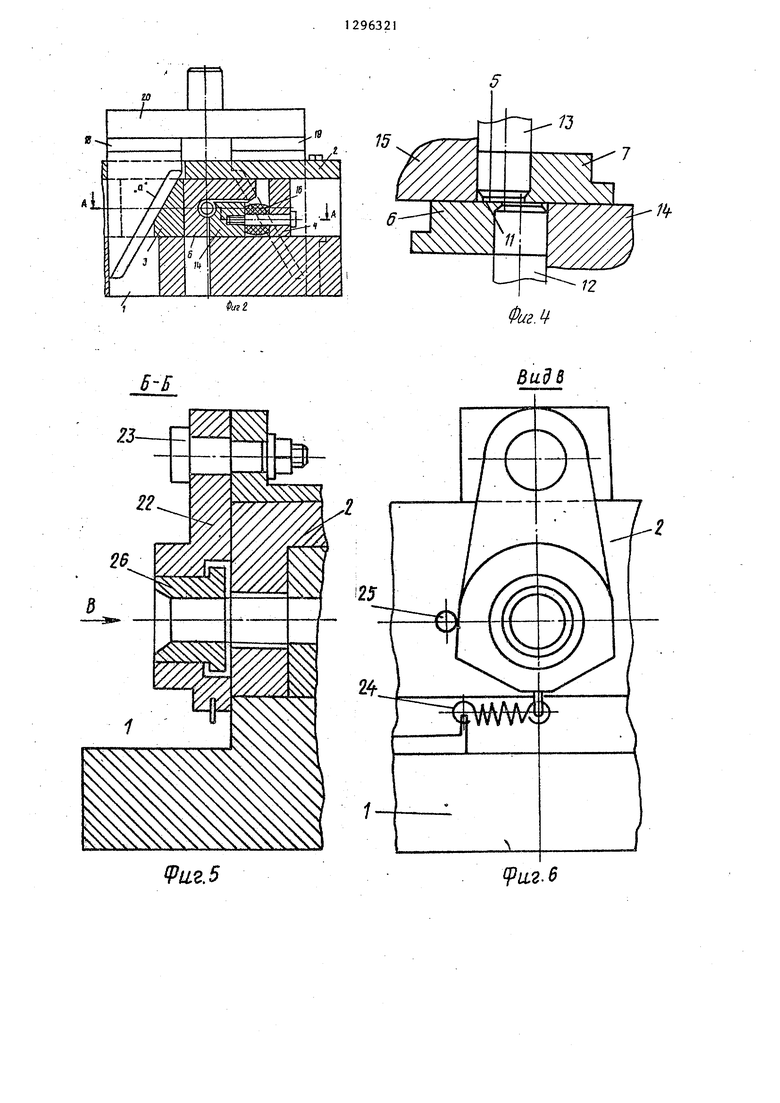
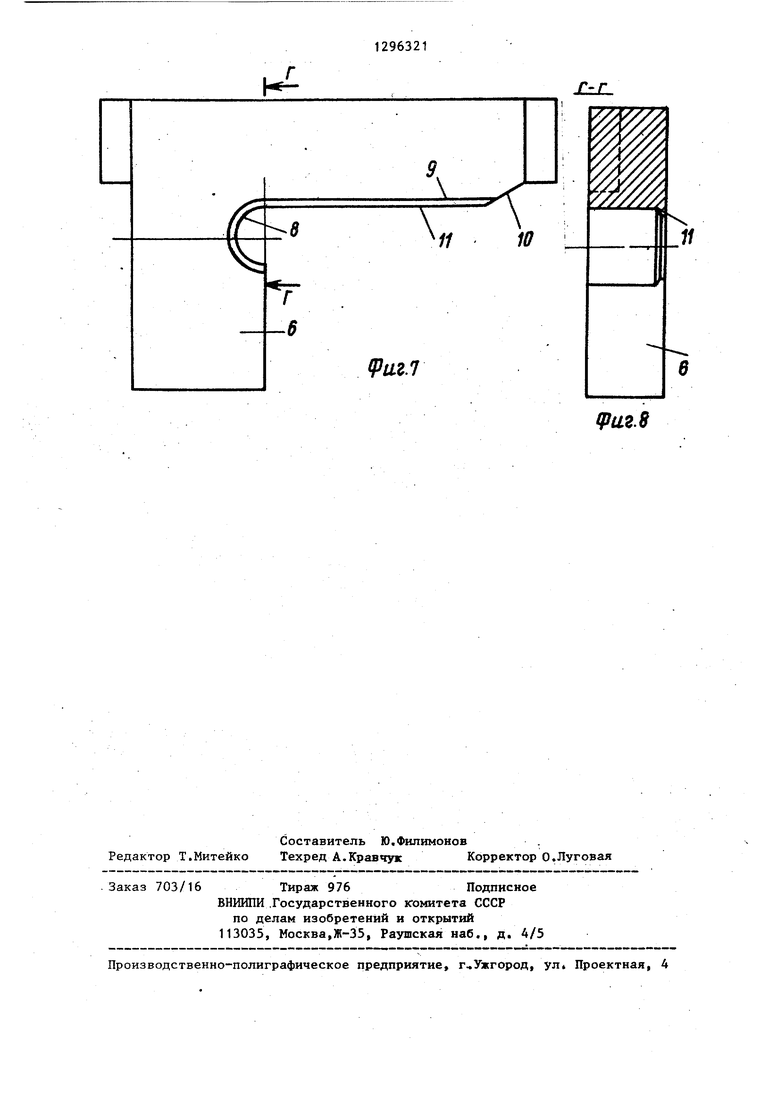
На фиг. 1 изображен штамп для резки пруткового материала, разрез; на фиг. 2 - то же, положение перед отрезкой заготовки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - положение рабочих частей штампа в конце процесса отрезки заготовки; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - вид В на фиг. 5; на фиг. 7- нож устройства; на фиг. 8 - разрез Г-Г на фиг. 7.
Штамп для резки пруткового материала на заготовки содержит неподвижную плиту 1 с закрепленной на ней направляющей 2, в которой установлены с возможностью горизонтального встречного перемещения ползушки 3 и 4. В ползушках 3 и 4 с разных сторон от плоскости 5 реза установлены ножи 6 и 7. Каждый нож имеет отрезной 8, накатной 9 и заходный 10 участки. На всех участках ножа вьтолнен рабочий выступ 11 на глубину требуемой, фаски отрезаемой заготовки 12 от прутка 13. В вырезах ползушек 3 и 4 напротив ножей 6 и 7 закреплены прижимы 14 и 15 через буферные элементы 16 и 17, которые выполнены, например, из полиуретана.Прижимы 14 и 15 на этапе отрезки образуют с отрезными участками 8 ножей 6 и 7 рабочий контур цилиндрической формы-. Ползушки 3 и 4 управляются приводными, клиньями 18 и 19, закрепленными на подвижной плите 20. На боковой поверхности направляющей 2 неподвижной плиты 1 у входного отверстия 21 для прутка 13 установлено направляющее устройство, состоящее из рьгаага 22, установленного с возможностью качания на оси 23, закрепленной на направляющей 2. Рычаг 22 подпружинен пружиной 24 и взаимодействует с упором 25, закрепленным в направляющей 2. В рычаге 22 установлена с возможностью вращения втулка 26, отверстие которой соответствует диаметру прутка 13. На противополож- ной боковой поверхности направляющей 2 со стороны выходного отвер
fO
f5
63212
стия 27 для отрезаемой заготовки 12 закреплен упор 28, ограничивающий подачу прутка в осевом направлении.
Штамп работает следующим образом.
Пруток 13 подается через отверстие втулки 26, входное 21 и вькод- ное отверстия 27 направляющей 2 до упора 28.При движении подвижной плиты 20 вниз клинья 18 и 19 приводят ползушки 3 и 4 с ножами 6 и 7 и прижимами 14 и 15 в горизонтальное встречное перемещение. Сначала происходит центрирование прутка 13 на заходных участках 10 ножей 6 и 7, а затем вступают в работу накатные участки 9 ножей с рабочими выступами 11, которые вращают пруток и выдавливают на нем фаску. На протяжении этого цикла пруток остается незажатым прижимами 14 и 15. По окончании этапа образования фаски пруток 13 зажимается между ножом 7 и прижимом 15, а отрезаемая заготовка 12 - между ножом 6 и прижимом 14, и при дальнейшем опускании плиты 20 ножи 6 и 7, перемещаясь навстречу один к другому, перерезают своими отрезными участками 8 прутковый материал по плоскости 5 реза.
После завершения цикла отрезки плита 20 поднимается, -и клинья 18
20
25
30
и 19 своими скосами а отводят ползушки 3 и 4 с ножами 6 и 7 и прижимами 14 и 15 в первоначальное поло- жение. Заготовка 12 через отверстие в плите 1 и столе пресса (стол не показан) падает вниз, а подпружиненный рычаг 22 возвращает пруток 13 в центр штампа.
40
5
0
5
Формула изобретения
1. Штамп для резки пруткового материала, содержащий неподвижную плиту с направляющими и направляющей втулкой, два накатных ножа, установленных с возможностью встречного возвратно-поступательного перемещения, два отрезных ножа, один из которых закреплел на одном из накатных ножей, и механизм перемещения накатных ножей, отличающийся тем, что, с целью повьш1ения качества отрезаемых заготовок, он снабжен двумя ползушками, установленными в направляющих неподвижной плиты,накатные ножи расположены по обе стороны относительно плоскости разделен. ния прутка и закреплены на ползушках,
второй отрезной нож закреплен на другом накатном ноже, при этом каждая из ползушек выполнена с.вырезом расположенным со стороны отрезного ножа противоположной ползушки и снабжена смонтированным в этом вырезе посредством буферного элемента прижимом с профильной рабочей поверхностью, образующей при смыкании с соответствующим отрезным ножом калибр цилиндрической формы.
2. Штамп по п. 1, отличающийся тем, что механизм пере
мещения накатных ножей выполнен в виде подвижных клиньев.
I
3, Штамп по п. 1, отличающийся тем, что он снабжен рычагом, смонтированным на неподвижной плите с возможностью качания в плоскости,перпендикулярной направлению подачи пруткового материала, а направляющая втулка установлена в указанном рычаге, при этом рычаг снабжен ограничителем качания и подпружинен к нему.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| Штамп для резки пруткового материала | 1987 |
|
SU1418003A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Пресс-ножницы | 1980 |
|
SU963726A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производ9тве машиностроительных предприятий для резки пруткового материала. Цель изобретения - повьше- ние качества получаемых заготовок. При движении подвижной плиты вниз клинья 18 и 19 приводят ползуйки 3 и 4 с ножами 6, 7 и прижимами 14,15 . в горизонтальное встречное перемещение . Сначала происходит центрирование прутка, 13 на заходных учартках ножей 6, 7, а затем вступают в работу накатные участки ножей с рабочими выступами, которые вращают пруток и выдавливают на нем фаску. На протяжении этого цикла пруток остав ся незажатым прижимами 14 и 15.По окончании этапа образования фаски пруток 13 зажимается между ножом 7 и прижимом 14, и при Дальнейшем опускании плиты ножи 6, 7, перемещаясь навстречу один к другому, перерезают своими отрезными участками 8 прутковый материал по плоскости реза. 2 з.п. ф-лы, 8 ил. i W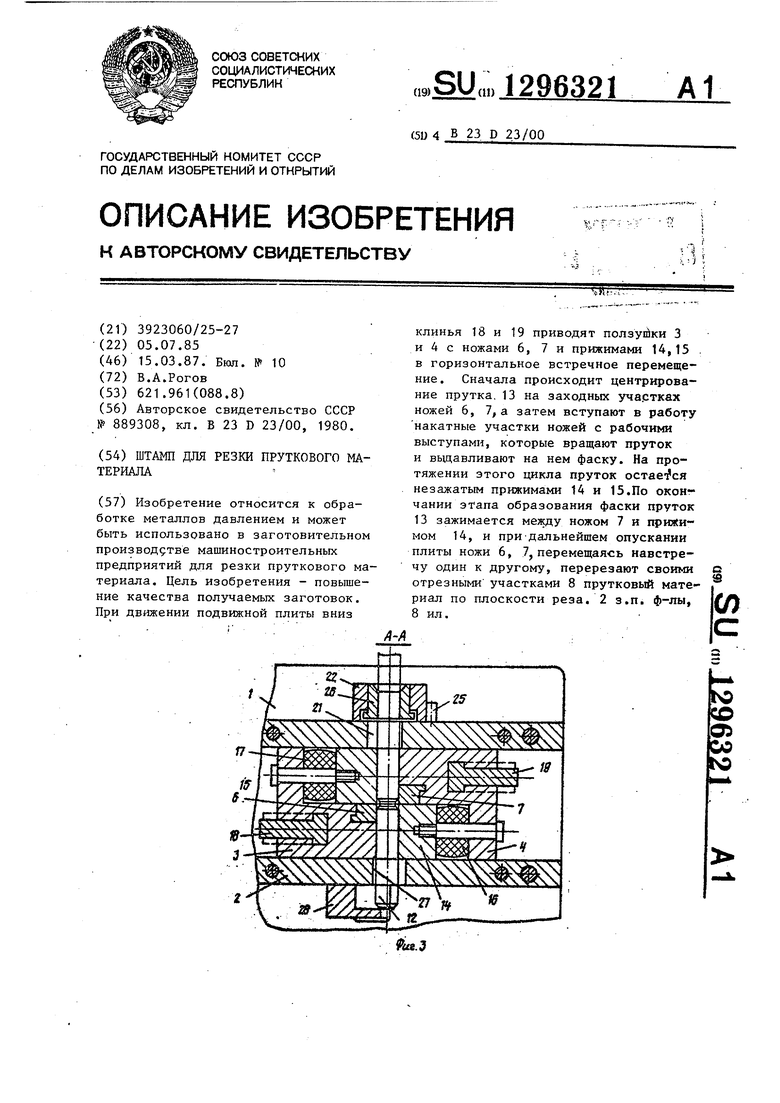
z.;
Фиг г
12
Фиг.
Виде
iie.5
К
jCiZL
Г 6
11
Vaz.7
Редактор Т.Митейко
Составитель Ю.Филимонов
Техред А.Кравчук Корректор О.Луговая
Заказ 703/16 Тираж 976Подписное
ВНИИПИ .Государственного кгомитета СССР
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие г Ужгород, ул Проектная, 4
fpu2.8
| Устройство для разделения круглого проката | 1980 |
|
SU889308A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
