1
Изобретение относится к кузнечно-прессовому оборудованию, и точнее к многопозициоиным холодно-вкладочным автоматам для изготовления изделий стержневого типа, и может иснользоваться для изготовления стержневых деталей нри диаметре исходного , материала свыше 20 мм и при длине заготовок после разрезки указанного материала до 300 мм.
Р1звестиый многопозиционный холодно-высадочиый автомат содержит размещенный на станине узел подачи исходной заготовки, состоящий из пары подающих роликов, присиособленных для захвата и транспортирования проволоки из бунта но направлению к жесткому установочно-подвижиому упору. На расстоянии, равном длине мерной заготовки расположен ползун, совершающий возвратно-поступательное перемещение поперек направления движения проволоки. На ползуне смонтирован отрезной нож и индивидуально управляемый двуплечий рычаг с пальцем, предназначенным для удержания отрезаемой заготовки и переноса ее совместно с ножом к первой позиции высадки с помощью матричного и пуансонного блоков. Для исключения попадания немерных заготовок в матричный блок в автомате предусмотрен управляемый вручную рычажный механизм для удаления немерных заготовок, отводящий палец от ножа вне зависимости от положения индивидуального привода указанного двуплечего рычага. Такое выполнение механизма для удалеиия номерных заготовок позволяет удалять некачественные заготовки при отрезке, особенно в начале и конце бунта.
Однако диаметр бунтового материла ограничен, и поэтому при изготовлении стержневых диаметров относительно больщого диаметра возникают осложнения, связанные с обязательным использованием Прутков вместо проволоки.
Это определяется главным образом тем, что длина прутка в 5-10 раз меньще длины проволоки в бунте, следовательно, неизбежны ручные операции, связанные с удалением немерных заготовок, количество которых будет кратно двойному количеству прутков. Эти операции требуют большого внимания и напряжения оператора, и в случае его утомления, могут привести к выходу автомата из строя.
Для удаления немернь1х заготовок, предлагаемый автомат снабжен установленным на его станине подвижным упором, ограничивающим рабочее перемещение ползуна при отрезке немерной заготовки и приводимым в движение от индивидуального привода, управляемого предусмотренным на жестком упоре датчиком, последовательно взаимодействующим через систему рычагов с подаваемой заготовкой и ползуном.
Нол{ совместно с пальцем переносят отрезанную заготовку в первую порцию высадки только при нормальной длине заготовки- В случае.
когда заготовка короткая, индивидуальный привод подвижного упора перемещает последний в положение, когда он преграждает путь ползуну с отрезным ножом, и немерная заготовка после очередного обязательного периодического движения по направлению от ножа выпадает из отрезного механизма в бункер для немерных заготовок. При этом полиостью исключаются ручиые операциг, связаиные с удалением немериых заготовок после отрезки.
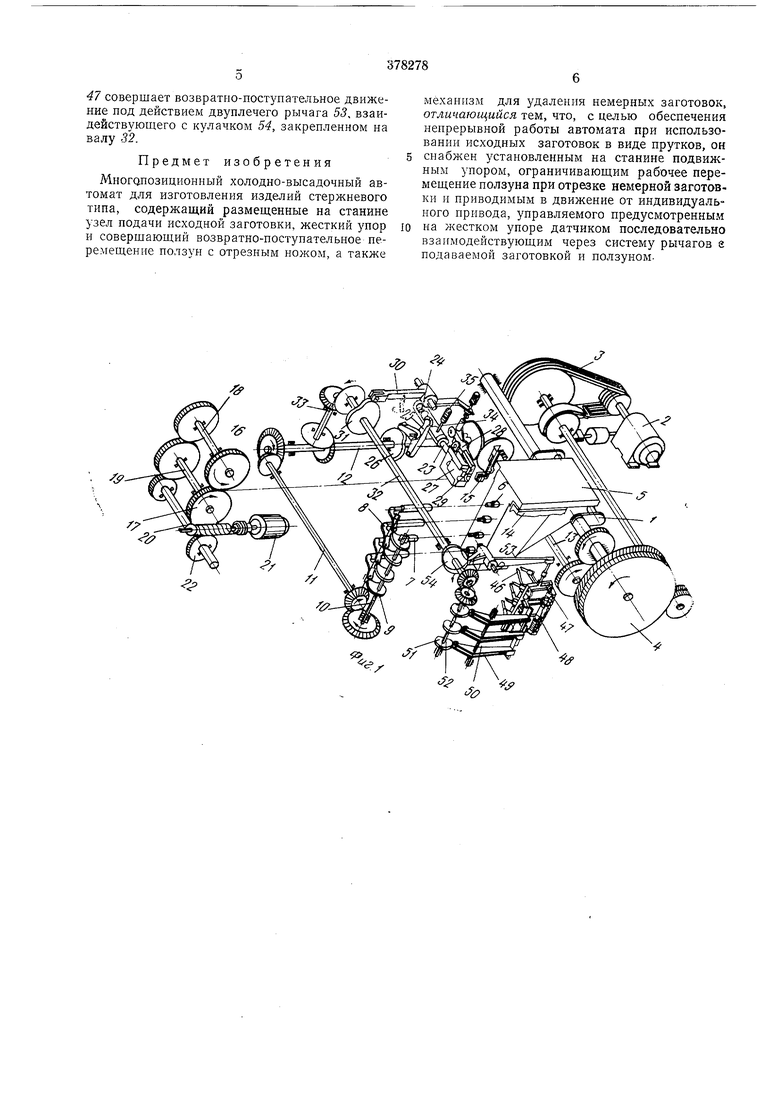
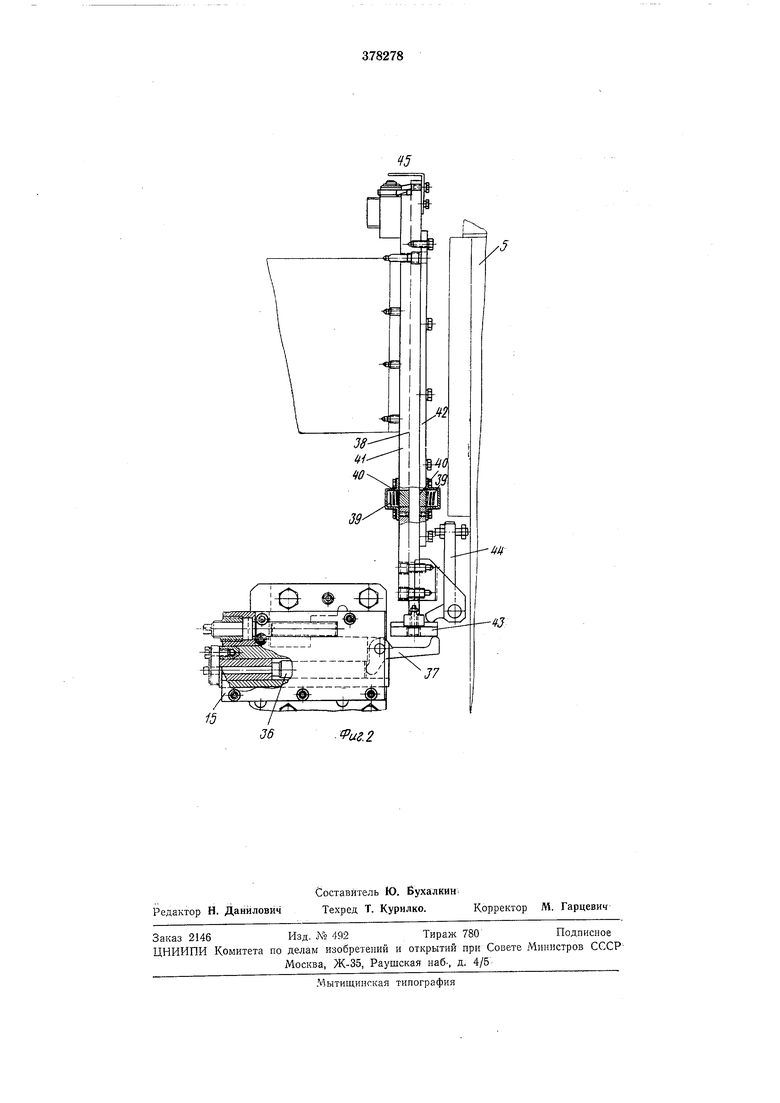
На фиг. 1 показана принципиальная кинематическая схема автомата (аксонометрия); на фиг. 2 - датчик и система рычагов механизма для удаления иемерных заготовок рычагов механизма для удаления немерных заготовок. Автомат содержит коленчатый вал 1, вращаемый электродвигателем 2 при помощи клииоремейиой передачи 3 и зубчатой передачи 4. Коленчатый вал 1 сообщает возвратно-поступательное движение главио.му ползуну 5 со смонтированными иа нем пуаисонами 6 в направлении к высадочной матрице (на чертел е не показана) и от нее. По другую сторону высадочной матрицы расположены выталкиватели 7, смонтированные на двуплечих рычагах 8, поворачиваемых при помощи кулачков 9, смонтированных иа валу 10, вращаемом при помощи иромежуточных валчэн //, 12, 13, связанных с коленчатым валом / и один с другими при помощи зубчатых передач. Вблизи направляющих 14 (на чертеже.показана одна направляющая), в которых перемещается главный ползун 5 на станине (на чертеже не показана) укреплен жесткий упор 15, в котором смонтированы некоторые детали механизма удалеиия немериых заготовок. Против упора /5 расположен узел 16 иодачи исходной заготовки (иа чертеже tie показано), содержащий пару подающих роликов 17, смонтированных ио одному на валах 18 и 19, соединенных при помощи зубчатой передачи между собой и с валом 20, вращаемым электродвигателем 21 через червячиую передачу 22.
Ролики //подают пруток или проволоку в направлении к жесткому упору 15, у которого иа расстоянии, равном длине отрезаемой заготовки, смонтирован в направляющих ползун 23, нагруженный пружиной 24 в направлении к заготовке поперек ее продольной оси. В противоположном направлении ползун 25 движется под действием двуплечего рычага 25. поворачиваемо;о кулачком 26, смонтированном на валу 12.
Па ползуне 23 подвнжно укреплен иож 27 и шарнирио-двуплечий рычаг 28, несущий прижимиой иалец 29. удерживаюо ий отрезаемую заготовку и иереносящий ее совместно с ножом 27 к первой позиции высадки. Двуплечий рычаг 28 иринудительно иоворачивается иод действием коромысла 30, поворачиваемого, в свою очередь, кулачком 31, смонтированным иа валу 32, соединенным с валом 12 через иромежуточный вал 33 и зубчатые передачи. При поворотах коромысла 30 палец 29 периодически
отходит от ножа 27, вследствие чего отрезанная заготовка освобождается. У иолзуна 23 смонтирован подвижный упор 34, имеющий иидивидуальный привод в внде пневмоцнлиндра 35
5 одностороннего действия.. Пневмоцилиндр.управляется при помощи датчика, смонтированного в жестком упоре 15, так, что он перемещает подвижный упор 34 вниз только в том случае, когда на датчике не воздействует подаваемый материал. Этот случай характерен для иемерных заготовок. При перемещении вниз подвижный упор взаимодействует с ycTynoN на ползуне 23, ограничивая его рабочий ход. В результате Этого немериая заготовка не доходит
5 до первой иозиции вкладки, а после неизбежного перемещения нрижнмного пальца:29 в сторону от ножа 27, указанная заготовка освобождается и падает в бункер (на чертеже не показан). Таким образо.м, исключается какое-либо
0 участие оиератора в удалеиии иемерных заготовок.
Датчик, смонтированный в жестком упоре 15. содержит шток 36, одни конец которого выступает за пределы жесткого упора 15 для взаимодействия с подаваемой заготовкой, а другой конец взаимодействует с двуплечим рычагом 37, иа который опирается ползуи 38, нагруженный постоянным тормозным усилием при помощи пружии 39 и башмаков 40, смонтированных в
направляющих ползуиа 38.
У ползуиа 38 предусмотреи выступ 43. с которым взаимодействует двуплечий рычаг 44, взаимодействующий также с основным ползуном 5 автомата при завершении рабочего .хода этого ползуна. В конце этого хода ползун 5, нажимая на двуилечнй рычаг 44, перемеи ;ает ползун 38 вниз (см. фиг. 2). При этом шток 36 датчика перемещается влево и выходит за пределы жесткого упора 15. Только в случае нажатия заготовки иа шток 36 иолзуи 38 .перемещается вверх. Это происходит тогда, когда к уиору 15 подается будущая мерная заготовка. На ползуне 38 имеется еще один выступ 45, который
с взаимодействует с клапоном системы (на чертеже не показана) подачи сжатого воздуха к пневмоцилиидру 35 (см. фиг. 1), когда ползун 38 находится в нижнем положении. Это происходит в случае, когда нет контакта заготовки
Q со штоком 36, т. е. когда к жесткому уиору 15 (см. фиг. 1 и 2) подается иемериая заготовка. Пневмоцилиндр 35 перемещает подвижный упор 34 вниз и ограничивает движение отрезного ножа. При этом исключается подача немер5 ной заготовки на первую позицию высадки. Мерные же заготовки беспрепятствеино подаются к матрице, где высаживаются, после чего срабатывают попеременно выталкиватели 7 и рычажные захваты 46. Захваты 46 смонтированы иа каретке 47 мехаиизма 48 переноса и управляются коромыслами 49, смонтированными на валу 50. Повороты коромыслам 49 сообщают при помощи кулачков 51, смонтированиых на валу 52. Валу 52 сообщается вращение
от вала 32 через зубчатую передачу. Каретка
47 совершает возвратно-поступательное движение под действием двуплечего рычага 55, взаидействующего с кулачком 54, закрепленном на валу 32.
Предмет изобретения
Многопозиционный холодно-высадочный автомат для изготовления изделий стержневого типа, содержащий размещенные на станине узел подачи исходной заготовки, жесткий упор и совершающий возвратно-поступательное перемещение ползун с отрезным ножом, а также
механизм для удаления немерных заготовок, отличающийся тем, что, с целью обеспечения непрерывной работы автомата при использовании исходных заготовок в виде прутков, он
снабжен установленным на станине подвижным упором, ограничивающим рабочее перемещение ползуна при отрезке немерной заготовки и приводимым в движение от индивидуального привода, управляемого предусмотренным
на жестком упоре датчиком последовательно взаимодействующим через систему рычагов е подаваемой заготовкой и ползуном
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
с2
us.2
