Изобретение относится к литейному производству, в частности к получе- нию отливок с использованием внешнего давления на кристаллиззтощийся металл.
Целью изобретения является упрощение конструкции и повышение качества отливок...
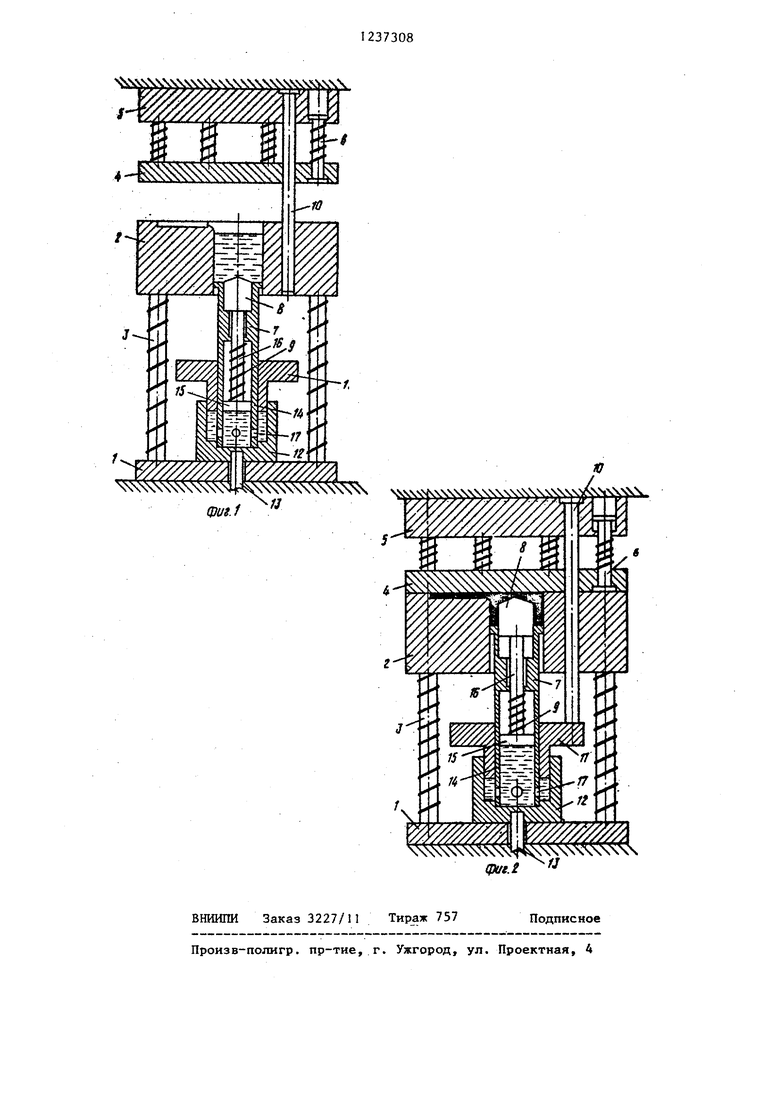
На фиг.1 представлена пресс-форма исходное положение; на фиг.2 - то же после заполнения полостей формы металлом.
Пресс-форма содержит неподвижную нижнюю плиту J, закрепляемую на ста- йине гидравлического пресса, матрицу 2, связанную с плитой 1 пружинными элементами 3, прессовую плиту 4, соединеннзто с верхней плитой 5 пру- feiHHbiMH элементами 6, суммарное уси- Лие прзпкин которых значительно больше суммарного усилия пружин пружинных элементов 3. Дно матрицы оформлено телескопически установленными пуансонами: наружным 7 и внутренним 8, фиксируемым в исходном положеют пружиной 9. Толкатели 10, связанные с плитой 5, обеспечивают передачу усилия пресса на втулку 11, установленную в опорном стакане 52, и одао- яременно выполняют роль направляющих колонок„ Стакан 12 соединен с толкателем 13 гидравлического пресса Нижняя часть 14 наружного пуансона 7 представляет собой гидроцштиндр, Предназначенный для перемещения внутреннего пуансона 8, и содержит поршень 15, связанный штоком 16 с пуансоном 8. В корпусе гидротдилиндра выполнены отверстия 17, связьгоающие поршневую полость его с полостью опорного стакана 12, Пресс-форма снабжена запирающими устройствами для запирания матрицы (не показаны).
Пресс-форма работает следующим образом.
В металлоприемник раскрытой, смазанной и разогретой матрицы 2 заливают жидкий металл, после чего включается гидравлический пресс, и верх37308J
няя плита 5 вместе с прессовой плитой 4 опускаются, смыкаясь с матрицей 2. При сжатии пружин 3 матрица ,2 и плиты 4 и 5 опускаются совместно,
5 при этом жидкий мета,пл из металло- приемника выдавливается пуансоном 7 в полости форм. В определенный м5- мент времени толкатели 10 упираются во втулку 11 и начинают передавать
o усилие пресса на рабочую жидкость в опорном стакане 11, которая, перетекая через отве)стия 17 в гидроцилиндр, воздействует на.поршень 15. В зависимости от длины толкателей 10
S внутренний пуансон 8 начинает двигаться вверх либо в период заполнения форм либо после окончания заполнения форм. В первом движение внутреннего пуансона 8 обеспечивает
0 лучшее заполнение металлом полости (полостей) формы с последуюш м развитием давления на затвердевающую отливку, во втором - TortbKo подпрес- совку затвердевающей отливки.
5
После окончания формообразования производится выдержка Для протекания процесса кристаллизации под действи- ем давления, развиваемого пуансоном.
0 Затем верхний цилиндр гидравлического пресса включается на движение вверх, пресс-форма раскрьюается и отливка вытапкивается из матрицы пз ансоном с помощью толкателя 13,
5 цейств тющего от нижнего цилиндра гидравлического пресса. Пресс-форма возвращается в исходное положение.
В пред ггагаемой пресс-форме отсутствует дополнительная гидравлическая
0 системаJ а работа телескопических пуансонов обеспечивается воздействием толтсателей верхней плиты пресс- формы на втулку гидравлической системы телескопических пуансонов. В ре5 зультате сокращается время срабатыва- :ния всей системы, что обеспечивает ее эффективное влияние на заполнение тонкостенных отливок и их подпрессов- ку.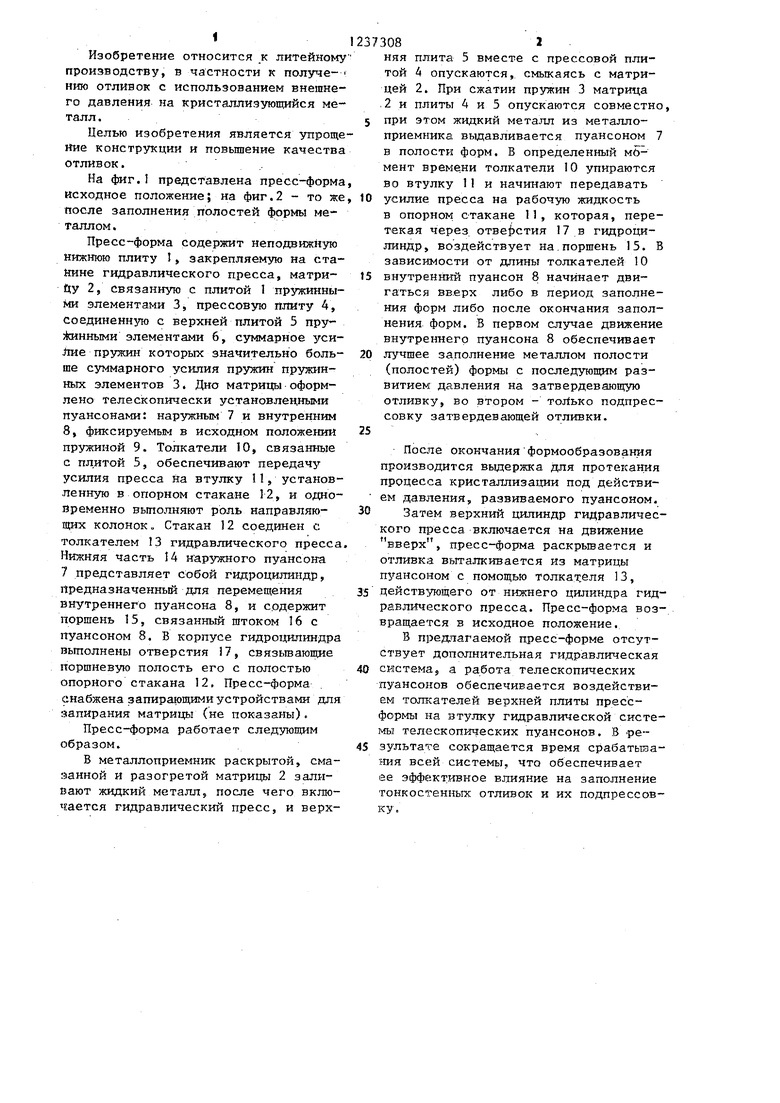
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| Пресс-форма для штамповки жидкого металла | 1985 |
|
SU1338970A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Пресс-форма для литья под давлением | 1979 |
|
SU899257A1 |
| Штамп совмещенного действия | 1986 |
|
SU1342564A1 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
ВНИИПИ Заказ 3227/П Тираж 757 Подписное Произв-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| Батышев Л.И | |||
| и др | |||
| Штамповка жидкого металла | |||
| М.: Машиностроение, 1979, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| рис | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
