13
диафрагма 4, пуансоны 6 и 7, привод 5 разъема диафрагмы. В момент заливки металла в металлоприемник матрицы 2 диафрагма 4 раскрыта. Это исключает попадание металла на стенки диафрагмы. При ходе пуансона на прессование привод 5 перемещает половинки
1
Изобретение от 1осится к литейному производству, в частности к получению отливок штамповкой из жидкого металла.
Цель изобретения - повышение качества отливок путем устранения попадания расплава на стенки формы в момент заполнения металлоприемника.
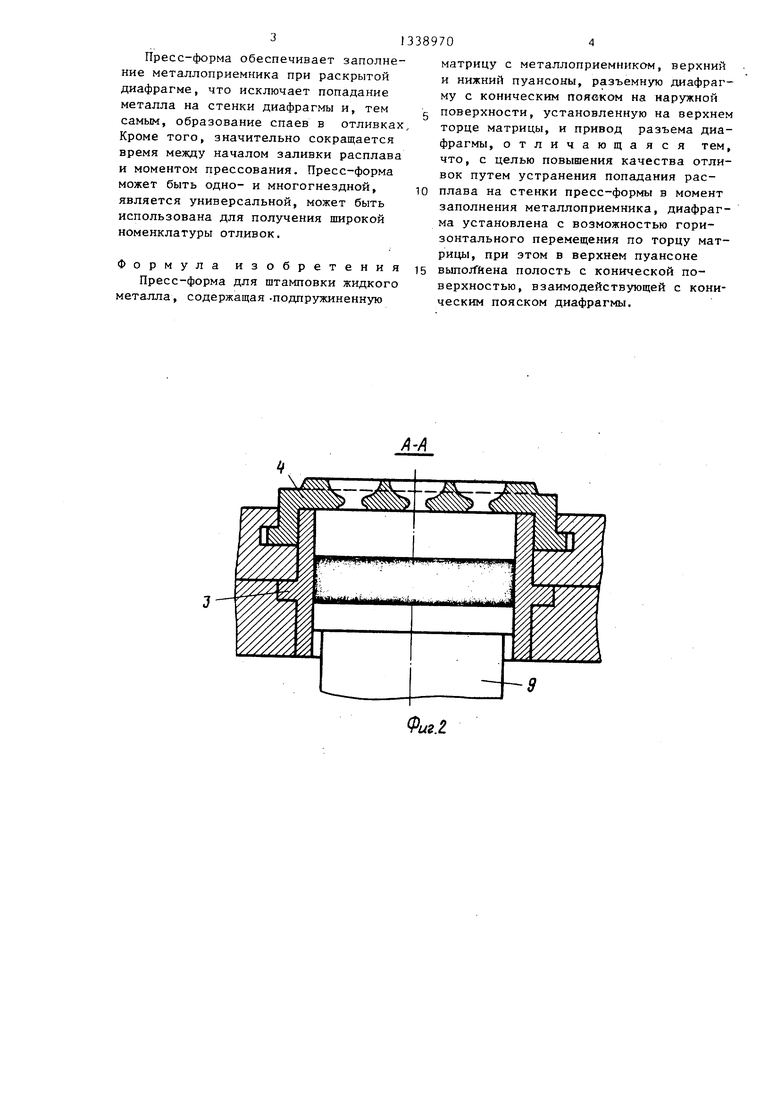
На фиг. 1 показана пресс-форма в исходном положении; на фиг. 2 - разрез А-А на фиг. ; на фиг. 3 - пресс форма после заполнения полостей отливок металлом в момент прессования.
Пресс-форма содержит нижнюю опорную плиту 1, подпружиненную матрицу 2, состоящую из двух плит и рабочей вставки 3, разъемной диафрагмы 4 с приводом 5, верхнего пуансона, состоящего из плиты 6 и пуансона 7, закрепленных на плите пуансонодержате- ля 8, нижнего пуансона 9, связанного с толкателем 10 гидравлического пресса. Нижний пуансон имеет систему во- доохлаждения, а матрица 2 связана с плитой 6 верхнего пуансона направляющими колонками (не показаны), на наружной поверхности диафрагмы выполне конический поясок 11, а в верхнем пуансоне - коническая полость 12.
Пресс-форма работает следующим образом.
В металлоприемник матрицы 2 заливается -расплав, после чего включается прессование и плита пуансонодер- жателя 8 вместе с верхним пуансоном, состоящим из плиты 6 и пуансона 7, опускается вниз. При этом привод 5 сдвигает диафрагму 4 до полного смыкания, и ее положение жестко фиксируется плитой 6 верхнего пуансона по коническому пояску 11. После смыкани верхнего пуансона 6,7с диафрагмой
диафрагмы в горизонтальном направлении, диафрагма смыкается и запирается по коническому пояску 11. Матрица опускается вниз и металл выдавливается через отверстия в диафрагме в полости отливки в диафрагме и пуансоне. 3 ил.
0
4 продолжающимся движением вниз матрицы 2 относительно неподвижного нижнего пуансона 9 расплав через отверстия диафрагмы 4 заполняет полости отливок верхнего пуансона.
По окончании формообразования и создания заданного давления производится вьщержка для протекания процесса кристаллизации под давлением.
Затем включается движение вверх, верхний пуансон 6,7с плитой пуан- сонодержателя 8 поднимается вверх, а пресс-остаток с расположенными на нем отливками удерживается диафрагмой и остается в матрице. При дальнейшем движении вверх верхнего пуансона привод 5 раздвигает диафрагму 4, и по окончании раскрытия пресс-формы .пресс-остаток с отливками выталкивается нижним пуансоном 9.
Выполнение зaпиpaюш x конических поверхностей на пуансоне и диафрагме способствует созданию усилия при прессовании, противоположного по знаку усилию раскрытия диафрагмы. Это усилие, зависящее от угла наклона конического пояска по наружной поверхности диафграмы, пропорционально давлению: чем больше усилие прессования, тем больше и усилие, препятствующее раскрытию диафрагм. Такое взаимодействие верхнего пуансона с диафрагмой приводит к плотному запиранию формы при длительной ее работе
5 и, тем самым, обеспечивает возможность получения отливки без облоя по боковой поверхности, снятие операций по его удалению, возможность устранения припуска по боковой поверх0 ности на механическую обработку, а также безопасную и надежную работу штампа.
5
0
Пресс-форма обеспечивает заполнение металлоприемника при раскрытой диафрагме, что исключает попадание металла на стенки диафрагмы и, тем самым, образование спаев в отливка Кроме того, значительно сокращается время между началом заливки расплав и моментом прессования. Пресс-форма
может быть одно- и МНОГОГНеЗДНОЙ,
является универсальной, может быть использована для получения широкой номенклатуры отливок.
Формула изобретения Пресс-форма для штамповки жидкого металла, содержащая -подпружиненную
матрицу с металлоприемником, верхний и нижний пуансоны, разъемную диафрагму с коническим пояеком на наружной поверхности, установленную на верхнем торце матрицы, и привод разъема диафрагмы, отличающаяся тем, что, с целью повышения качества отливок путем устранения попадания расплава на стенки пресс-формы в момент заполнения металлоприемника, диафрагма установлена с возможностью горизонтального перемещения по торцу матрицы, при этом в верхнем пуансоне выпотГйена полость с конической поверхностью, взаимодействующей с коническим пояском диафрагмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| Многогнездная пресс-форма для жидкой штамповки | 1985 |
|
SU1279745A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Устройство для литья с кристаллизацией под давлением | 1975 |
|
SU549254A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| Устройство для литья с кристаллизацией под давлением | 1982 |
|
SU1066737A1 |
| Пресс-форма для штамповки из жидкого металла тонкостенных отливок | 1984 |
|
SU1294469A1 |

Изобретение относится к литейному производству, в частности к получению отливок штамповкой из жидкого металла. Целью изобретения является повышение качества отливок путем устранения попадания расплава на стенки формы в момент заполнения метялло- приемника. Пресс-форма содержит подпружиненную матрицу 2, на верхнем торце которой установлена рычажная 51 и г /.( /f . (П 00 со 00 со vl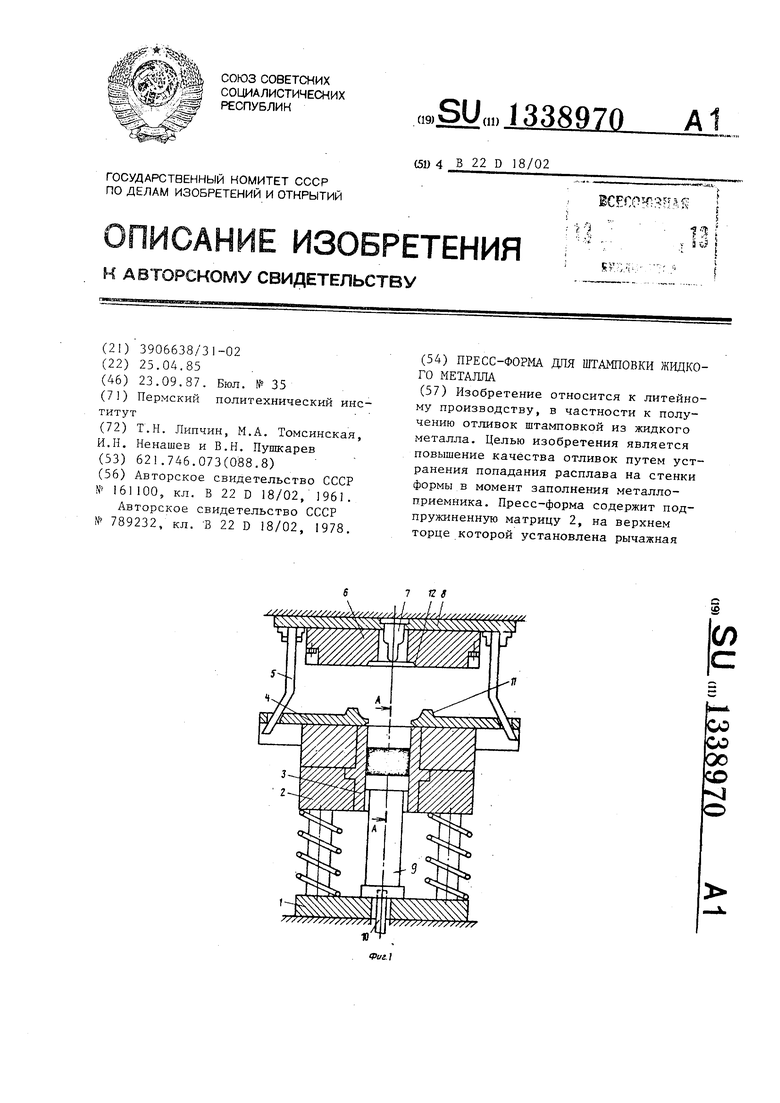
Z /////////////
| 0 |
|
SU161100A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ВСЕГ((; И ,v; t i «I | |||
