« 1
Изобретение относится к .станко-- строению и может быть использовано в станках и приспособлениях для закрепления деталей с центральными отверстиями.
Целью, изобретения является повышение надежности зажима за счет исключения возможности смещения центра путем уменьшения угла наклона упругих лепестков и увеличения силы, препятствующей смещению центра.
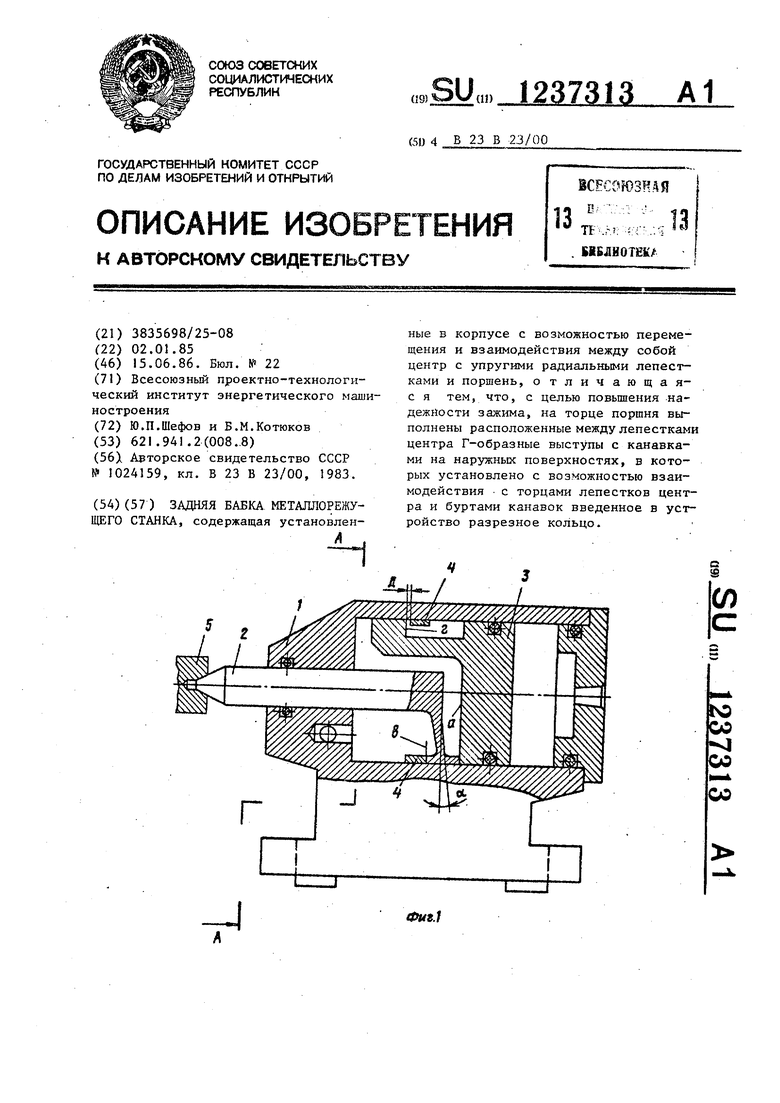
На фиг.1 показана задняя бабка в положении схема заготовки, общий ВИД} на фиг,2 - разрез на фиг,1.
Задняя бабка металлорежущего стан ка содержит корпус и установленньш в нем с возможностью возвратно-поступательного перемещения цеитр 2, на торце которого, расположенном в полости встроенного в корпус 1 гидроцилиндра, выполнены три упругих радиальных лепестка, находящихся во взаимодействии с корпусом 1 бабки и торцом о поршия 3. На торце а поршня имеются три Г-образных выступа, расположенные в пазах, образованных боковыми поверхностями S упомянутых радиальных упругих лепестков центра 2. Между невзаимодействующими с торцом а поршня 3 торцами € упругих радиальных лепестков и внутренней торцовой поверхностью г Г-образных вы-- ступов поршня установлено кольцо 4. Для. удобства сборки задней бабки кол цо 4 выполнено разрезанным.
Задняя бабка металлорежущего стак ка работает следующим образом.
При подаче рабочего тела (масла) в бесштоковую полость встроенного в корпус бабки гидроцилиндра пор.- шень 3 перемещается влево, толкая
S
0
5
0
5
132
своим торцом и центр 2. В момент упора центра 2 в центровое отверстие заготовки 5. он останавливается, а поршень 3 продолжает перемещаться, вызывая упругие деформации радиальных лепестков, вьшолненных на торце центра 2. Перемещение поршня происходит до тех пор, пока не будет выбран зазор между упомянутыми упругими ради- а.пьным:и лепестками и поршневой поверхностью гидроцилиндра. В результате давления масла на поршень действует сила (Р давления), Которая прижимает упругие радиальные лепестки центра к порш невой поверхности гидроцнлнид- ра, что является причиной появления силы сопротивления перемещению центра.
Величину силы сопротивления можно регулировать путем изменения жесткости упругих радиальных лепестков (их толщины и угла наклона лепестков ч/. ) ,, а также давления масла в бесштоко- вой полости гидроцилиндра, t.
Разжим заготовки 5 производится путем подачи масла в штоковую полость гидроцилиндра, при этом поршень 3 начинает перемещаться вправо, вслед- стБие чего три его Г-образных выступа нажимают своей внутренней торцовой поверхностью г на торец кольца 4, ко- торое /в свою очередь, непосредственно в торцы ё рйдиаль- ных лепестков, отводит центр 2 р крайнее правое положение. Зазор А между торцовой поверхностью f выступов поршня и торцом кольца 4 облегчает (вследствие наличия удара) расклинивание упругих радиальных лепестков в поршневой полости гидроцилиндра.
5
вниипи
Заказ 3228/11
.г Тираж- 1001
Произв.-полигр. пр-тие, г. Ужгород ул. Проектная, 4
Подписное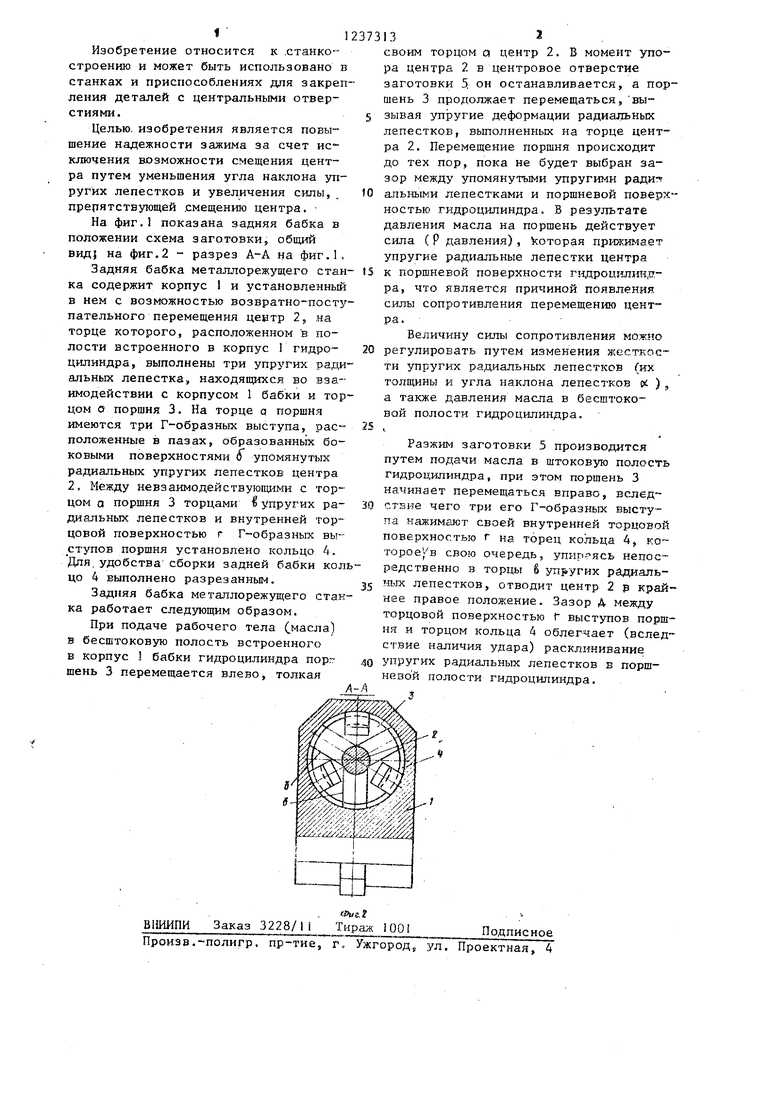
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка металлорежущего станка | 1980 |
|
SU1024159A1 |
| Задняя бабка металлорежущего станка | 1979 |
|
SU902980A1 |
| Задняя бабка металлорежущего станка | 1978 |
|
SU854597A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1978 |
|
SU911816A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1980 |
|
SU965610A2 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1983 |
|
SU1117135A1 |
| Устройство для автоматизированного крепления инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1551473A1 |
| Шпиндельный узел | 1978 |
|
SU766755A1 |
| Устройство для изменения степени сжатия поршневого двигателя внутреннего сгорания | 1991 |
|
SU1782291A3 |
| Задняя бабка металлорежущего станка | 1980 |
|
SU1024159A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
