где m - расстояние между осью изделия и центром сферической поверхностью инструмента;
R - радиус сферической поверхности инструмента; г - радиус окружности, проходящей через точку профиля
винтовой поверхности изделия ;
Р - винтовой параметр поверхности изделия;
.у - передний угол профиля винтовой поверхности изделия
в точке с радиусом
Изобретение относится к машиностроению, а именно к обработке из- делий с винтовыми поверхностями постоянного шага с нецилиндрической сердцевиной, например пальцевых модульных фрез с винтовыми зубьями, конических разверток и т.п., и является усовершенствованием способа по основному авт. св. № 757302.
Цель изобретения - повышение точности обработки за счет уменьшения расстояния между изделием и инструментом В зависимости от размеров инструмента и параметров изделия.
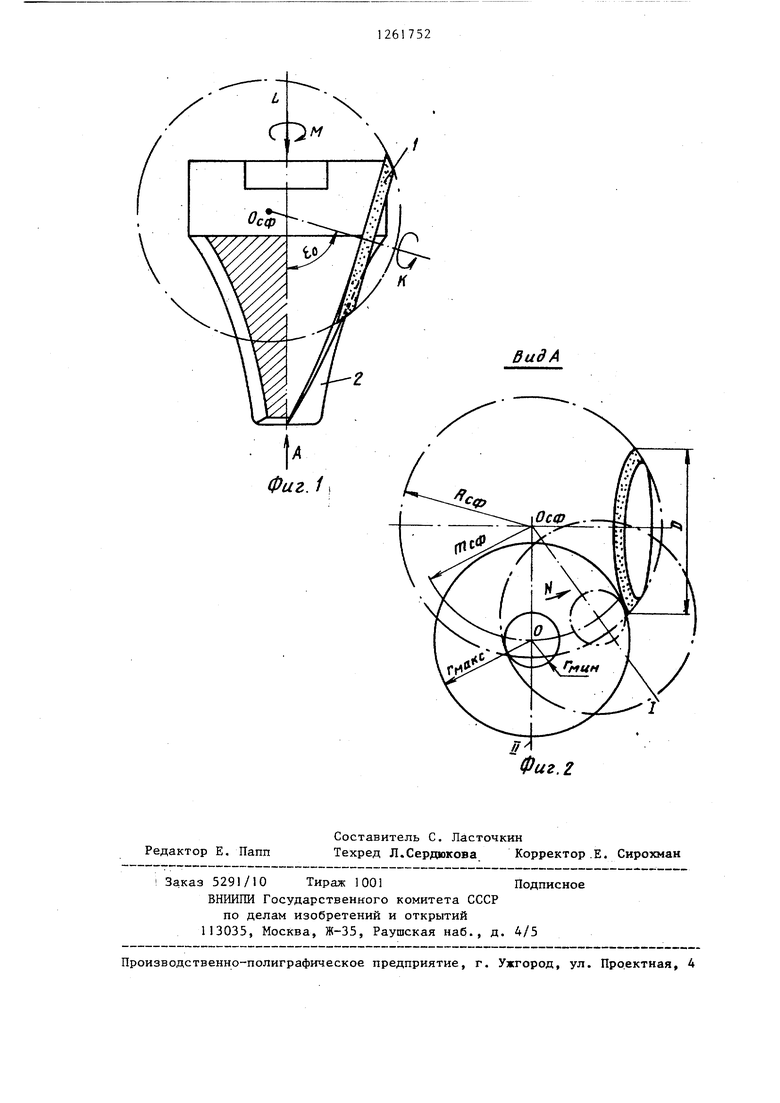
На фиг. 1 показана схема установки инструмента со сферической производящей поверхностью относительно изделия; на фиг. 2 - вид А на фиг.1.
Способ включает установку инструмента со сферической производящей поверхностью J относительно изделия 2 так, что угол скрещивания их осей равен расчетному . Значение параметра назначается в зависимости от максимального диаметра D инструмента, шага винтовой поверхности Р иразности максимального f и мимакс
нимального f-| радиусов изделия.
Инструменту в процессе обработки сообщают вращательное движение К, а изделию - поступательное L и вращаf c p (arctcj cos j-r-2r R
Смещая ось изделия на различные расстояния т от центра сферичестельное М относительно своей оси О и согласованное с винтовым движением движение N поворота вокруг центра сферической производящей поверхности
относящейся кгруппе поверхностей, допускающих движение самих по себе. Благодаря такому повороту N контакт инструмента с винтовой поверхностью изделия теоретически точен как при
обработке в зоне наименьшего радиуса изделия Г| (положение I), так и в зоне наибольшего радиуса (положение II).
Ось изделия 2 смещают относительно центра сферы для получения передних углов в заданных пределах на-расстояние Fi, которое зависит от радиуса сферической поверхности инструмента, винтового параметра и наперед
заданного переднего угла изделия в точке с максимальным радиусом торцового сечения.
Установочный параметр ш, связан с винтовым параметром Р поверхности
изделия, радиусом Е сферической поверхности инструмента, радиусом Гд окружности, проходящей через точку А профиля винтовой поверхности .изделия, и передним углом f профиля
винтовой поверхности изделия в точке А следующим образом:
кой поверхности инструмента, можно изменять значения передних углов т(|..
А cos(«r-ct co5Y,)s.nr, ,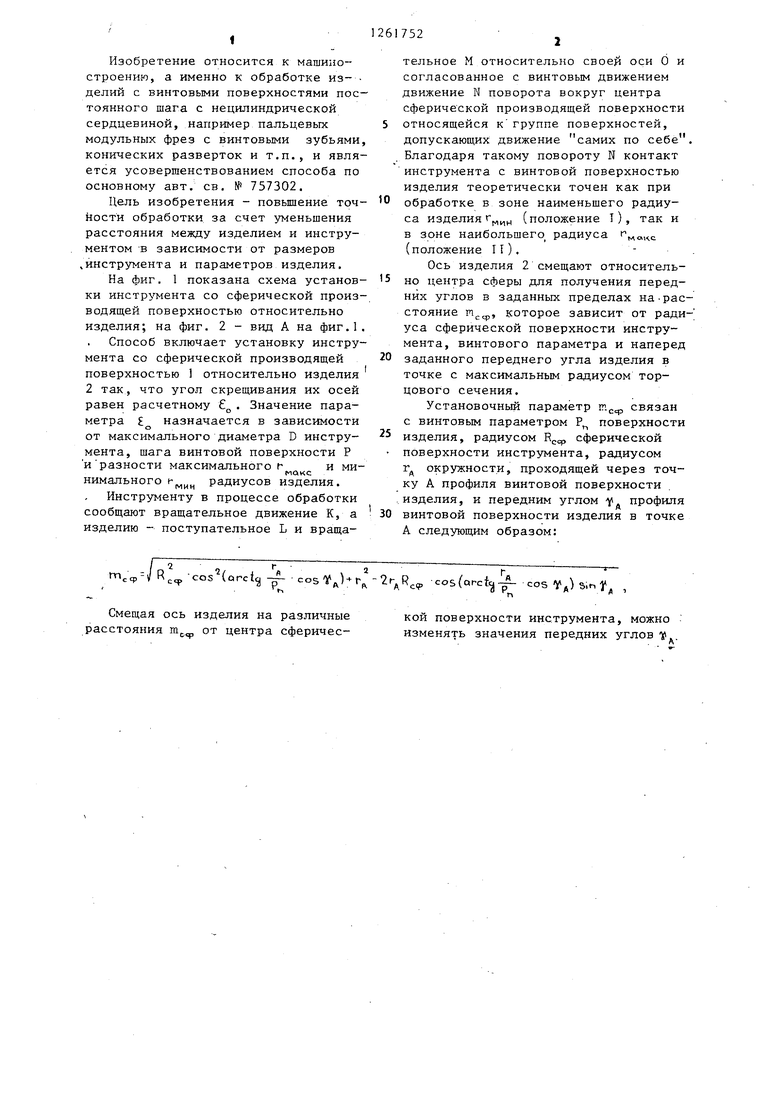
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА У ИЗДЕЛИЙ С НЕЦИЛИНДРИЧЕСКОЙ СЕРДЦЕВИНОЙ | 1995 |
|
RU2115533C1 |
| Фасонный режущий инструмент | 1984 |
|
SU1171233A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ нарезания сферических зубчатых колес | 1989 |
|
SU1636144A1 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1983 |
|
SU1122480A1 |
| Способ нарезания червячного колеса | 1980 |
|
SU952480A1 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Способ изготовления червячной передачи | 1979 |
|
SU837636A1 |
| Способ обработки пространственных зубчатых колес | 1982 |
|
SU1168360A1 |
СПОСОБ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА НА ИЗДЕЛИЯХ С HEЦИЛИHДPИЧECkoЙ СЕРДЦЕВИНОЙ по авт. св. 757302, о т личающийся тем, что, с целью повышения точности обработки, величину отвода инструмента от изделия определяют по Зависимости 2. Т cos(c. COS VA) Sinf
| Авторское свидетельство СССР № 757302, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
