1
Изобретение относится к металлообработке, конкретнее к обработк е электроконтактньм методом.
Целью изобретения является повышение точности при обработке дисковым инструментом одновременно двух взаимно перпендикулярных поверхност
Это достигается тем, что инструмент наклоняют к оси детали на угол равный arctg --, где V и V - объемы припусков, снимаемых с обрабатываемых поверхностей. При этом режущие поверхности инструмента затачивают параллельно обрабатьшаемым поверхностям детали.
На чертеже представлена схема, поясняющая способ.
Электрод-инструмент 1 имеет режущие поверхности 2 и 3, которые наклонены к оси А вращения инструмента и образуют при вершине 5 угол 90°. Ось 4 наклонена к оси 6 детали
V,
7 под углом, равным arctg
li
где
Vj и Vj - объемы припусков, снимаемых с обрабатываемых поверхностей.
Составитель И.Комарова .Редактор К.Волощук Техред Г.Гербер Корректор Г.Решетник
3230/13
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
2373362
Пример. Обрабатьшали образцы р 300 мм из материала ИА 28. Обработку осуществляли на электроконтактном станке дисковым электродом-инстру- 5 ментом из чугуна с шириной каждой режущей поверхности 14,1 мм.
В зависимости от объемов снимаемых припусков V, и V рассчитьшали угол
наклона оси вращения дискового электрода-инструмента к оси детали. При V, 600 см, а V2 200 см оС 71 30 . В соогтветствии с этим углом затачивались режущие поверхности инструмента. После установки инструмента осуществляли обработку образца..
Повьш1ение стойкости режущей части инструмента и улучшение условий эвакуации шлама, обусловленное разностью окружных скоростей в точках большего и меньшего диаметров конуса режуш,ей части инструмента, обеспе- чивают направленный выброс продуктов обработки в сторону необрабатываемой поверхности и повышение точности обра ботки.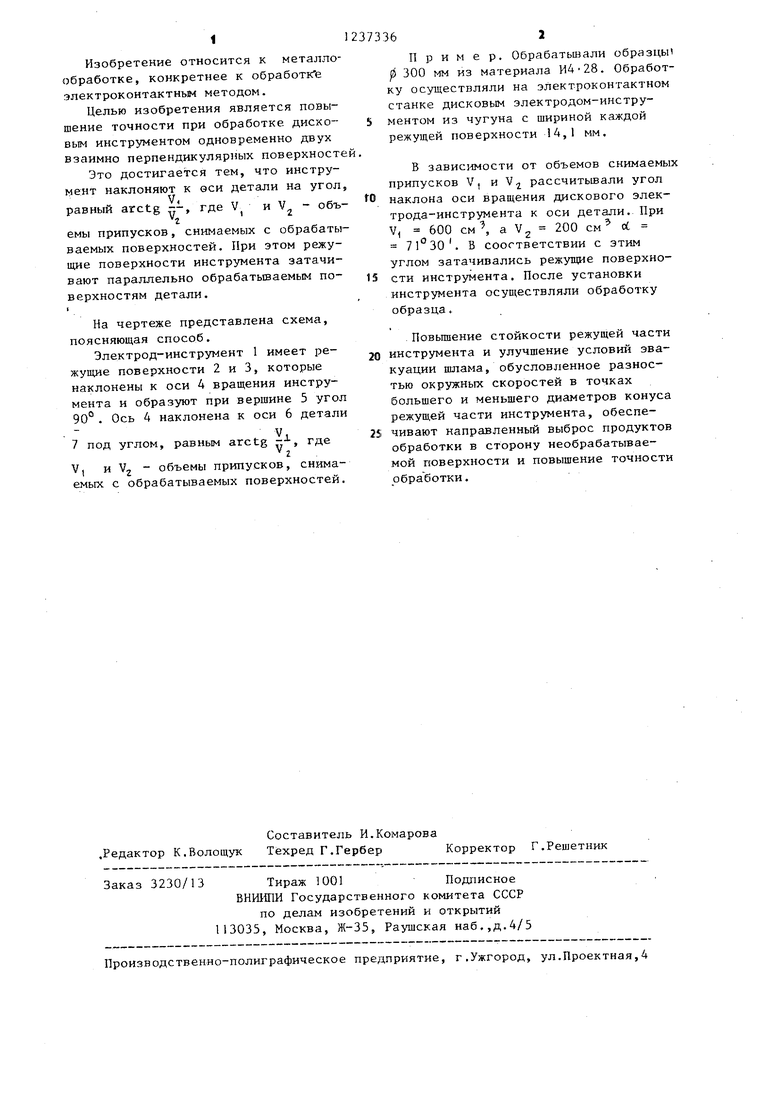
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактной обработки | 1979 |
|
SU878478A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки поверхностей типа переменная малка | 1987 |
|
SU1433651A1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Способ одновременного шлифования нескольких поверхностей детали | 1990 |
|
SU1810271A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Способ электрообработки и устройство для его осуществления | 1990 |
|
SU1780950A1 |

| Юхвид М.Е | |||
| Электроконтактная обработка тел вращения и плоскостей: Сб | |||
| Электроимпульсный и электроконтактный способы обработки металлов | |||
| М.: ЭНИМС, вып.Ш, с.238, рис.15б |
