Изобретение относится к машиностроению и может быть использовано при обработке фрезерованием наружных и внутренних контуров деталей 5 со знакопостоянной малкой на трех- координатных станках с числовым программным управлением ЧПУ.
Цель изобретения - упрощение способа за счет сокращения числа управ- ю яемых координат при одновременном прощении конструкции инструмента повышение точности обработки за чет увеличения жесткости инструмена.15
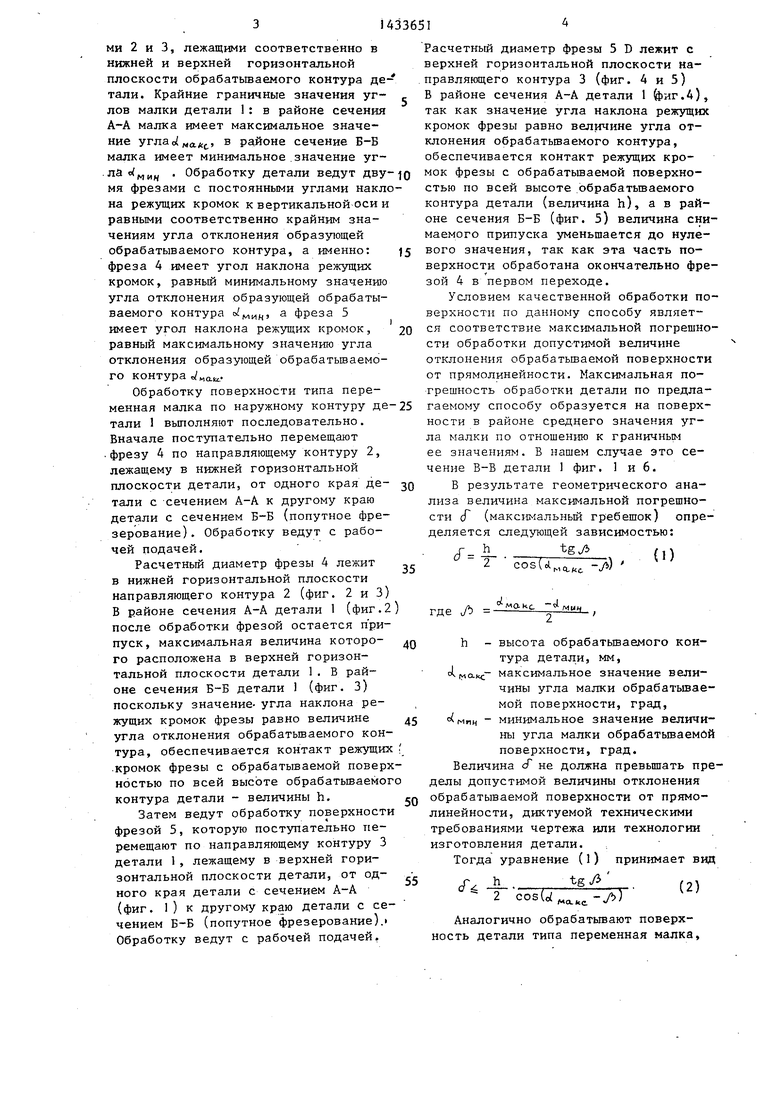
На фиг. 1 показан участок детали ... с поверхностью типа переменная малка {открытая со стороны наружного кои- тура) и зоны контакта фрез с обра- батьшаемой поверхностью с крайндаш 20 значениями углов отклонения образую- щей обрабатываемого контура, вид в плане; на фиг. 2 - сечение А-А на фиг. 1 детали в зоне с максимальной величиной малки и контакт с обраба- 25 тываемой поверхностью фрезы с минимальным значением -угла малки, на фиг. 3 - сечение Б-Б на фиг I детали в зоне с минимальной величиной малки и контакт с обрабатываемой поверхно- зо стью фрезы с минимальным значением угла малки на фиг. 4 - сечение на фиг. 1 детали«в зоне с максимальной величиной малки и контакт с об- рабатьшаемой поверхностью фрезы с ,,- максимальным значением угла малки5на фиг. 5 - сечение Б-Б на фиг. 1 детали в зоне с минимальной величиной малки и контакт с обрабатьшаемой поверхностью фрезы с максимальным значением о угла малки$ на фиг. б - сечение В-В на .фиг. 1 детали в зоне со величиной малки и контакт с обрабатываемой поверхностью фрезы с мнн - маль- ным значением угла милки и фрезы с 45 максимальным значением угла малки, на фиг. 7 , показан участок детали с поверхностью типа переменная малка (закрытая со стороны наружного контура) и зоны контакта фрез с обра- Q батьшаемой поверхностью с крайними значениями углов отклонения образующей обрабатываемого контура, вид в планеj на фиг. 8 - сечение Г-Г на
фиг. 7 детали в зоне максимальной величины малки и контакт с обрабатываемой поверхностью фрезы с минимальным значением утла малки) на фиг. 9-. сечение Д-Д на фиг. 7 детали в зоне
,- о 5 Q
5
минимааьпой величины малки и контакт с обрабатьшаемой поверхностью фрезы с минимальным значением угла малки; на фиг. 10 - сечение Г-Г на фиг, 7 детали в зоне максимальной величи:ны малки и ко нтакт с обрабатываемой поверхностью фрезы с макси- мальньп значением угла малки J на фиг.11- сечение Д-Д на фиг. 7 детали в зоне миннм,альной величины малки и контакт с обрабатьшаемой поверхностью фрезы с максимальным значением угла малки, на фиг. 12).- сечение А-А на фиг. детали в зоне
максимальной величины малки и контакт с обрабатываемой поверхностью при строчной обработке фрезы с минимальным значением угла малки, на фиг. 13 - сечение Б-Б на фиг. 1 детали в зоне минимальной величины малки и контакт с обрабатьшаемой поверхностью при строчной обработке фрезы с минимальным значением угла малки, на фиг. 14 - значение А-А на фиг. 1 детали в зоне макси- мально величины малки и контакт с обрабатываемой поверхностью при строчной обработке фрезы с макси- мальньм значением угла малки, на фиг ,15- сечение, Б-Б на фиг. 1 детали в зоне минимальной величины малки и контакт с обрабатьшаемой поверхностью при строчной обработке фрезы с максимгшьным значением угла малки; на фиг,, 16 - поперечное сечение детали при обрабатке поверхности типа переменная малка с наружной стороны детали и контакт с обрабатьгоа/емой поверхностью одной фрезы на первом приеме обработки детали, на фиг, 17 - поперечное сечение детали при обработке поверхности типа переменная малка с внутренней стороны детали и контакт с обрабатьюаемой поверхностью той же фрезы на втором приеме обработки детали.
Способ поясняется на примерах обработки поверхности типа переменная малка длинномерных деталей со знакопостоянной формой малки: когда малка имеет открытую форму и когда малка имеет закрытую форму.
Приме р. Малка по наружному контуру детали I (фиг,1) имеет открытую форму. Деталь 1 имеет поверхность типа перет1енная малка, образованную двумя направляющи ш контурами 2 и 3, лежащими соответственно в нижней и верхней горизонтальной плоскости обрабатьшаемого контура де- тали. Крайние граничные значения углов малки детали : в районе сечения А-А малка имеет максимальное значение углао(„а.Ас районе сечение Б-Б малка имеет минимальное .значение уг- .ла
Расчетный диаметр фрезы 5 D лежит с верхней горизонтальной плоскости направляющего контура 3 (фиг. 4 и 5) В районе сечения А-А детали 1 Й)иг.4), так как значение угла наклона режущих кромок фрезы равно величине угла отклонения обрабатьшаемого контура, обеспечивается контакт режущих кромич
Обработку детали ведут дву-JQ мок фрезы с обрабатьшаемой поверхномя фрезами с постоянными углами наклона режущих кромок к вертикальной оси и равными соответственно крайним значениям угла отклонения образующей обрабатываемого контура, а именно: 5 фреза 4 имеет угол наклона режущих кромок, равный минимальному значению угла отклонения образующей обрабатыстью по всей высоте обрабатьтаемого контура детали (величина h), а в районе сечения Б-Б (фиг. 5) величина сни маемого припуска уменьшается до нулевого значения, так как эта часть поверхности обработана окончательно фре зой 4 в первом переходе.
Условием качественной обработки по верхностп по данному способу является соответствие максимальной погрешно сти обработки допустимой величине отклонения обрабатьтаемой поверхности от прямолинейности. Максимальная погрешность обработки детали по предлагаемому способз образуется на поверхности в районе среднего значения yi- ла малки по отношению к граничпьм ее значениям. В нашем случае это сечение В-В детали фиг. 1 и 6.
ваемого контура oi
МИМ
а фреза 5
имеет угол наклона режущих кромок, равный максимальному значению угла отклонения образующей обрабатьюаемоГО контура „atcОбработку поверхности типа переменная малка по наружному контуру да тали 1 выполняют последовательно. Вначале поступательно перемещают .фрезу 4 по направляющему контуру 2, лежащему в нижней горизонтальной плоскости детали, от одного края детали с -сечением А-А к другому краю детали с сечением Б-Б (попутное фрезерование) . Обработку ведут с рабочей подачей.
Расчетный диаметр фрезы 4 лежит в нижней горизонтальной плоскости направляющего контура 2 (фиг. 2 и 3) В районе сечения А-А детали 1 (фиг.2 после обработки фрезой остается п ри
Расчетный диаметр фрезы 5 D лежит с верхней горизонтальной плоскости направляющего контура 3 (фиг. 4 и 5) В районе сечения А-А детали 1 Й)иг.4), так как значение угла наклона режущих кромок фрезы равно величине угла отклонения обрабатьшаемого контура, обеспечивается контакт режущих кро
0
5
0
5
стью по всей высоте обрабатьтаемого контура детали (величина h), а в районе сечения Б-Б (фиг. 5) величина снимаемого припуска уменьшается до нулевого значения, так как эта часть поверхности обработана окончательно фрезой 4 в первом переходе.
Условием качественной обработки по- верхностп по данному способу является соответствие максимальной погрешности обработки допустимой величине отклонения обрабатьтаемой поверхности от прямолинейности. Максимальная погрешность обработки детали по предлагаемому способз образуется на поверхности в районе среднего значения yi- ла малки по отношению к граничпьм ее значениям. В нашем случае это сечение В-В детали фиг. 1 и 6.
В результате геометрического анализа величина максимальной погрешности сГ (максимальный гребешок) определяется следующей зависимостью: tg
-Чл)
А-
COs(cl
(1)
MtLxc
Jb
- (с
-J
2
мин


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1988 |
|
SU1540958A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
| Фреза с регулируемым положением в пространстве режущих зубьев | 1977 |
|
SU656750A1 |
| Способ фрезерования наружных контуров крупногабаритных деталей на станках с ЧПУ | 1984 |
|
SU1166418A1 |
| Способ обработки плоскостных деталей | 1985 |
|
SU1247189A1 |
| Способ обработки крупногабаритных деталей | 1987 |
|
SU1496123A1 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| Способ фрезерования тел вращения | 1983 |
|
SU1126391A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением ребер жесткости | 1983 |
|
SU1159206A1 |




Изобретение относится к машиностроению и может быть использовано при обработке фрезерованием наружных и внутренних контуров деталей со знакопостоянной малкой, на трех- Координатных станках с числовым программным управлением. Цель изобретения - упрощение способа за счет сокращения числа управляемых координат при одновременном упрощении конструкции инструмента и повьшение точности обработки за счет увеличения жесткости инструмента. Обработку детали ведут двумя-фрезами с углами наклона режущих кромок к оси их вращения, равными соответственно минимальному и максимальному углам малки. Ка «ду1о фрезу перемещают вдоль одного из нaпpaвляющ гx контуров детали, лежащих в параллельных горизонтальных плоскостях. При обработке малок с 5ольши) изменением по углу и по высоте поверхность разбивают на элементарные участки по высоте, каждый из которых обрабатывают по указанной технологии. С целью сокращения количества используемого инструмента для . обработки наружных и внутренних поверхностей выбирают длину фрез из условия L h + 2i + г, где h - высота наружной обрабатьшаемой поверхности, 1 - величина гарантированного перекрытия, г - радиус при торце фрезы, соответствующий внутреннему радиусу сопрягаемых поверхностей детали. Затем поворотом детали на 180 устанавлршают ее на базовую плоскость и обрабатывают внутреннюю поверхность. 2 з.п. ф-лы, 17 ил. (Л 4 ОО 00 сь ел
пуск, максимальная величина которого расположена в верхней горизонтальной плоскости детали 1. В районе сечения Б-Б детали 1 (фиг. З) поскольку значение- угла наклона режущих кромок фрезы равно величине угла отклонения обрабатьтаемого контура, обеспечивается контакт режущих .кромок фрезы с обрабатываемой поверхностью по всей высоте обрабатьшаемог контура детали - величины h.
Затем ведут обработку поверхности фрезой 5, которую поступательно перемещают по направляющему контуру 3 детали 1, лежащему в верхней горизонтальной плоскости детали, от одного края детали с сечением А-А (фиг. 1) к другому краю детали с сечением Б-Б (попутное фрезерование). Обработку ведут с рабочей подачей.
0
5
0
5
Ь о1
l lCLKc
МПЧ
высота обрабатьшаамого контура детали, мм, максимальное значение величины угла малки обрабатьшаемой поверхности, град, минимальное значение величины угла малки обрабатываемой поверхности, град.
Величина сГ не должна превьппать пределы допустимой величины отклонения обрабатьшаемой поверхности от прямолинейности, диктуемой техническими требованиями чертежа или технологии изготовления детали.
Тогда уравнение (1) принимает вид
h tg уЗ
2 cos(Mc..c- Аналогично обрабатывают поверхность детали типа переменная малка.
сГ,
(2)
когда малка со стороны наружного котура детали имеет закрытую форму (показано на фиг. 7-11 ) . Отличителной особенностью этой обработки по отношению к описанной является форма применяемых фрез при обработке, которая для данного примера -будет иметь обратную конусность,
Способ распространяется и на обработку поверхности типа переменная малка с внутренней .стороны детали.
При изготовлении в индивидуальном и опытном производстве деталей изделий и оснастки по данному способу допуск на величину гребешка может быть технологически расширен за счет последующей операции по его зачистке.
Расширить .технологические возможности описанного способа путем увеличения предельных границ обрабатываемой детали по углам малки и высоте обрабатьшаемого контура поверхности позволяет строчная обработка поверхности. Задаваясь величиной шага строчной обработки (t), делим обрабатьшаемую поверхность по высоте (h) на ряд равных элементарных участков, количество которых определяем по равенству
i ,
: t
где t - шаг строчной обработки, мм
; Соответственно зависимость шага ;строчной обработки от высоты обраба тьюаемого контура и количества эле- ментарных участков определяется по условию
h
t
К
(3)
Условно принимая величину t (шага строчной обработки) за величину высоты обрабатьгоаемо о контура детали, ведут обработку поверхности каждого элементарного участка по вышеописанной технологии (фиг. 1 и 7)
Заменяя в условии (2) значение величины h величиной t, по равенсту (З) получим
-IK
tg/
(4)
х..70 (4) с условием
.
Сравнивая условие (2) при постоянной величине допустимого отклонения обрабатьшаемой поверхности от прямолинейности (cf) видно, что предельные границы обрабатьюаемой поверхности детали по высоте обрабатьшаемого контура и углам малки по условию (4) расширяются.
Что касается технологии строчной
обработки поверхности, то с целью обеспечения наибольшей производительности и точности обработки строчнуто обработку поверхности ведут, об рабатывая вначале фрезой 4 (фиг. 12 и 13) с перемещением по направляющему контуру, лежащему в нижней горизонтальной плоскости, последовательно каждый элементарный участок поверхности, начиная с верхнего элементарного участка, затем аналогично ведут обработку фрезой 5 (фиг. 14 и 15) с перемещением по направляющему контуру, лежащему в верхней горизонтальной плоскости, каждого элементарного участка поверхности.
Уменьшение числа типоразмеров применяемых специальных фрез путем
использования одного комплекта фрез для обработки наружной и внутренней поверхностей детали достигают следующей технологией обработки детали. Обработку детали 1 (фиг. 16 и 17)ведут за две установки детали (в
два приема)j На первом приеме фрезерования (фиг. 16) со стороны основной базовой плоскости 6 детали 1 ведут обработку базовой плоскости 6
детали, а затем обрабатывают наружную поверхность 7 типа переменная малка комплектом из двух фрез по описанной технологии. На втором приеме фрезерования, после поворота детали на 180- и установки ее на основную базовую плоскость 6 (фиг. 17), ведут обработку плоскости 8 поверхности 9, а затем тем же комплектом фрез по той же технологии ведут обработку внутренней поверхности 9 типа переменная малка детали. При обработке поверхности длину режущей части фрезы выбирают из условия обработки поверхности на первом приеме обработки детали
L h + 21 + г,
где h - высота обрабатьшаемого контура детали с наружной сто- роны детали, мм;
1 - величина гарантированного
перекрытия, мм,
г - радиус сопрягаемых поверхностей детали, мм.
7
На первом приеме обработки торец фрезы опускается ниже ограничивающей плоскости, обрабатьшаемой детали с учетом гарантированного перекрытия на величину 1 + г и вверху длина режущей части фрезы должна гарантированно перекрывать верхнюю ограничивающую плоскость обрабатываемой детали, т.е. должна быть бол ше на величину 1.
Формула изобретени
W
Фиг.
10
336518
последовательным переме щением фрез, первой вдоль одного из направл5шщкх контуров, а второй - вдоль другого, g 2. Способ по п. 1, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки малок с большим изменением по углу и высоте, обработку ведут, разбивая деталь по высоте на злементарные участки, при этом фрезы перемещают вдоль направляющих контуров каждого участка.
L h + 21 + г.
15
20
5
1 г
где h - высота наружной обрабатываемой поверхности, величина гарантированного перекрытияJ
радиус при торце фрезы, .соответствующий внутреннему радиусу сопрягаемых поверхностей детали,
0 при этом для обработки внутренних поверхностей после обработки наружных деталь поворачивают на 180 вокруг горизонтальной оси.
Ц
А-А
Фие. 2
А-А
Фиг. 4
В-В
Фие 6
Фие. 5
Сле§от фрезы
Следот ФРПЫ5
накс
мин
w
Фиг. 8
Фиг. 10
/fe7
6Фиг.9
OCffQjec
Фиг. 11
фг/е. rz
Фие. Ц
«/VlfW
Фие. 13
Б-В
накс
Фиг,5
1 В
Фиг. IS
Фив.Г
| Родин П.Р., Линкин Г.А., Тата- ренко В.Н | |||
| Обработка фасонных поверхностей на станках с числовым программным управлением | |||
| Киев: Техника, 1976, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
