Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления коленчатых валов на металлорежущих станках преимущественно для вскрытия масляных канавок.
Цель изобретения - упрощение конструкции устройства путем выполнени ориентирующего элемента в виде Г-об разного рычага с пазом,
На фиг.1 изображено устройство для обработки коленчатых валов, об- ащк вид; на фиг.2 - разрез А-А на фиг.1; на фиг,3 - разрез Б-Б на фиг.2; на фиг.4 - наплавленная шейк коленчатого вала с масляными каналами .
Устройство содержит основание 1, на котором установлены базовые призмы 2 и 3 для установки на ник коленчатого вала 4, который базируется п крайним коренным шейкам. На основании 1 в опорах 5 смонтирована неподвижно цилиндрическая направляющая 6, которля установлена параллельно оси обрабатываемого коленчатого вала 4 и содержит цангу 7, установленную на ней с возможностью аксиального перемещения и стопорения посредством накидной гайки 8, на которой закреплена зажимная рукоятка 9. На цанге 7 установлен ориентирующий элемент, выполненный в виде Г-об- разного рычага 10 и содержащий на своем плече со стороны, обращенной основанию , ловитель, выполненный в виде паза, боковые поверхности 1 и 12 которого образуют острый угол, оптимальная величина которого и составляет 30-45 поскольку при уменшении его увеличивается высота голоной части Г-образного рычага 10, а при увеличении точки касания боковых поверхностей 11 и 12 находятся слшиком близко к вертикальной оси штунной шейки, что приводит к недостаточно точной фиксации коленчатого вала 4, Для вскрытия масляных кана лов 13 (фиг.4) щатунных шеек 1, П, Щ и 1У используется кондуктор, который содержит корпус 14, установленный с возможностью перемещения п основанию 1, в отверстия которого (показаны пунктиром) вставляется посредством колонок 15 накладная плита I 6 с кондукторными втулками 17. Для того, чтобы выдержать расстояние от щек коленчатого вала 4 до
1
5
0
5
0
5
0
5
0
5
оси иас:ляных каил.щ) 1 и их MS ч - цснтроное расстояние, ширина накладной плиты 16 выполнена равной расстоянию между щеками. Стальные заглушки .18 используются перед наплавкой слоя 19 на шейки коленчатого вала 4. В призмах 2 и 3 выполнены отверстия 20.
Устройство работает следуюиц-тч образом.
Для восстановления шеек коленчатого в.ала 4 масляные каналы 13 сначала заглушают стальными заглушками 18, затем наплавляют слой 19 и производят черновое шлифование. Далее коленчатый вал 4 укладывают на базовые призмы 2 и 3 на крайние коренные шейки,,а одну из шатунных шеек, например 1, устанавливают в крайнее нижнее положение и опускают на нее Г-образный рычаг 10. При помощи зажимной рукоятки 9 накидную гайку 8 затягивают. В результате того, что расстояние от оси шатунной шейки 1 до оси вращения Г-образного рычага 10 неизменно, шатунная шейка 1 может занять единственное положение - вертикальная ось строго перпендикулярна основанию 1, следовательно, оси масляных кана- лов 13 щатунных шеек П и Ш строго параллельны вертикальной оси шатунной шейки 1. Установив в корпус 14 посредством колонок 15 накладную плиту 16 поверх шатунной шейки Ш, производят сверление (вскрытие) двух масляных каналов 13. Переместив по основанию 1 корпус 14 и установив в него накладную плиту Г6, обрабатывают масляные каналы 13 шатунной шейки tt. Аналогично обрабатываются другие шатунные шейки,.для ориентирования которых Г-образный рычаг 10 перемещается по цилиндрической направляющей 6 при отпущенной накидной гайке 8, Затем цанга 7 совместно с Г-образным рычагом IО стопорится, а коленчатый вал 4 занимается в базовых призмах 2 и 3, т.е. Г-образный рычаг 10 выполняет €1ще и функцию зажимного элемента. Для обработки масляных каналов кореннь1х шеек используют корпус 14, в направляющие отверстия которого устанавливают другую накладную плиту. Для обработки масляных каналов крайних коре1П1ых шеек на верхних поверхностях базовых призм 2 и 3 предусмотрены направляющие отверстия 20.
/7 Ш i
п ;z
. 2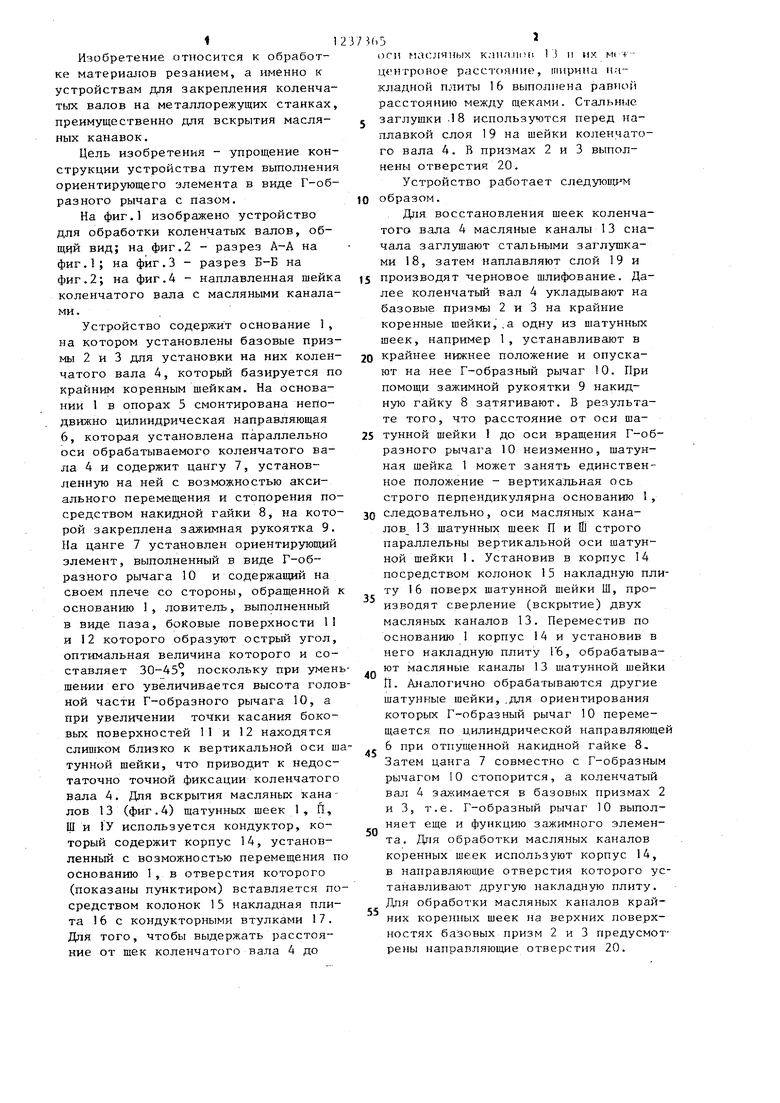
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения углового расположения шатунных шеек коленчатого вала | 1988 |
|
SU1589034A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА | 1971 |
|
SU418274A1 |
| Способ восстановления коленчатых валов | 1978 |
|
SU737147A1 |
| Инструментальная головка для финишной обработки шеек коленчатого вала | 1987 |
|
SU1491668A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОЙ ОРИЕНТАЦИИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2193960C2 |
| Самоцентрирующий патрон для закрепления эксцентричных деталей | 1988 |
|
SU1572759A1 |
| Пресс-автомат для штамповки деталей из ленты | 1973 |
|
SU476191A1 |
| Устройство для обработки коленчатых валов | 1991 |
|
SU1825671A1 |
| Приспособление для обработки коленчатого вала | 1988 |
|
SU1646687A1 |


т2 //ттт
Фиг.З
Редактор В.Ковтун
Составитель А.
Техред Л.Сердюкова Корректор М.Максимшиинец
Заказ 3232/14 Тираж 826Подписное
ВНИИПИ Государственного комитет 1 СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг.
| Респиратор к противогазу | 1930 |
|
SU23791A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА | 1971 |
|
SU418274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
