Изобретение может найти применелие в машиностроении при производстве коленчатых валов.
Известны ириопособления для обработки коленчатых валов, содержащие базовые и зажимные элементы и загрузочный механизм.
Однако коистру.кция этих приспособлении не позволяет иоворачихзать коленчатый вал из одного положения в другое вокруг его продольной оси для механической обработки (например, сверления отверстий в шейках с двух сторон), вследствие чего выполнение всех операций сверления требует трех двусторонних станков и большой затраты времени на nepeycTanoiBKy .коленчатого вала.
Цель изобретении - сокращение станоч;ного оборудования и вспомогательного времени иа переустановку коленчатого вала.
Для этого предлагаемое приспособление доиолнительио снабжено поворотными валиками с установленными на них ориентируюИ1ИМИ элементами, например, в виде собачек, а его базовые элементы выполнены движущимися возвратно-лоступательно, причем поворотные валиюи выполнены приводными от общего правода, а ориентирующие элементы жестко связапы с валиками.
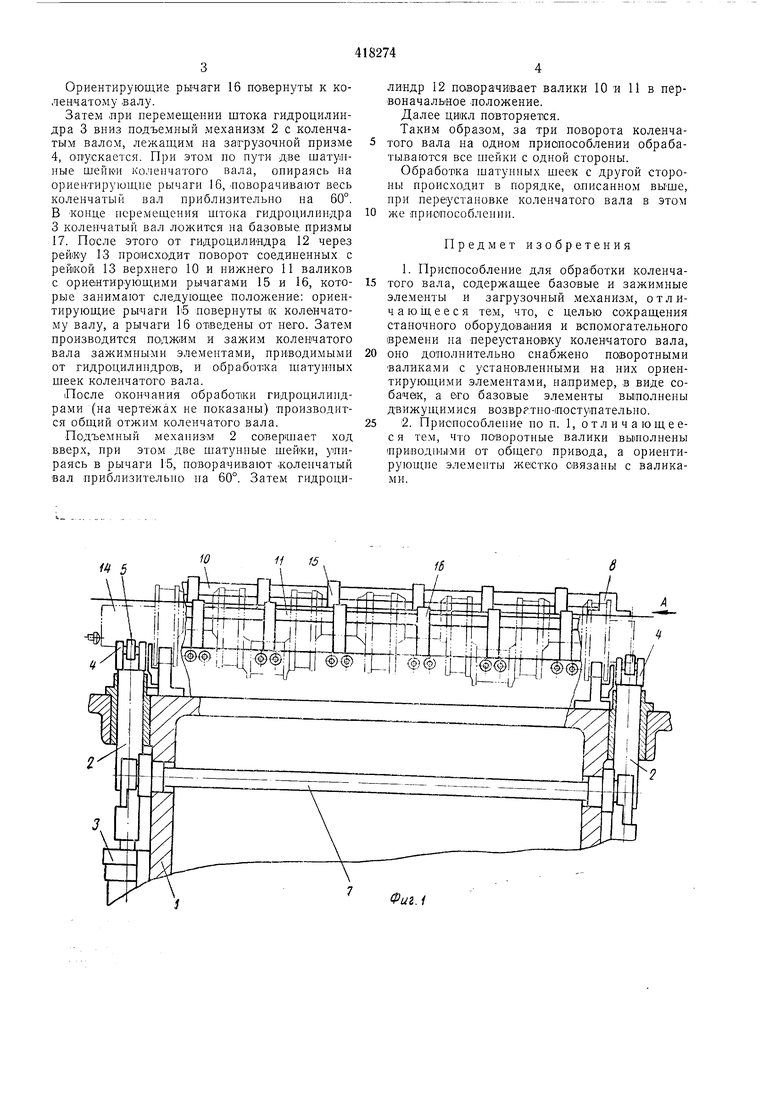
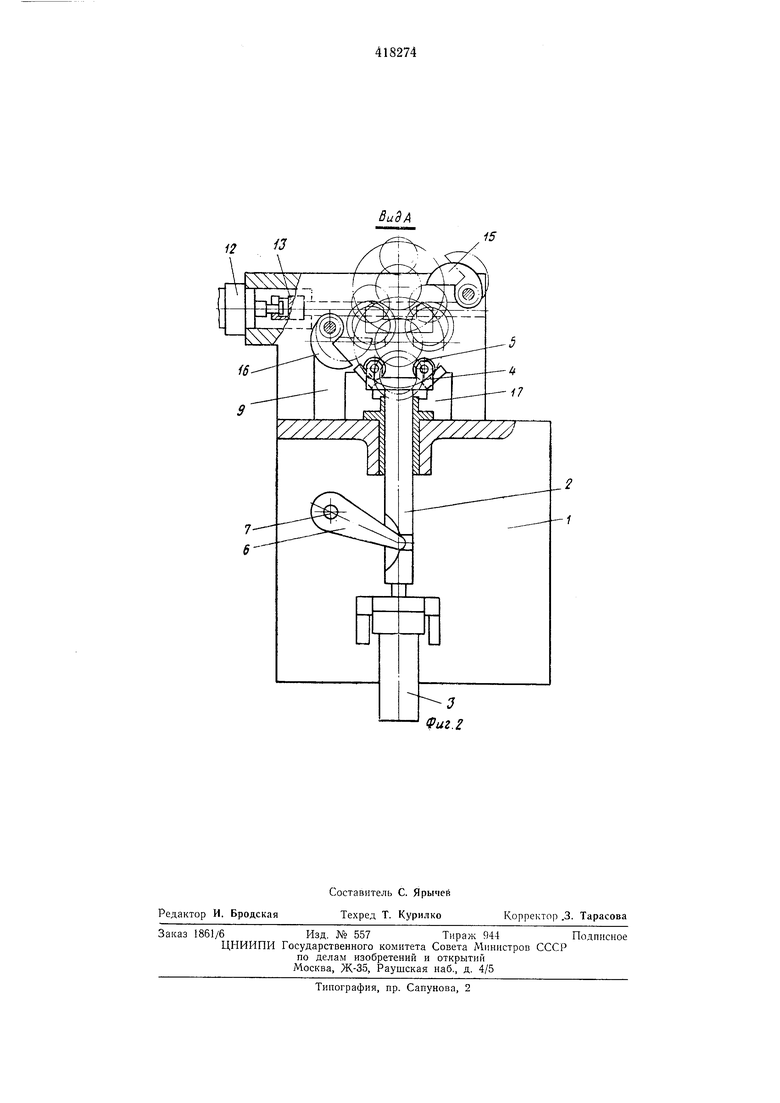
На фиг. 1 представлено предлагаемое приспособление; иа фиг. 2 -вид по стрелке Лна фиг. 1. .
Приспособление для обработки коленчатого вала состоит из осиоваиия 1, с двух сторои которого расположены подъемные механизмы 2 с гидроцилиндрами 3, снабженные загрузочными лризмамн 4 с роликами 5.
Подъе.мные механизмы 2 соединены между собой через рычаг 6 общим валом 7. На основании 1 расположены кронштейны 8 и 9, в которых размещены поворотные параллельные валики - верхний 10 и виясннй 11. Поворотные валики 10 и 11 приводятся в движеиие от общего привода (гидроцилиидра 12) через рейку 13. На валиках 10 и 11 жестко закреплеиы ориентирующие элементы (,по 6 на каждом, по числу шеек коленчатого вала 14), вьтолненные в виде рычагов 15 и 16. На осиова1нии 1 размещеиы базовые призмы 17, иа которых находится коленчатый вал 14 во время обработки его н атунных шеек.
Приоиособленне работает следующим образом.
Коленчатый вал 14 загружается в произвольиом ноложерши на загрузочные призмы 4, которые в этот момент находятся в верхнем положении.
Валик 10 находится в таком положении, при котором рычаги 15 отведеиы вверх, как показано пунктиром на фиг. 2, не мешая загрузке коленчатого вала.
3
Ориентирующие рычаги 16 повернуты к коленчатому валу.
Затем лри перемещении щтока гидроцилиндра 3 вниз подъемный механизм 2 с коленчатым валом, лежащим на загрузочной призме 4, опускается. При этом по пути две шатунные щейкИ коленчатого вала, опираясь на ориентируюн ие рычагн 16, Новорачивают весь коленчатый вал приблизительно на 60°. В Конце перемещения щтока гидропилиндра 3 коленчатый вал ложится на базовые призмы 17. После этого от гидроцили«дра 12 через реййу 13 происходит поворот соединенных с рейкой 13 верхнего 10 и нижнего 11 валиков с ориентирующими рычагами 15 и 16, которые занимают следующее положение: ориентирующие рычаги 16 поверпуты к коленчатому валу, а рычаги 16 отведены от него. Затем производится поджим и зажим коленчатого вала зажимными элементами, приводимыми от гидроцилиндров, и обработка щатунных щеек коленчатого вала.
(После окончания обработки гидроцилиндрами (на чертежах не ноказаны) производится общий отжим коленчатого вала.
Подъемный механизМ 2 совершает ход вверх, при этом две шатунные шейки, у|пираясь в рычаги 15, поворачивают «олепчатый вал приблизительно на 60°. Затем гпдроцилиндр 12 поворачивает валики 10 и 11 в первоначальное .положение.
Далее цикл повторяется.
Таким образом, за три поворота коленчатого вала на одном приспособлении обрабатываются все щейки с одной стороны.
Обработка шатунных шеек с другой стороны происходит в порядке, описанном выше, нри переустановке коленчатого вала в этом же прнопособлении.
Предмет изобретения
1. Приспособление для обработки коленчатого вала, содержащее базовые и зажимные элементы и загрузочный механизм, отличающееся тем, что, с целью сОКращения станочного оборудования и вспомогательного времени на переустановку коленчатого вала, оно дополнительно снабжено поворотными валиками с установленными на них ориентирующими элементами, например, в виде собачек, а его базовые элементы выполнены движущимися возврр.тно-еоступательно. 0.. Приспособление по п. 1, о т л и ч а ю ще ес я тем, что поворотные валики вьшолнепы |при:водп4лми от общего привода, а ориентируюпхне элементы жестко связаны с валиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обработки коленчатого вала | 1988 |
|
SU1646687A1 |
| Устройство для обработки коленчатых валов | 1985 |
|
SU1237365A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КОЛЕНВАЛА | 1971 |
|
SU429890A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Самоцентрирующий патрон для закрепления эксцентричных деталей | 1988 |
|
SU1572759A1 |
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| Автомат для контроля шатунных шеек коленчатых валов | 1980 |
|
SU879262A1 |
| Станок для обработки шеек коленчатых валов | 1984 |
|
SU1225773A1 |
12
15
