Изобретение относится к производству железобетонных изделий на конвейерах в формах, оснащенных устройством для извлечения изделий.
Целью изобретения является сокращение трудозатрат при распалубке и повышение надежности работы.
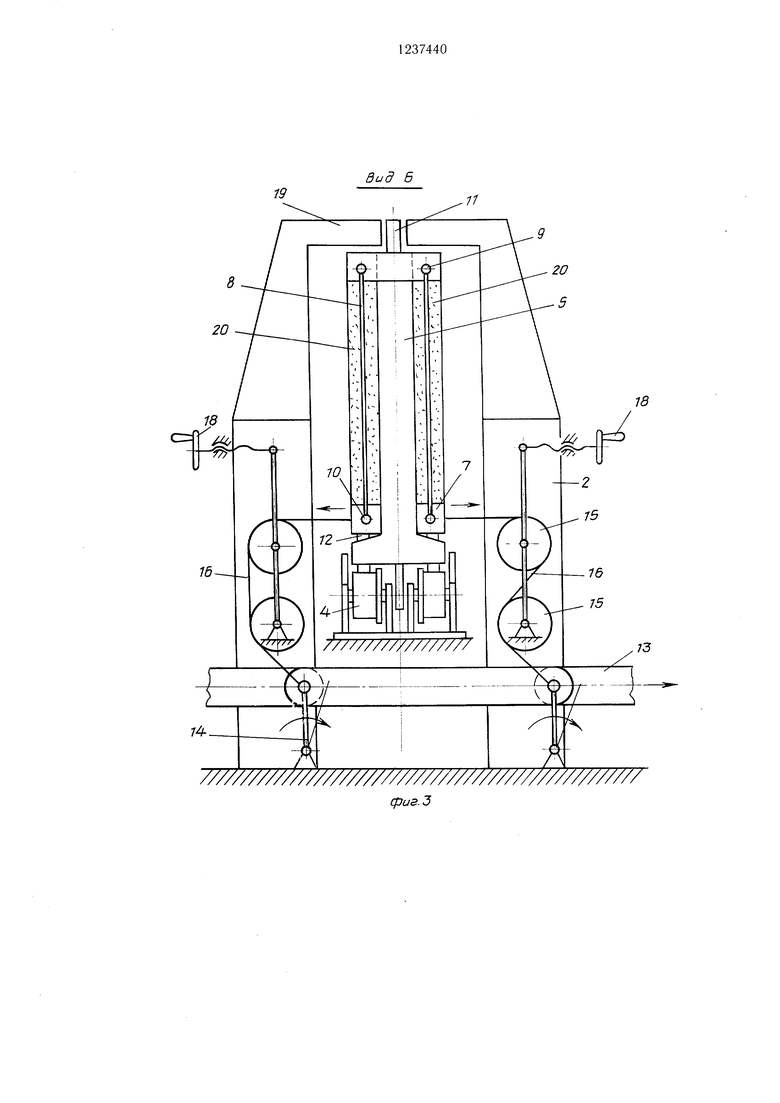
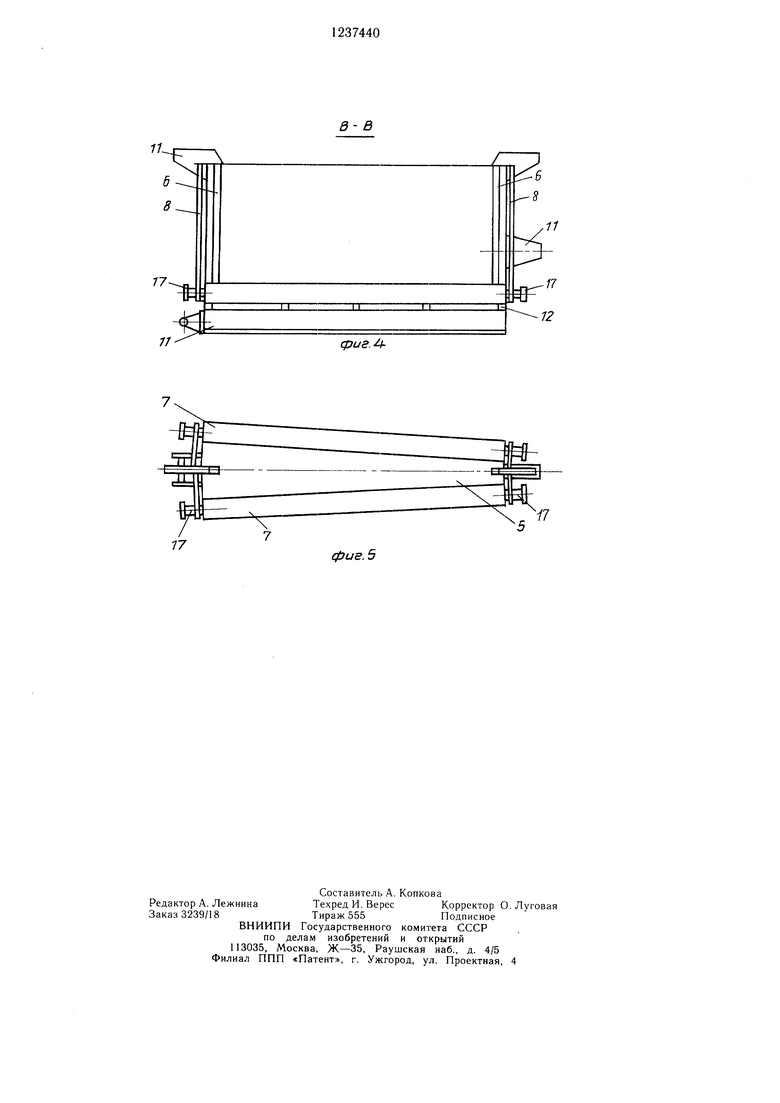
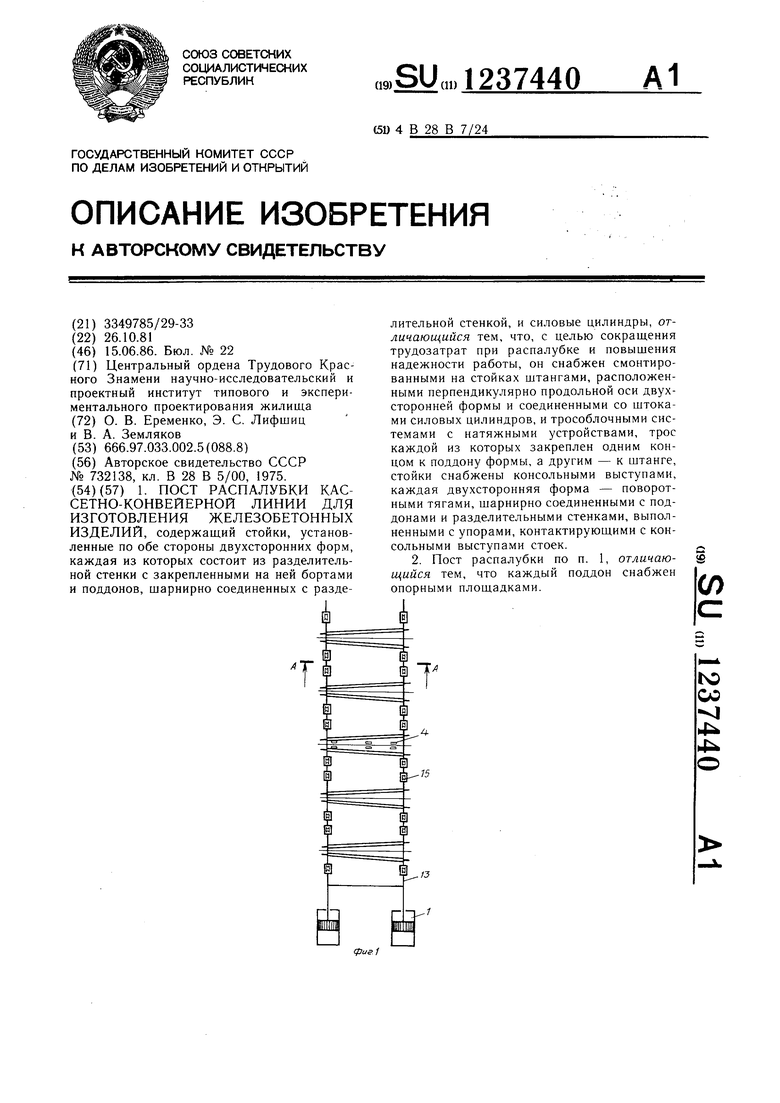
На фиг.1 изображен предлагаемый пост распалубки, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - форма, сечение; на фиг.5 - то же, вид сверху.
Пост распалубки кассетно-конвейерной линии для изготовления железобетонных изделий содержит силовые цилиндры 1 и П-об- разные стойки 2, установленные по обеим сторонам двухсторонней формы 3, перемещаемой по транспортному пути 4.
Форма 3 содержит разделительную стенку 5, прикрепленные к ней жестко борта 6 и шарнирно поддон 7. Поддон 7 соединен с разделительной стенкой 5 при помощи тяг 8, один конец каждой из которых шарнирно закреплен на оси 9, смонтированной в верхней части разделительной стенки 5, а другой - на оси 10, смонтированной на поддоне 7. Формы 3 в верхней части имеют упоры И, укрепленные на разделительной стенке 5.
Поддоны 7 по всей длине выполнены с опорными клиновыми площадками 12.
Вдоль поста распалубки расположены перпендикулярно продольной оси формы 3 щтанги 13, закрепленные на опорах 14 в основании П-образных стоек 2. Штанги 13 соединены со штоками силовых цилиндров 1.
Внутри П-образных стоек 2 установлены блоки 15, огибаемые тросами 16, один конец
каждого из которых закреплен на штанге 13, а другой выполнен с петлей, надеваемой на захват 17, установленный на оси 10 поддона.
Трособлочные системы снабжены также смонтированными на стойках 2 винтовыми устройствами 18. Стойки 2 выполнены с консольными выступами 19 для контакта с упорами 11 формы 3.
Пост распалубки работает следующим об- разом.
Изделие 20 с формой 3 после формования и термообработки подается к посту распалубки и устанавливается на транспортный путь 4.
Для включения поста в работу петли 5 тросов 16 вручную надевают на захваты поддонов 7, слабина троса выбирается натяжными устройствами 18.
Штанги 13 получают перемещение в горизонтальной плоскости от штоков цилиндров. При этом синхронная работа обеих штанг обеспечивается синхронизатором, а незначительное смешение штанг в вертикальной плоскости за счет поворота опор 14 находится в допустимых пределах, не влияющих на работоспособность устройства.
Вследствие перемещения штанг 13 тросы 16 натягиваются и, перемещаясь, поворачивают относительно оси 9 вместе с тягой 8 поддон с изделием, отводя его тем самым от разделительной стенки.
Затем изделие 20 с грузоподъемным ме- 0 ханизмом (не показан) извлекается из формы 3.
Обратным ходом щтоков силовых цилиндров 1 в аналогичной последовательности поддон 7 возвращается на свое место в форме 3.
0
А А
дид Б
//////////////////////////////7/////////////////////
сриг.З
Id
77
77фиг.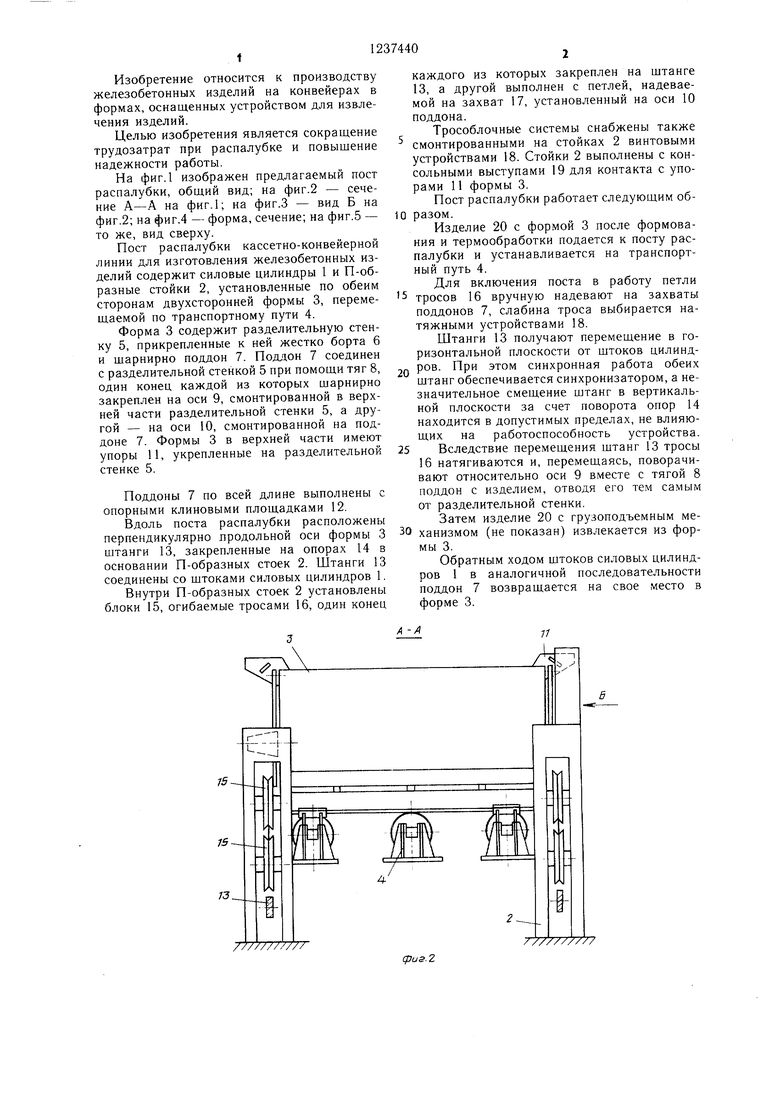
| название | год | авторы | номер документа |
|---|---|---|---|
| Пост распалубки кассетно-конвейерной линии для изготовления железобетонных изделий | 1987 |
|
SU1418049A1 |
| Конвейерная линия для изготовления изделий кассетным методом | 1975 |
|
SU732138A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Пост распалубки кассетно-конвейерной линии для изготовления железобетонных изделий | 1987 |
|
SU1475796A1 |
| Многоместная форма для изготовления изделий из строительной смеси | 1990 |
|
SU1726262A1 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Устройство для виброштампования изделий из бетонной смеси | 1979 |
|
SU876426A2 |
| Кассетная форма | 1979 |
|
SU850397A1 |
| Пост распалубки кассетных форм | 1987 |
|
SU1489993A1 |
фие.5
У7
| Конвейерная линия для изготовления изделий кассетным методом | 1975 |
|
SU732138A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
