(54) КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ КАССЕТНЫМ МЕТОДОМ
1
Изобретение относится к области производства железобетонных изделий и может быть использовано при заводском изготовлении строительных изделий.
Известна кассетно-конвейерная линия для изготовления железобетонных изделий, содержащая посты формирования, термообработки, распалубки и комплектации, рельсовые направляющие для перемещения кассетных форм, состоящих из разделительных стенок, поддонов и бортов 1.
Известная кассетно-конвейерная линия отличается сложностью распалубки изделий, так как при этом приходится откидывать или отодвигать вертикальные борта кассетных форм при изготовлении ; зделий с выступами на торцах, и вручную (ло.мом) открывать изделия от разделительных стенок, а также снимать верхний борт при формировании изделий методом подвижных щитов. Отодвижка или откидывание вертикальных бортов, а также съем верхнего борта и ручная распалубка изделий требуют много времени, что снижает производительность линии в целом.
Наиболее близким техническим рещевием является конвейерная линия для изготов тения железобетонных изделий кассетным методом, содержащая форму-вагонетку кассетного типа, состояпдая из разделительной стенки с закрепленными с двух сторон бортами и щарнирными поддона.ми, направляк)щие для перемещения форм-вагонеток, механизмы их перемещения иустановленное в технологической последовательности посты комплектации, формования термообработки и распалубки 2.
Недостатком этой конвейерной линии является их малая производительность.
io
Цель изобретения - увеличение производитель;:(}сти установки.
Указанная цель достигается тем, что пост распалубки выполнен в виде стенок с прикрепленными к КИМ поворотными рамами,
iS установленны.ми с двух сторон вдоль направляющих, приче.м ра.мы в верхних углах соединены друг с л,ругом при помощи захватов и силовых цилиндров, при этом каждая рама снабх ена средствами для фиксации ее с изделиями.
20
Кроме того, данная конвейерная линия отличается тем, что борта форм выполнены с распалубочными уклонами; форма-вагоМетка в верхней части имеет л1.:зы м снабжена сменными обоймами, установленными в sihX.
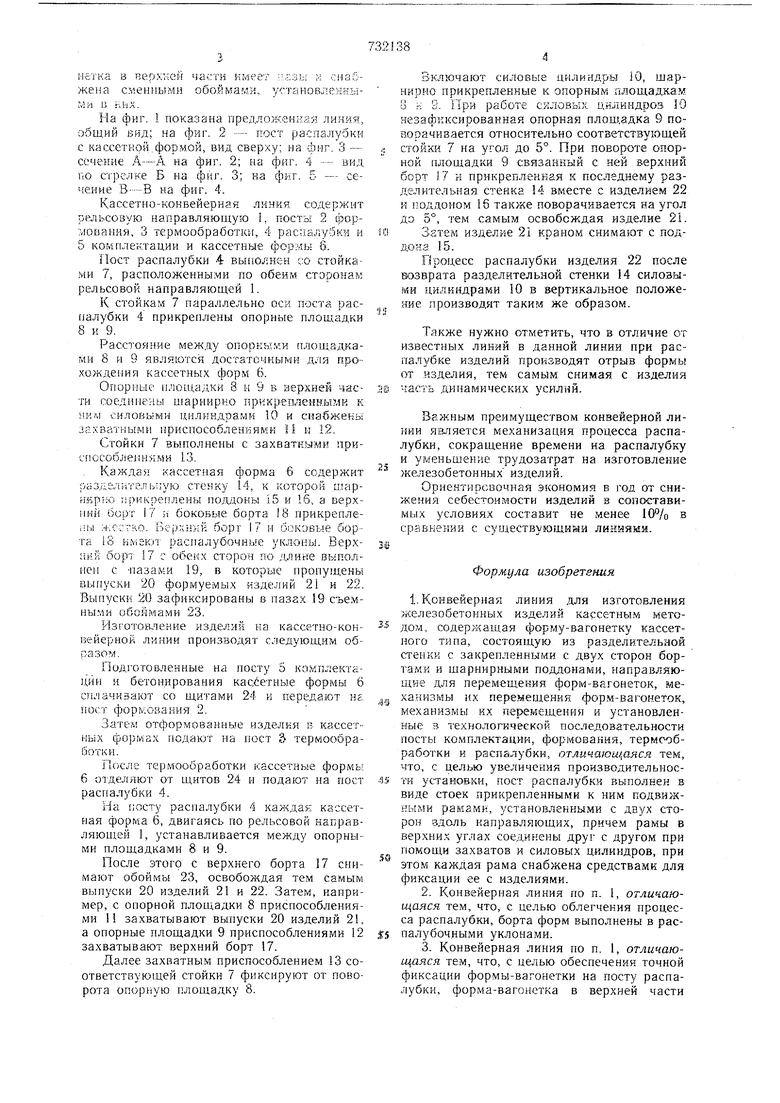
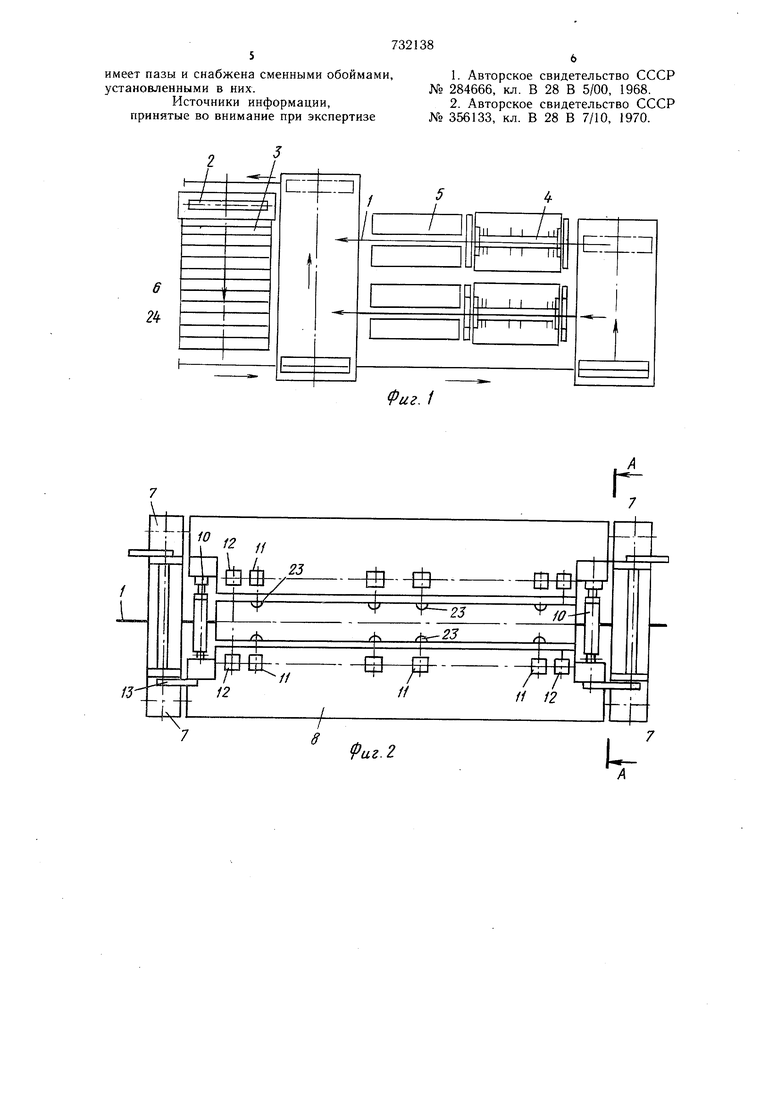
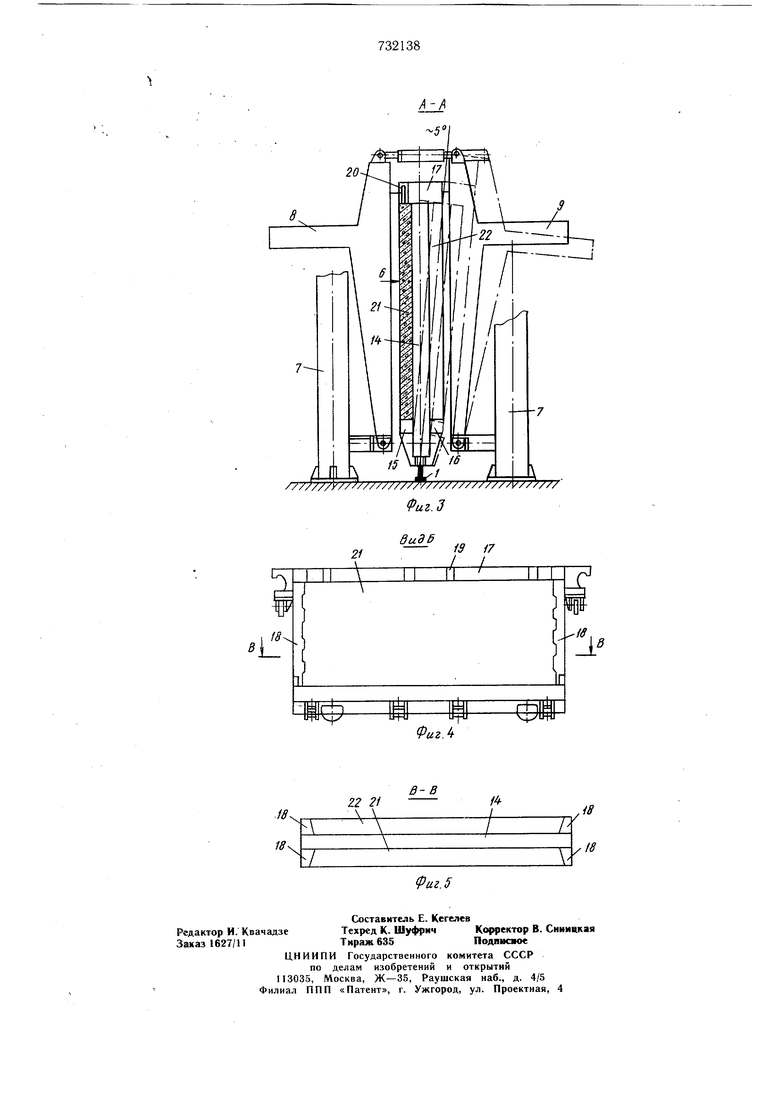
На фиг. 1 показана предложенкгя линяя, общий jJHfl; на фи1-. 2 -- пост распалубки с кассеткой,формой, вид сверху; на фмг, 3 - сечение А-А на фиг. 2; на фиг. 4 -- вид 1Ю стрелке Б на фиг. 3; на фйг. Б - сечение ВВ на фиг. 4.
Кассетно-конБейерная линия содержит рельсовую направляющую 1, посты 2 формования, 3 термообработки, 4 расаалубкя и 5 комплек.тации и кассетные фюрмы 6.
Пост распалубки 4 выполнен со стоикамн 7, расположенными по обеим сторонам рельсовой направляющей 1.
К стойкам 7 параллельно оси поста расналубки 4 прикреплены опорные площадки 8 и 9.
Расстояние между опорными гтло1дадками 8 и 9 являются достаточными д.пя прохождения кассетных форм 6.
Опорные площадки 8 и 9 в верхней части соединены, пгарнирно прикрепленЕ-.ымк к HKi.i силовыми 1..илиндрами 10 и снабжены захватны.чи поиспособлениями И п 12,
Стой ки 7 выполнены
с захватными присг особ; епиями 13. , Каждая кассетная форма 6 содержит разделительную стекку 14, к которой шарайрно прикреплены по,д.аонь 15 и 16,, а верхний борт 17 н боковые борта 18 прикреплеiibi М .сстко. Ве();сн};й борт 17 и боковые борта 18 имеют расналубочн.ые уклоны. Верх:1ий борт 17 ;- o6ei-ix сторон по д.лине вь полнем с -пазами 19, в которые нропуш,ены выпуски 20 формуемых изделий 21 и 22. Выпуски 20 зафиксированы в пазах 19 съемны.ми обо им а.ми 23.
Изготовление изделий на кассетно-конвейерной линии производят ч:ледующим образо /1.
Подготовленные на посту 5 комплектации и бетонирования кас/:етные форм;.-, 6 сплачивают со щитами 24 и передают иг, пост форковамия 2.
Затем отформованные изделкз в кассетных формах подают на пост S термообработки.
J осле термообработки кассетнь е формь; б 01 делают от щитов 24 и подают на пост распалубки 4.
На .посту распалубки 4 кажда ; кассетная форма 6, двигаясь по рельсовой направляюп1ей 1, устанавливается между опорными площадками 8 и 9.
После этого с верхнего борта 17 снимают обоймы 23, освобождая тем самым выпуски 20 изделий 21 и 22. Затем, например, с опорной плоо;адки 8 приспособлениями 11 захватывают выпуски 20 изделий 21, а опорные площадки 9 приспособлениями 12 захватывают верхний борт 17.
Далее захватным приспособлением 13 соответствующей стойки 7 фиксируют от поворота опорную площадку 8.
Включают силовые цилиндры 10, шарнкрно прикрепленные к опорным площадкам 8 :г; S. При работе силовых цилиндров 10 незафиксированная опорная плош.адка 9 поворачивается относительно соответствуюидей стойки 7 на угол до 5°. При повороте опорной площадки 9 связанный с ней верхний борт 17 и прикрепленная к последнему разделительная стенк.2 14 вместе с изделием 22 и поддоном 16 также поворачивается на угол до 5°, тем самым освобождая изделие 21. Затем изделие 21 краном снимают с поддоаа 15.
Процесс распалубки изделия 22 после возврата разделительной стенки 14 силовыми рдилиндрами 10 в вертикальное положение производят таким же образом.
Также нужно отметить, что в отличие от известных линий в данной линии при распалубке и.зделий произВОДят отрыв формь от изделия, тем самым снимая с изделия часть динамических усилий.
Важным преимуществом конвейерной линии яатяется механизация процесса распалубки, сокращение времени на распалубку и уменьшение трудозатрат на изготовление железобетонных изделий.
Ориентировочная экономия в год от снижения себестоимости изделий в сопоставимых условиях составит не менее в сравнении с существующими линиями.
Формула изобретения
1. Конвейерная линия для изготовления железобетонных изделий кассетным методом, содер.жащая форму-вагонетку кассетного типа, состоящую из разделительной стенки с закрепленными с двух сторон бортами и щарнирными поддонами, направляющие для перемеш,ения форм-вагонеток, механизмы их перемеодения форм-вагонеток, механизмы их перемещения и установленные 3 техно.логр ческой последовательности посты комплектации, формования, термс-обработки и распалубки, отлича1ош,аяся тем, что, с целью увеличения производительности установки, пост распалубки выполнен в виде стоек прикрепленными к ним подвижными рамамм, установленными с двух сторон вдоль направляющих, причем рамы в верхних углах соединены друг с другом при помощи захватов и силовых цилиндров, при этом каждая рама снабжена средствами для фиксации ее с изделиями.
2.Конвейерная линия по п. 1, отличающаяся тем, что, с целью облегчения процесса распалубки, борта форм выполнены в распалубочными уклонами.
3.Конвейерная линия по п. 1, отличающаяся тем, что, с целью обеспечения точной фиксации формы-вагонетки на посту распалубки, форма-вагонетка в верхней части
имеет пазы и снабжена сменными обоймами, установленными в них.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 284666, кл. В 28 В 5/00, 1968.
2.Авторское свидетельство СССР № 356133, кл. В 28 В 7/10, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Кассетная форма для изготовления строительных изделий | 1980 |
|
SU958090A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1989 |
|
SU1742063A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Устройство для распалубки в линии для изготовления железобетонных изделий | 1983 |
|
SU1201136A1 |
| Технологическая линия для изготовления железобетонных изделий | 1990 |
|
SU1813641A1 |
| Пост распалубки кассетно-конвейерной линии для изготовления железобетонных изделий | 1987 |
|
SU1418049A1 |
| Роторно-конвейерная линия для вертикально формуемых изделий | 1987 |
|
SU1694383A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
rxj
ФигЛ
