Изобретение относится к производству резинотехнических изделий и может быть использовано для вулканизации клиновых ремней.
Целью изобретения является повышение качества ремней за счет обеспе ;ения надлежащей огфессовки независимо от массы заготовок ремней.
На фиг. 1 изображено предлагаемое устройство (фрагмент) в раскрытом положении; на фиг. 2 - то же, в закрытом положении; на фиг. 3 - эластичная пластина; на фиг. 4 и 5 - примеры выполнения арочных полостей устройства Б раскрытом положении; на фиг. 6 - то же, в закрытом положении.
Устройство для вулканизации клиновых ремней содержит формующую плиту 1 с профильными канавками а, разделенными ребрами Ь, прижимную плиту 2 и расположенную между ними эластичную пластину 3 с прорезями с. Прорези с выполнены на рабочей поверхносги пластины по месту расположения ребер Ь. Кроме того, прорези с выполнены глубиной, равной 0,1-0,3 высоты ребер Ь, и на расстоянии друг от друга, равном 0,8-1,0 ширины профильных канавок а по вершине ребер. Пластина 3 может быть прикреплена к плите 2 с помощью винтов, клея или т.п. и изготовлена из резины iia основе бутилкаучука, этиленпропилено- вого или другого каучука, с наполнителями для увеличения теплопроводности, порошками металлов, и с диспергированными частицами фторопласта для уменьшения адгезии к вулканизуемым ремням. При этом канавки а могут иметь выпуклое дно, а пластина 3 - вогнутую поверхность между прорезями с. Между нерабочей поверхностью эластичной пластины 3 и прижимной плитой 2 выполнены арочные полости d, расположенные над профильными канавками а и сообщающиеся между собой каналами е. Герметичные полости d могут быть выполнены в теле пластины 3 (фиг. 4) или в теле прижимной плиты 2 (фиг. 5). Полости d заполнены упругой средой, которая по меньшей мере при температуре вулканизации находится в жидком состоянии, например полиэтиленом, гидропластом, глицерином, растворами солей, имеющими температуру плавления ниже температуры вулканизации, или любым другим материалом, не агрессивным к металлу и резине.
Полости d сообщены с герметичной емкостью 4 (фиг. 5), которая через запорный элемент 5 соединена с атмосферой или, на- пример,с насосом. Полости d могут быть соединены непосредственно с источником давления без емкости 4.
Устройство работает следующим образом.
Заготовки ремней 6 закладывают в канавки а формующей плиты 1, которую затем смыкают в плитой 2. Ребра Ь плиты 1 входят в прорези с пластины 3 и, если высота ремня меньше глубины канавки а, как клин
раздвигают эти прорези, а эластичная пластина 3 сжимается, приобретая арочную поверхность в зоне канавок а. При контакте рабочей поверхности пластины 3 с заготов- 5 кой ремня 6 последняя воспринимает давление пластины и формуется в канавке а. Если объем заготовки ремня (а следовательно, и высота), меньше,чем необходимый для надлежащей опрессовки ремня, то при закрытии устройства эластичная пластина заполняет
О оставшийся свободным от заготовки ремня объем канавки а, обеспечивая заданную оп- рессовку ремня (фиг. 2).
При наличии арочных полостей d при контакте пластины 3 с заготовками ремней
5 6 пластина прогибается в арочные полости d, выжимая из них воздух через открытые концы этих полостей и образуя арочные поверхности независимо от момента начала сжатия пластины 3 в канавках а ребрами Ь.
0 При выполнении полостей d герметичными и сообщающимися, при закрытии устройства воздух в полостях перераспределяется в зависимости от размера заготовок ремней. При полном закрытии устройства . полости d имеют разные объемы, но давление воздуха в них одинаковое, что обеспечивает качественное формование всех ремней независимо от их массы (в определенных пределах). Величина давления формования определяется степенью сжатия воздуха.
Q При заполнении герметичных сообщающихся полостей d жидкостью последняя передавливается из полости в полость, в результате чего давление фор.мования ремней, различных по массе, одинаково. При этом обеспечивается более лучшая теплопереда5 ча от источника тепла, например прижимной плиты 2 (при условии, что в ней выполнены паровые каналы или установлены омические или индукционные нагреватели) к вулканизуемым ремням.
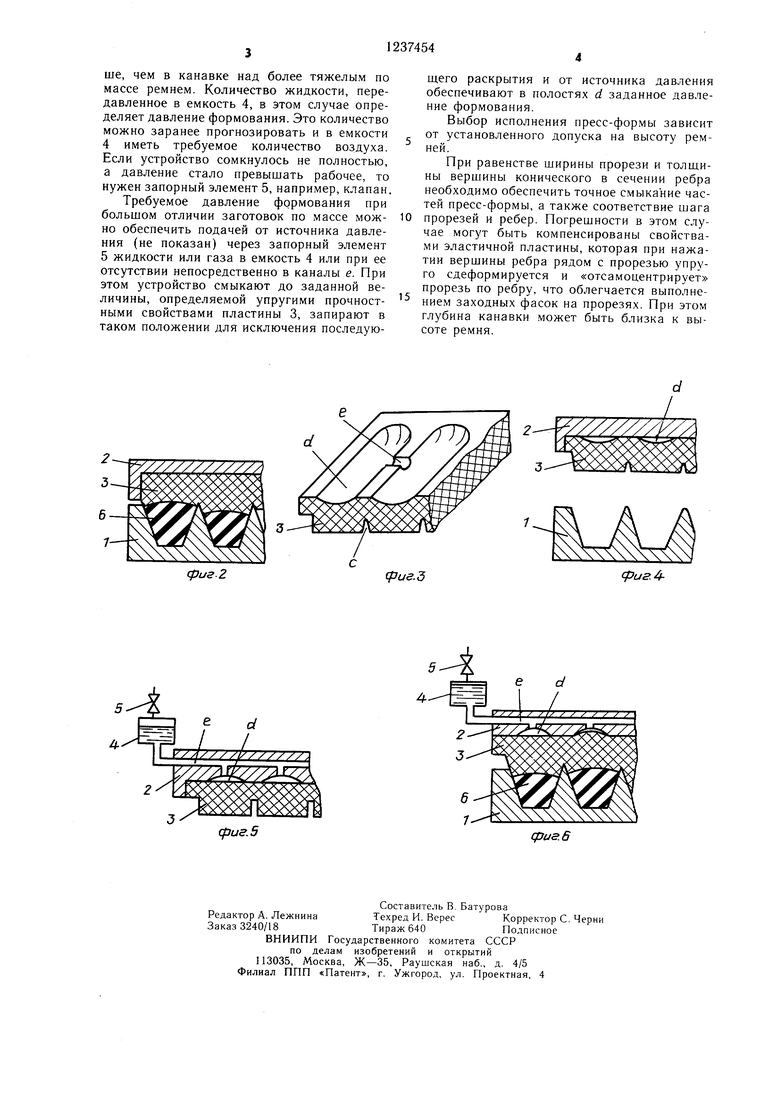
В случае соединения полостей d посредст0 вом каналов е с герметичной емкостью 4 при закрытии устройства жидкость передавливается в емкость 4, сжимая в ней воздух. Объем емкости, количество воздуха в ней и количество передавливаемой жидкости определяет давление формования. Количеством воздуха и величиной смыкания устройства можно регулировать и настраивать давление формования, а также арочность ремней.
П Например, при смыкании плит 1 и 2 (фиг. 6) ремень справа, более тяжелый по массе, заставит прогнуться над ним пластину 3 в полость d, выдавив оттуда жидкость частично в полость над ремнем слева, который меньше по массе, и в
5 емкость 4. Пластина над меньшим по массе ремнем зайдет в канавку а плиты 1. При этом ребра, образующие эту канавку, обожмут часть пластины 3 в этой канавке боль5
ше, чем в канавке над более тяжелым по массе ремнем. Количество жидкости, передавленное в емкость 4, в этом случае определяет давление формования. Это количество можно заранее прогнозировать и в емкости
4иметь требуемое количество воздуха. Если устройство сомкнулось не полностью, а давление стало превышать рабочее, то нужен запорный элемент 5, например, клапан.
Требуемое давление формования при большом отличии заготовок по массе можно обеспечить подачей от источника давления (не показан) через запорный элемент
5жидкости или газа в емкость 4 или при ее отсутствии непосредственно в каналы е. При этом устройство смыкают до заданной величины, определяемой упругими прочностными свойствами пластины 3, запирают в таком положении для исключения последую
щего раскрытия и от источника давления обеспечивают в полостях d заданное давление формования.
Выбор исполнения пресс-формы зависит от установленного допуска на высоту ремней.
При равенстве ширины прорези и толш,и- ны вершины конического в сечении ребра необходимо обеспечить точное смыкание частей пресс-формы, а также соответствие шага прорезей и ребер. Погрешности в этом случае могут быть компенсированы свойствами эластичной пластины, которая при нажатии вершины ребра рядом с прорезью упруго сдеформируется и «отсамоцентрирует прорезь по ребру, что облегчается выполнением заходных фасок на прорезях. При этом глубина канавки может быть близка к высоте ремня.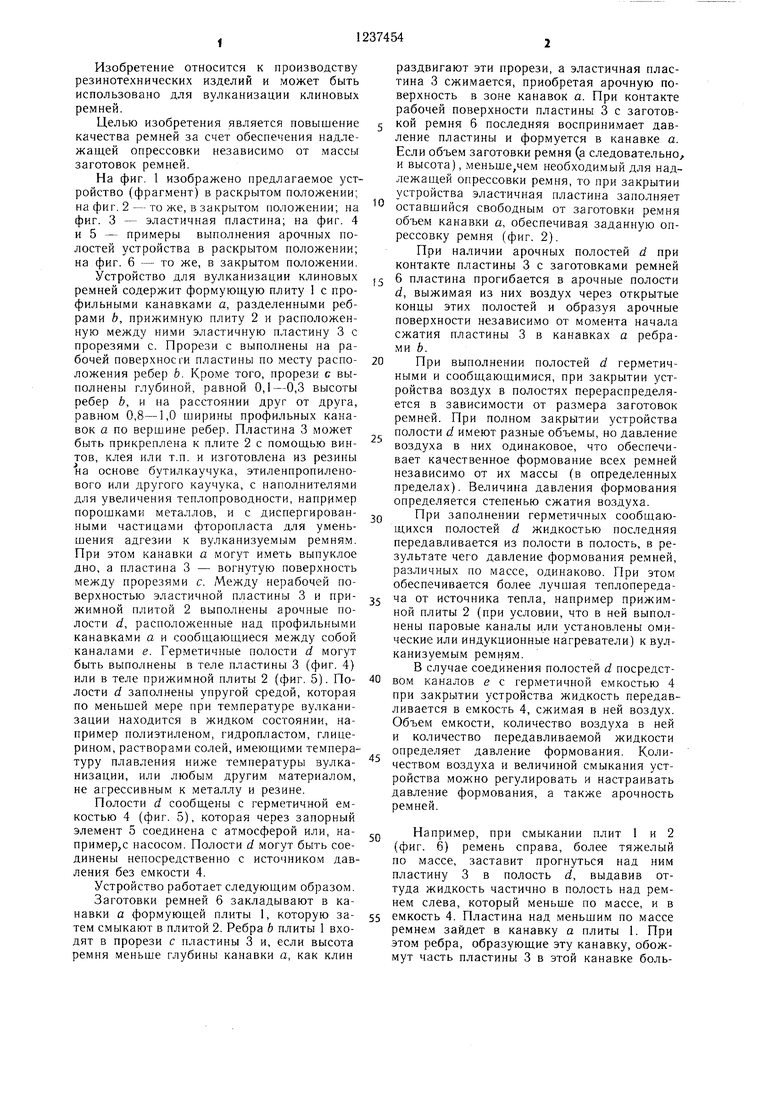

(риг 2
(риг.З
сриг.4fpue.S
фие.6
Составитель В. Батурова
Редактор А. ЛежнинаТехред И. ВересКорректор С. Черни
Заказ 3240/18Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ С МОДИФИЦИРОВАННЫМ ВЫСВОБОЖДЕНИЕМ, ВКЛЮЧАЮЩАЯ ФЕБУКСОСТАТ | 2011 |
|
RU2602188C2 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Патент США № 2867845, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
