1
Изобретение относится к упаковочной технике, а именно к упаковке последовательного ряда или групны изделий между двумя слоями нленки.
Целью изобретения является повышение надежности в работе.
Сварочные траверсы установлены на поворотных рычагах, связанных при помощи п арпирпых тяг с подвижной скалкой, на которой закреплены тяги шарнирно-рычаж- ной системы с поддерживающими пальцами, установ. енными с возможностью n,iocKO-Tia- раллельного перемещения с поворотом па 90° н плоскости, перпендикулярной плоскости перемещения сварочных траверс. Это ||(.1яет за счет падежного попадания 1аль- iieii 15 Н1ель между слоями пленки, а также кинематической связи между сварочными граверсами и ноддерживаюнгими пальцами | овысить надежпость в работе.
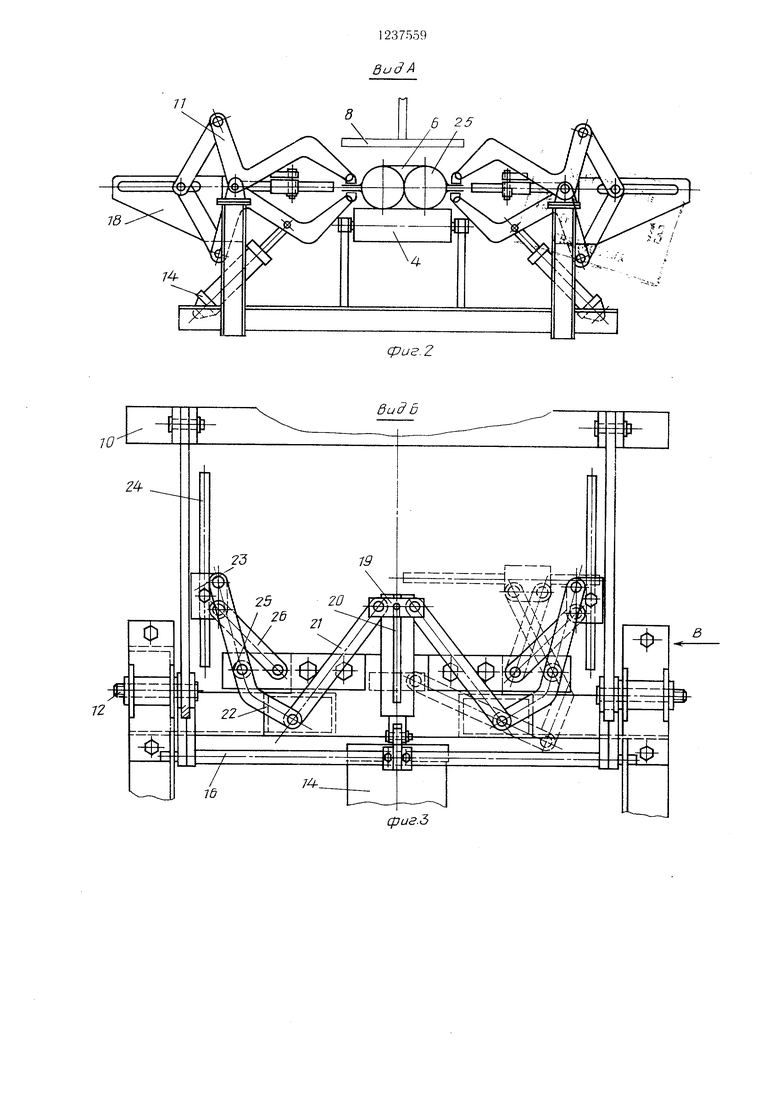
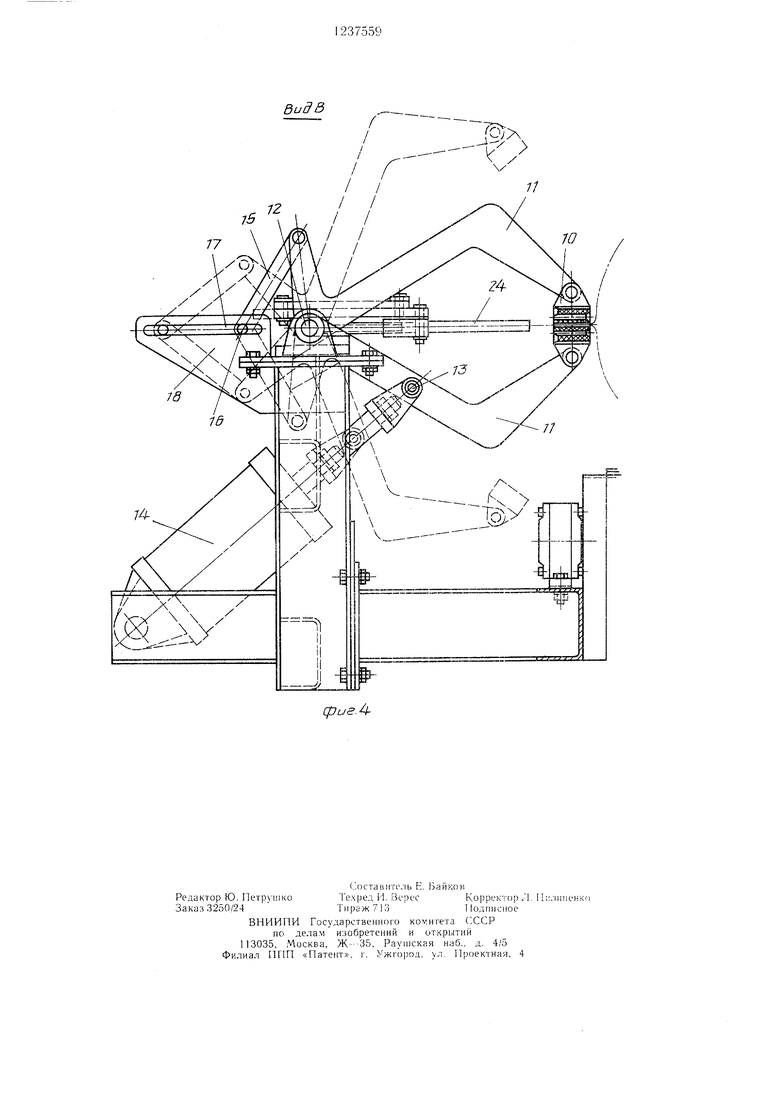
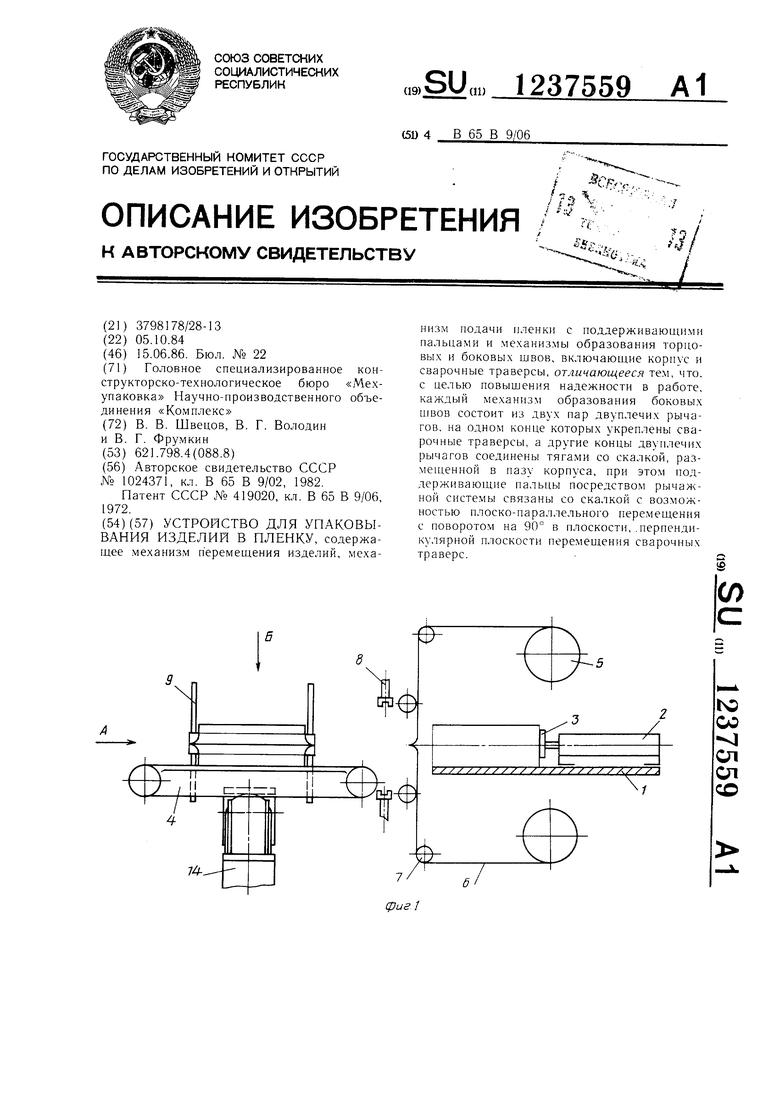
На фиг. схематично изображено устройство для упаковывания изделий в пленку; па фиг. 2 вид А па фиг. 1; на фиг. 3 - вид Б па фиг. 1; на фиг. 4 - вид В на фиг. 3.
Устройство для упаковывания пзделий в пленку содержит опорную платформу 1, па которой смонтирован механиз.м 2 перемещения пзделий с позиции загрузки на позицию сварки. Механизм 2 перемещепия изделий снабжен толкателем 3, выполненным в виде планки.
Опорная поверхность на позицни сварки и1,п1олнена в виде конвейера 4, кинематически связа1П1ого с толкателем 3. Механизм но- дачи пленки включает рулонодержатели 5 для нленки 6 и направляющие ролики 7.
Полотпо пленки 6 размещено между опор пой платформой 1 и копвейером 4. В этом про.межутке размещены механиз.мы 8 образования торцовых швов.
С обеих сторон конвейера 4 установлены механизмы 9 образования боковых IUBOB упаковки. Каждый из этих механизмов 9 включает снабженные нагревателями сварочные траверсы 10, закрепленные на концах дву- тлечпх рычагов И, установленных в вертикальной плоскости с возможностью поворота вокруг осей 12. С одним из двуплечих рычагов 11 через соединяющую их ось 13 взаимодействует приводное устройство 14, например пневмоцилиндр. Свободные концы всех двуплечих рычагов 11 связаны при помощи тяг 15 со скалкой 16, установленной с возможностью перемещения в пазах 17 корпуса 18 механизма 9 образования боковых швов.
Скалка 16 связана с нолзуном 19, установленным в горизонтальной плоскости с возможностью переменгения в пазу 20 кор
0
5
0
5
0
45
50
пуса 18. Тяга 21 с двуплечим рычагом 22 образует рычажную еистему, которая соединяет но.лзуп 19 с элементами 23 для поддерживающих пальцев 24. Рычаг и 22 установ- лепы па осях 25, закренлепных в корпусе 18. Элементы 23 соединены с корпусом 18 дополнительными тягами 26. Пальпы 24 уста повлены в элементах 23 с возможностью )егулирова1;ия пх положения.
Устройство работает с.педующим образом.
Изделие, например деталь цилиндрической формы, скатывается на платформу 1. Толкатель 3 перемещает группу изделий I a конвейер 4, увлекая полимерную пленку 6, которая при этом разматывается с рулоно- держателя 5 и обтягивает один торец группы пзде..п11Й. На позип,ии сваркг; торцовог о низа происходит сварка торцового 1пва ме- xaini3MOM 8 образования торцовых швов, после чего конвейером 4 изделие перемещается па позпцию образования боковых П1вов. После достижения изделием рабочего положения включается приводное устройство 14 механизма 9 образования боковьгх швов. При перемещении njTOKa пплипдра двунле- чие рычаги 11 с закреплепш гми на их кон- н.ах сварочными траверсами 10 начинают сближаться, поворачиваясь в вертикальной плоскости вокруг осей 12. Другие концы рычагов 11 расходятся, воздействуя на тяги 15, и подтягивают за концы скалку 16. Ска:1- ка 16 перемещается по пазу 17, вьпю; пенному в корпусе 18 механизма 9. В средней части скалки 16 закренлеп ползун 19. пере- .мепгающийся в горизонтальной плоскости в пазу 20, выполнепном в корпусе 18 механизма 9.
Посредство.м тяг 21, рычагов 22 с ося ми 25 и дополнительных тяг 26 элементы 23 с пальцами 24 начинают плоско-параллельное перемещение е одновременным поворотом на 90°. Пальць 24, раеположеппые параллельно кромке полотна пленки 6 навстречу друг другу с сомкнуты.ми концами, при гювороте заходят в боковую ндель и, ново- рачиваясь на 90°, растягивают открытые фланцевые концы пленки с двух сторон lia- кета. При максимальном растяжении пленки 6 траверсы 0 с нагревательными эле.меп- тами смыкаются и производят сварку боковых швов упаковки.
При обратном ходе штока приводного устройства 14 траверса 10 и пальцы 24 при помощи щарнпрно-рычажной системы возвращаются в исходное ноложение.
При помощи конвейера 4 упаковка выводится из зоны сварки, а на эту позицию нодаетея новая изделий в пленке с заваренны.ми горновыми . Далее цикл повторяется.
Вид А
7/
сриг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания изделий в пленку | 1986 |
|
SU1369990A1 |
| Устройство для упаковывания изделий в пленку | 1985 |
|
SU1382750A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для упаковывания в пленку группы штучных предметов | 1988 |
|
SU1578032A1 |
| Устройство для упаковывания концевых частей длинномерных изделий | 1989 |
|
SU1659299A1 |
| Устройство для упаковывания группы изделий в пленку | 1990 |
|
SU1775328A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1988 |
|
SU1570946A1 |
| Устройство для упаковывания штучных изделий | 1984 |
|
SU1339051A1 |
| Устройство для упаковывания штучных предметов в термопластичный материал | 1990 |
|
SU1712249A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
Вид 6
фиг.5
сригЛ
| Устройство для упаковки проката в пленку | 1982 |
|
SU1024371A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| УСТРОЙСТВО для УПАКОВКИ в ПЛЕНКУ ШТУЧНЫХ ПРЕДМЕТОВ | 1972 |
|
SU419020A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
