кости перпендикулярно продольной оси стола. Она снабжена плитой I i с прижимными и нагревательными механизмами (ПИНМ) 16 и 17, На торцах каретки 7 посредством поперечных рам закреплены дополнительные ПИНМ. Эти ПИНМ позволяют выполнять при у необходи- Mde количество поперечных и продольных швов, обусловленное формой изделия. Швы могут быть прерывистыми. Для таких швов и для удобства досту1
Изобретение предназначено для упаковывания штучных изделий в термпо- пластичную пленку и может быть использовано в машиностроении, в частности в станкостроении.
Цель изобретения - расширение технологических возможностей устройства путем упаковывания изделий различных габаритов и повьш1ение качества упаковывания .
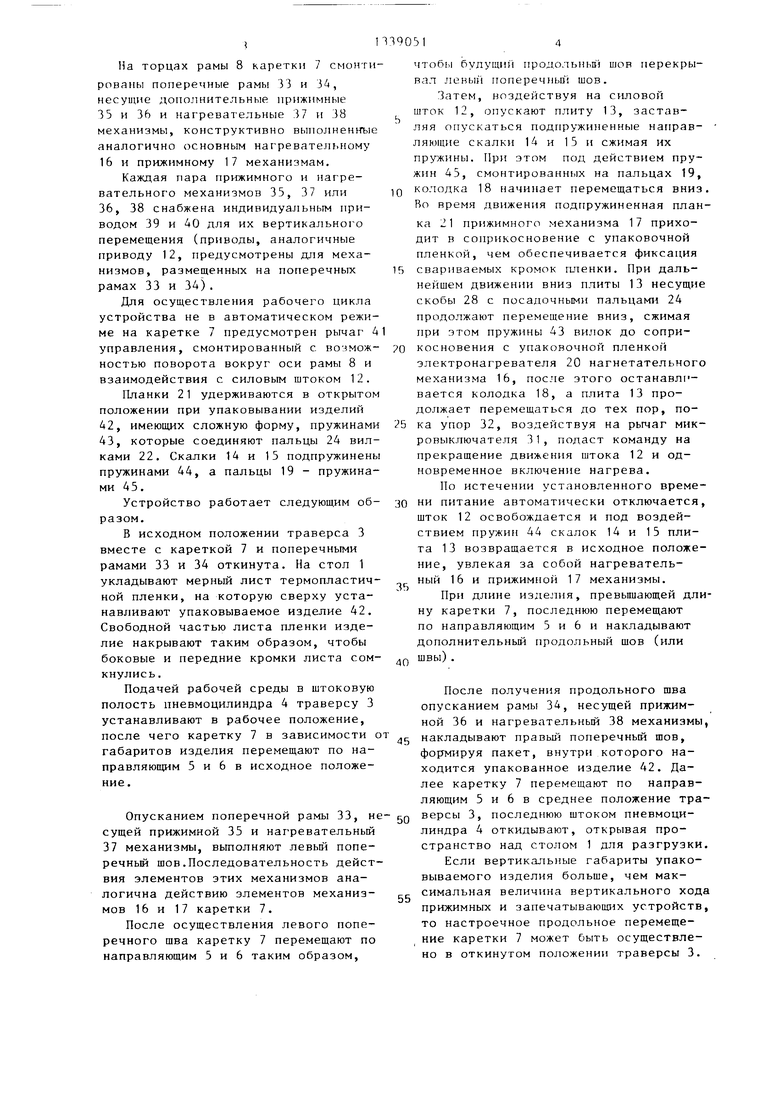
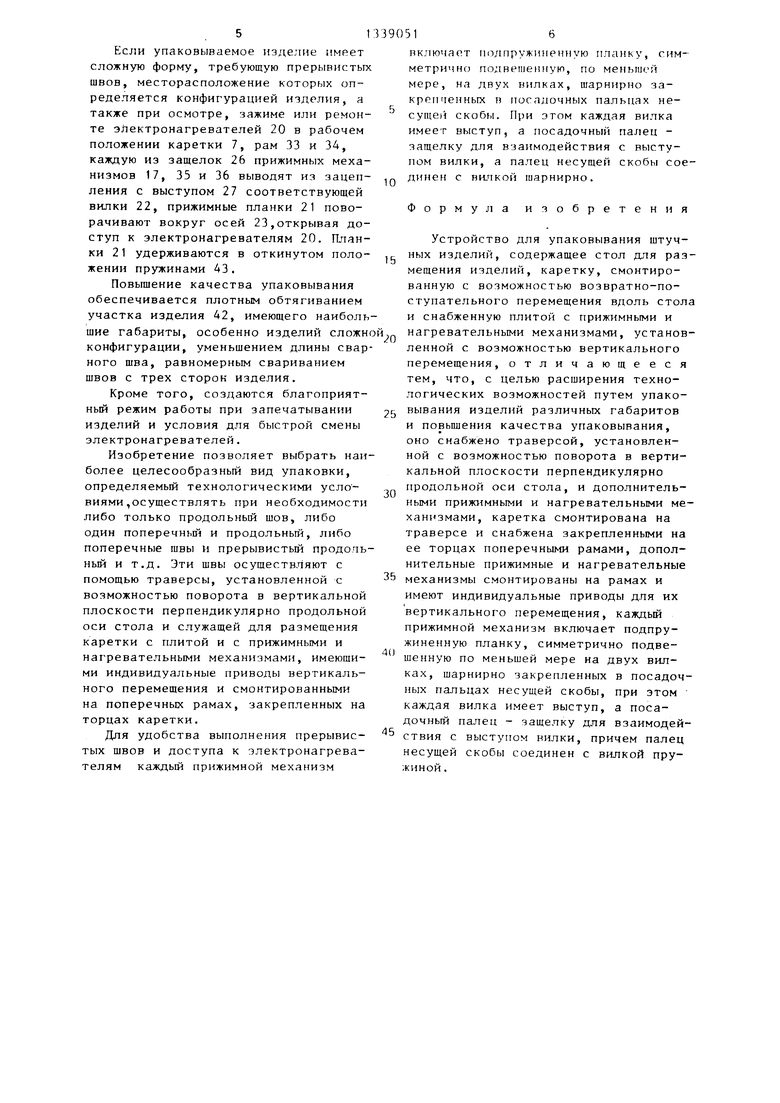
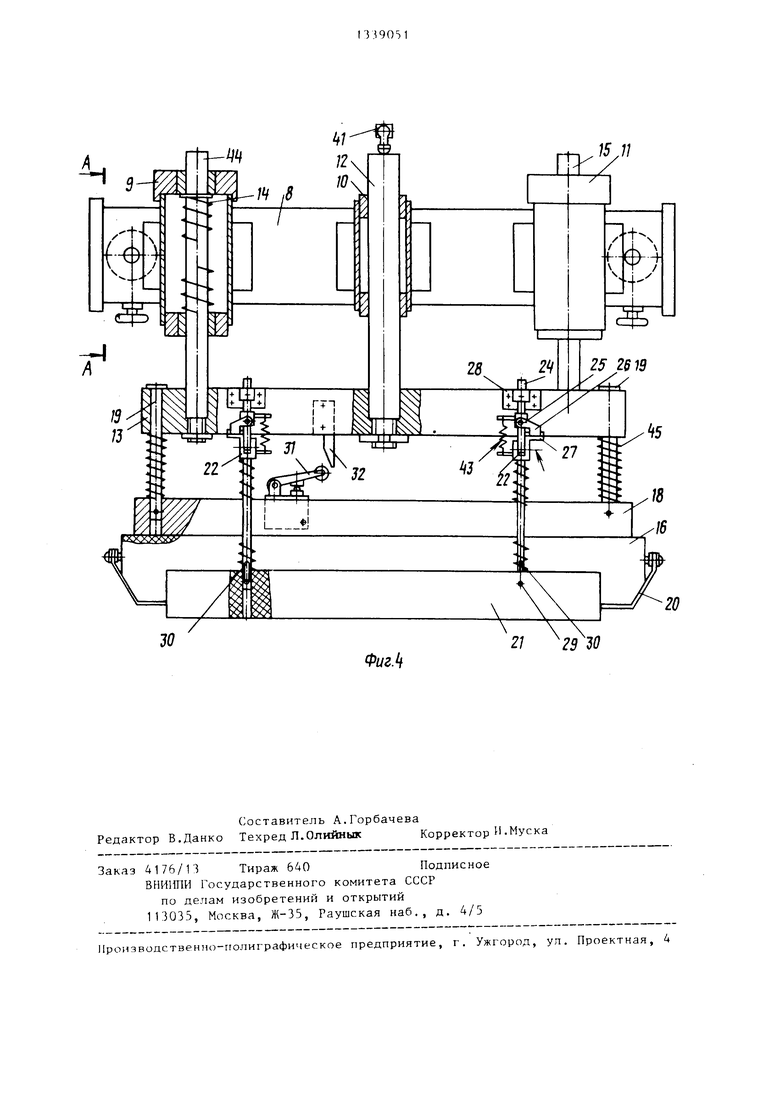
На фиг. 1 схематично изображено устройство для упаковывания штучных изделий, вид спередиi на фиг. 2 - то же, вид сверху на фиг. 3 - то же, вид сбоку на фиг. 4 - нагревательный и прижимной механизмы; на фиг. 5 - разрез А-А на фиг. 4,
Устройство для упаковывания штучных изделий содержит стол 1 для размещения изделий, смонтированный на основании 2. несущем поворотную в вертикальной плоскости в направлении перпендикулярном продольной оси стола, двуплечую траверсу 3, связанную со штоком пневмоцилиндра 4. На траверсе 3 вдоль стола смонтированы верхняя и нижняя призматические направляющие 5 и 6, длина которых определяется продольным размером стола
На направляющих 5 и 6 смонтирована с возможностью возвратно-поступательного перемещения вдоль стола 1 каретка 7, выполненная в виде рамы 8, несущей три равномерно распределенные по ее длине жестко закрепленные гильзы 9-11. В средней гильзе 10 на опорах скольжения (не показаны) смонтирован силовой шток 12, на конце которого с возможностью вертикальпа к наг ревательным механизмам каждый прижимной механизм имеет подпружиненную планку 21. Она симметрично подвешена на вилках 22, шарнирно закрепленных в посадочных пальцах 24 несущей скобы 28. В закрытом положении защелка 26 посадочного пальца 24 взаимодействует с выступом 27 вилки 22. В откинутом положении планку 21 удерживают пружины, соединяющие пальцы 24 с вилками 22. 5 ил.
ного перемещения укреплена несущая плита 13.
В боковых гильзах 9 и 11 размещены подпружиненные направляющие скалки 5 14 и 15, концы которых укреплены в несущей плите 13. На плите 13 смонтированы нагревательный 16 и прижимной
17механизмы.
Нагревательный механизм 16 выпол нен в виде колодки 18, подвещенной к несущей плите 13 посредством подпружиненных пальцев 19, один конец которых свободно помещен в направляющих (не показаны) плиты 13, а второй
жестко соединен с колодкой 18. На колодке 18 смонтирован злектронагрева- тель 20.
С фронтальной стороны каретки 7 смонтирован прижимной механизм 17,
0 состоящий из подпружиненной планки 21, связанной с несущей плитой 13 посредством, по меньшей мере, двух вилок 22, соединенных каждая через ось 23 с посадочным пальцем 24, ко торый через ось 25 соединен со своей защелкой 26, взаимодействующей с выступом 27 вилки 22. Посредством несущих скоб 28 посадочные пальцы 24 жестко соединены с несущей плитой
0 13, а посредством штифтов 29, проходящих через пазы 30, планка 21 связана с вилками 22. Плита 13 подвешена симметрично на шарнирных вилках 22, закрепленных в пальцах 24 скобы 28,
5 На боковой поверхности колодки
18смонтирован микровыключатель 31, а на плите 13 - упор 32, взаимодействующий с рычажным микровыключателем 3 1 .
На торцах рамы 8 каретки 7 смонтированы поперечные рамы 33 и 3, несущие догтолнительные прижимные 35 и 36 и нагревательные 37 и 38 механизмы, конструктивно выполненные аналогично основным нагревательному 16 и прижимному 17 механизмам.
Каждая пара прижимного и нагревательного механизмов 35, 37 или 36, 38 снабжена индивидуальным приводом 39 и 40 для их вертикального перемещения (приводы, аналогичные приводу 12, предусмотрены для механизмов, размещенных на поперечных рамах 33 и ЗА).
Для осуществления рабочего цикла устройства не в автоматическом режиме на каретке 7 предусмотрен рычаг 4 управления, смонтированный с возмож- ностью поворота вокруг оси рамы 8 и взаимодействия с силовым штоком 12.
Планки 21 удерживаются в открытом положении при упаковывании изделий
42,имеющих сложную форму, пружинами
43,которые соединяют пальцы 24 вилками 22. Скалки 14 и 15 подпружинены пружинами 44, а пальцы 19 - пружинами 45.
Устройство работает следующим об- разом.
В исходном положении траверса 3 вместе с кареткой 7 и поперечными рамами 33 и 34 откинута. На стол 1 укладывают мерный лист термопластичной пленки, на которую сверху устанавливают упаковываемое изделие 42. Свободной частью листа пленки изделие накрывают таким образом, чтобы боковые и передние кромки листа сом- кнулись.
Подачей рабочей среды в штоковую полость пневмоцилиндра 4 траверсу 3 устанавливают в рабочее положение, после чего каретку 7 в зависимости о габаритов изделия перемещают по направляющим 5 и 6 в исходное положение.
Опусканием поперечной рамы 33, не сущей прижимной 35 и нагревательный 37 механизмы, выполняют левый поперечный щов.Последовательность действия элементов этих механизмов аналогична действию элементов механизмов 16 и 17 каретки 7.
После осуществления левого поперечного щва каретку 7 перемещают по направляющим 5 и 6 таким образом.
Q
Q
5
5
чтобы будущи1 | продольньп) шов перекрывал левьи гюперечпьп шов.
Затем, воздействуя на силовой шток 12, опускают плиту 13, заставляя опускаться подпружиненные направ- ляющие скалкп 14 и 15 и сжимая их пружины. При этом под действием пружин 45, смонтированных на пальцах 19, колодка 18 начинает перемещаться вниз. Во время движения подпружиненная планка 21 прижимного механизма 17 приходит в соприкосновение с упаковочной пленкой, чем обеспечивается фиксация свариваемых кромок пленки. При дальнейшем движении вниз плиты 13 несущие скобы 28 с посадочными пальцами 24 продолжают перемещение вниз, сжимая при этом пружины 43 вилок до соприкосновения с упаковочной пленкой электронагревателя 20 нагнетательного механизма 16, после этого останавлг - вается колодка 18, а плита 13 продолжает перемещаться до тех пор, пока упор 32, воздействуя на рычаг микровыключателя 31, подаст команду на прекращение движения штока 12 и одновременное включение нагрева.
По истечении установленного времени питание автоматически отключается, шток 12 освобождается и под воздействием пружин 44 скалок 14 и 15 плита 13 возвращается в исходное положение, увлекая за собой нагревательный 16 и прижимной 17 механизмы.
При длине изделия, превышающей длину каретки 7, последнюю перемещают по направляющим 5 и 6 и накладывают дополнительный продольный щов (или щвы) .
После получения продольного шва опусканием рамы 34, несущей прижимной 36 и нагревательный 38 механизмы, накладывают правый поперечньй щов, форгмируя пакет, внутри которого находится упакованное изделие 42. Далее каретку 7 перемещают по направляющим 5 и 6 в среднее положение траверсы 3, последнюю штоком пневмоцилиндра 4 откидывают, открывая пространство над столом 1 для разгрузки.
Если вертикальные габариты упаковываемого изделия больше, чем максимальная величина вертикального хода прижимных и запечатывающих устройств, то настроечное продольное перемещение каретки 7 может быть осуществлено в откинутом положении траверсы 3.
Если упаковываемое изделие имеет сложную форму, требующую прерывистых швов, месторасположение которых определяется конфигурацией изделия, а также при осмотре, зажиме или ремонте электронагревателей 20 в рабочем положении каретки 7, рам 33 и 34, каждую из защелок 26 прижимных механизмов 17, 35 и 36 выводят из зацепления с выступом 27 соответствующей вилки 22, прижимные планки 21 поворачивают вокруг осей 23,открывая доступ к электронагревателям 20. Планки 21 удерживаются в откинутом положении пружинами 43.
Повышение качества упаковывания обеспечивается плотным обтягиванием участка изделия 42, имеющего наибольщие габариты, особенно изделий сложной,„ нагревательными механизмами, установконфигурации, уменьшением длины сварного щва, равномерным свариванием швов с трех сторон изделия.
Кроме того, создаются благоприятный режим работы при запечатывании изделий и условия для быстрой смены электронагревателей.
Изобретение позволяет выбрать наиболее целесообразный вид упаковки, определяемый технологическими условиями ,осуществлять при необходимости либо только продольный шов, либо один поперечньп и продольный, либо поперечные швы и прерывистый продоль- ньй и т.д. Эти швы осуществляют с помощью траверсы, установленной с возможностью поворота в вертикальной плоскости перпендикулярно продольной оси стола и служащей для размещения каретки с плитой и с прижимными и нагревательными механизмами, имеющими индивидуальные приводы вертикального перемещения и смонтированными на поперечных рамах, закрепленных на торцах каретки.
Для удобства выполнения прерывистых щвов и доступа к электронагревателям каждый прижимной механизм
30
ленной с возможностью вертикального перемещения, отличающееся тем, что, с целью расширения технологических возможностей путем упако- 2g вывания изделий различных габаритов и повьш1ения качества упаковывания, оно снабжено траверсой, установленной с возможностью поворота в вертикальной плоскости перпендикулярно продольной оси стола, и дополнительными прижимньми и нагревательными механизмами, каретка смонтирована на траверсе и снабжена закрепленными на ее торцах поперечными рамами, дополнительные прижимные и нагревательные механизмы смонтированы на рамах и имеют индивидуальные приводы для их вертикального перемещения, каждый прижимной механизм включает подпружиненную планку, симметрично подвешенную по меньшей мере на двух вилках, шарнирно закрепленных в посадочных пальцах несущей скобы, при этом каждая вилка имеет выступ, а посадочный палец - защелку для взаимодействия с выступом вилки, причем палец несущей скобы соединен с вилкой пружиной .
35
40
45
включает по/шружиненную планку, симметрично подве11 еиную, по меньшей мере, на двух вилках, шарнирно за- крепченных п посадочных пальцах не- суще)1 скобы. При этом каждая вилка имеет выступ, а посадочный палец - защелку для взаимодействия с выступом вилки, а палец несущей скобы соединен с вилкой шарнирно.
Формула изобретения
Устройство для упаковывания штучных изделий, содержащее стол для размещения изделий, каретку, смонтированную с возможностью возвратно-поступательного перемещения вдоль стола и снабженную плитой с прижимными и
0
ленной с возможностью вертикального перемещения, отличающееся тем, что, с целью расширения технологических возможностей путем упако- g вывания изделий различных габаритов и повьш1ения качества упаковывания, оно снабжено траверсой, установленной с возможностью поворота в вертикальной плоскости перпендикулярно продольной оси стола, и дополнительными прижимньми и нагревательными механизмами, каретка смонтирована на траверсе и снабжена закрепленными на ее торцах поперечными рамами, дополнительные прижимные и нагревательные механизмы смонтированы на рамах и имеют индивидуальные приводы для их вертикального перемещения, каждый прижимной механизм включает подпружиненную планку, симметрично подвешенную по меньшей мере на двух вилках, шарнирно закрепленных в посадочных пальцах несущей скобы, при этом каждая вилка имеет выступ, а посадочный палец - защелку для взаимодействия с выступом вилки, причем палец несущей скобы соединен с вилкой пружиной .
5
0
5
У ЗД
, tZ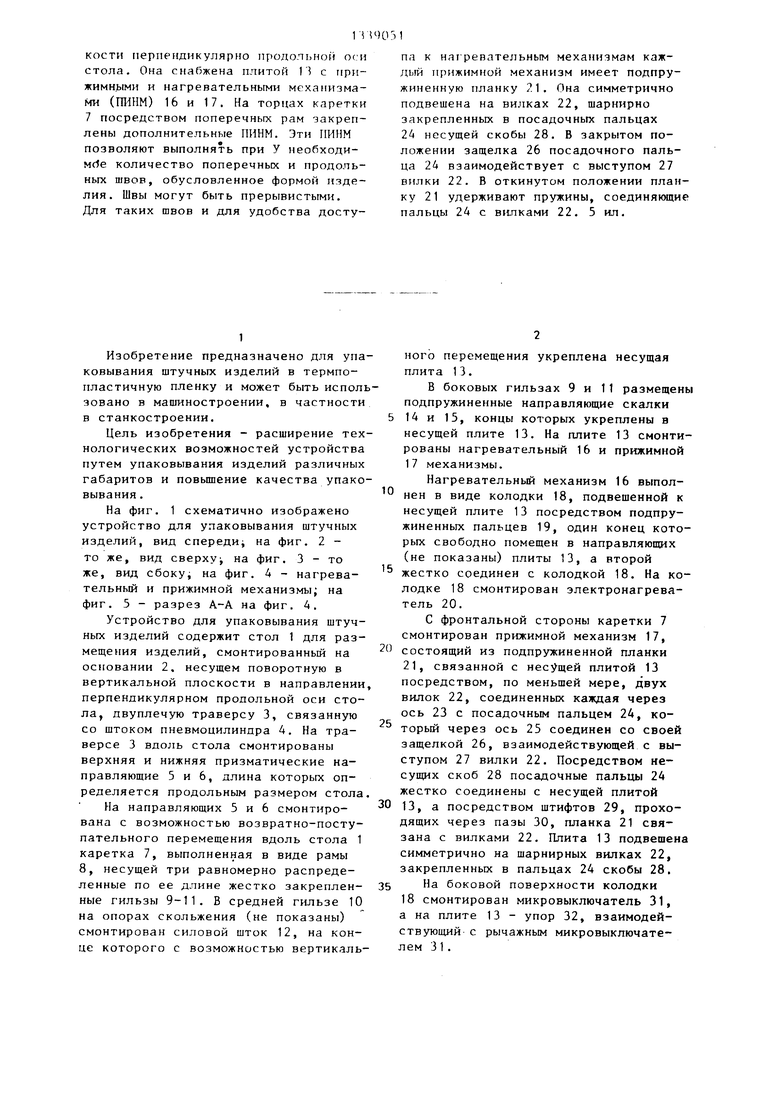
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| ПОДЪЕМНИК ДЛЯ АВТОМОБИЛЕЙ | 1973 |
|
SU368184A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ЛЕНТЕ | 1970 |
|
SU259036A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Устройство для настилания полотен на закройных стол | 1978 |
|
SU743936A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
Изобретение касается упаковывания (У), может быть использовано в станкостроительной отрасли машиностроения и направлено на расширение технологических возможностей путем У изделий различных габаритов и повышения качества У. Изделия размещают на столе. Каретка 7 перемещается возвратно-поступательно вдоль стола. Каретка 7 смонтирована на траверсе 3, поворотной в вертикальной плос(Л со со со о ел 75
Фиг.З
30
/
;5/;
ФигМ
21 29 30
Составитель А.Горбачева Редактор В.Данко Техред Л.Ол.-к Корректор И.Муска
Заказ 4176/13 Тираж 640Подписное
BFlHimH Государственного комитета СССР
по делам изобретений и открытий 1П035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое
предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для упаковки штучных изделий в пленку | 1975 |
|
SU555035A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для изготовления,наполнения изделиями и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU863459A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
