Изобретение относится к холодной обработке материалов давлением и может быть использовано для вырубки заготовок из плоского материала.
Целью изобретения является повышение надежности в работе.
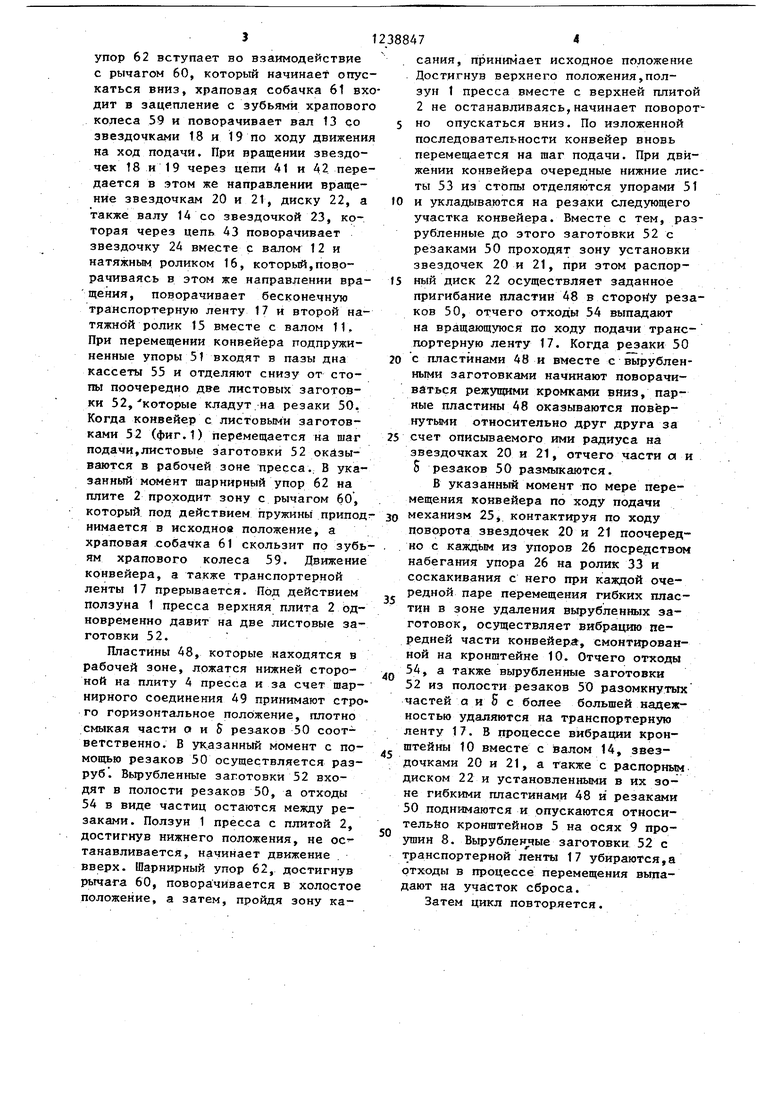
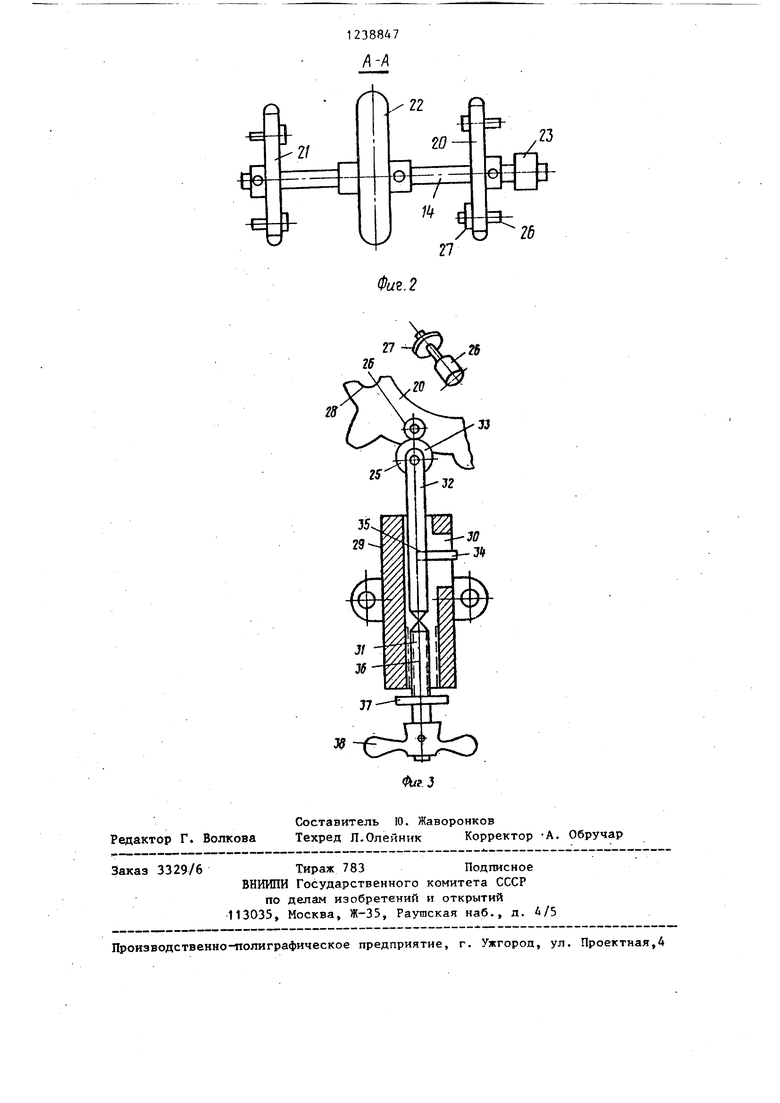
На фиг.1 изображено устройство для вырубки заготовок из плоского материала; на фиг.2 - разрез А-А на фиг.1; на фиг.З - механизм перемещения ведомого вала.
Устройство содержит пресс, имеющий ползун 1f на котором закреплена верхняя подвижная плита 2, основание 3, нижнюю неподвижную плиту 4, закрепленную на основании 3 пресса, кронштейны 5 и 6, установленные на плите 4. Кронштейны 5 имеют площадки 7 с проушинами 8, в которых при помощи оси 9 установлены кронштейны 10, упирающиеся нижней стороной в площадки 7 кронштейнов 5, и выполнены с возможностью поворота в сторону установки верхней плиты 2 пресса. В кронштейнах 5 закреплены валы 11 и
12,В кронштейнах 6 установлен вал
13,на кронштейнах 10 закреплен вал
14,На валу 11 закреплен натяжной ролик 15, а на валу 12 аналогично натяжной ролик 16, которые охватывает бесконечная транспортерная лента 17. На валу 13 закреплены звездочки 18 и 19, а на валу 14 идентично к звездочкам 18 и 19 закреплены звездочки 20 и 21 распорный диск 22, диаметр которого несколько больше, чем диаметр звездочек 20 и 21,а также звездочка 23.
Кроме того, на валу 12 закреплена звездочка 24, Кронштейны 10 снабжены механизмом 25 (фиг,2). Механизм 25 выполнен в виде стержневых упоров 26, на резьбовом участке которого навинчена гайка 27, и отверстий 28,вы- полн« нных по окружности на звездочках 20 и 21 и расположенных между зубьями соответственно. Стержневые упоры 26 посредством резьбового участка и гайки 27 закреплены в отверстиях 28 звездочек 20 и 21. Меха- низмь 25 содержат закрепленные с двух сторон на кронштейнах 5 в зоне расположения вала 14 вертикально закрепленные втулки 29. На верхней части втулки 29 выполнен паз 30, а на нижней части - резьбовый участок 31 (фиг,2), Сверху во втулке 29 одним концом установлен направляющий стер2388471
жень 32 с роликом 33 и штифтом 34, который одним концом 35 закреплен на стержне 32 и перемещается вдоль паза 30. Ролик 33 контактирует снизу
5 поочередно с каждым из упоров 26, установленных на звездочках 20 и 21 соответственно. В резьбовом участке 31 втулки 29 одним концом ввинчен винтовой упор 36, в головку которого
10 упирается нижний конец стержня 32, На свободном конце винтового упора 36 установлена контргайка 37 и зак-г реплен маховичек 38, Кроме того, на кронштейне 5 шарнирно закреплен
15 натяжной ролик 39, подпружиненный пружиной 40. Звездочки 18 и 20 охватывает бесконечная цепь 41, Звездочки 19 и 21 охватывает бесконечная цепь 42, а звездочки 23 и 24 - бес20 конечная цепь 43. Бесконечные цепи 41 и 42 собраны из отдельных звеньев 44 и 45, на каждом из которых вьтол- нен кронштейн 46 с отверстием 47, посредством которых на бесконечных
25 цепях 41 и 42 двумя концами закреплены гибкие пластины 48, связанные между собой попарно с помощью шарнирных узлов 49, на которых закреп- лены полые резаки 50, составляющие в
30 совокупности вьфубной конвейер. Резаки 50 выполнены из частей о и S , которые в совокупности составляют заданную геометрическую форму.
Кроме того, на заданных гибких пластинах 48 установлены упоры 51, Резаки 50 вырубают заготовки 52 из листового материала 53, образуя при зтом отходы 54, выполненные в виде отдельных частиц. Для загрузки лис- тойого материала 53 сверху конвейера по ходу подачи на весу установлена кассета 55, дно которой вьтолнено в виде направляющих реек 56, образующих пазы ДЛЯ прохода подпружиненных упоров 51.Кассета смонтирована на кронштейне 57, закрепленном на основании 3 пресса, и выполнена с возможностью вертикального регулировочного перемещения от маховика 58, Привод выполнен в виде храпового колеса 59, закрепленного на валу 13, подпружиненного рычага 60 с храповой собачкой 61, упора 62, шарнирно закрепленного на плите 2.
Устройство работает следующим образом ,
При движении вниз ползуна 1 с верхней упорной плитой 2 шарнирный
упор 62 вступает во взаимодействие с рычагом 60, который нaчинaet опускаться вниз, храповая собачка 61 входит в зацепление с зубьями храпового колеса 59 и поворачивает вал 13 со 5 звездочками 18 и 19 по ходу движения на ход подачи. При вращении звездочек 18 и 19 через цепи 41 и 42 передается в этом же направлении вращение звездочкам 20 и 21, диску 22, а 10 также валу 14 со звездочкой 23, которая через цепь 43 поворачивает звездочку 24 вместе с валом 12 и натяжным роликом 16, который,поворачиваясь н этом же направлении вра- 15 щения, поворачивает бесконечную транспортерную ленту 17 и второй натяжной ролик 15 вместе с валом 11, При перемещении конвейера подпружиненные упоры 51 входят в пазы дна 20 кассеты 55 и отделяют снизу от стопы поочередно две листовых заготовки 52,которые кладут на резаки 50. Когда конвейер с листовьми заготовками 52 (фиг.1) перемещается на шаг 25 подачи,листовые заготовки 52 оказываются в рабочей зоне пресса.. В указанный момент шарнирный упор 62 а плите 2 проходит зону с рычагом 60
сания, принимает исходное положе Достигнув верхнего положения,ползун 1 пресса вместе с верхней пли 2 не останавливаясь,начинает пово но опускаться вниз. По изложенно последовательности конвейер вновь перемещается на шаг подачи. При д жении конвейера очередные нижние ты 53 из стопы отделяк)тся упорами и укладываются на резаки следующе участка конвейера. Вместе с тем, рубленные до этого заготовки 52 с резаками 50 проходят зону установ звездочек 20 и 21, при этом распо ный диск 22 осуществляет заданное пригибание пластин 48 в cToporiy р ков 50, отчего отходы 54 выпадают на вращающзтося по ходу подачи тра портерную ленту 17. Когда резаки с пластинами 48 и вместе с вырубл ными заготовками начинают поворач ваться режущими кромками вниз, па ные пластины 48 оказываются повер ну тьми относительно друг друга з счет описьгааемого ими радиуса на звездочках 20 и 21, отчего части S резаков 50 размыкаются.
В указанный момент по мере пер мещения конвейера по ходу подачи
который под действием пружины приподг- 30 механизм 25 контактируя по ходу
нимается в исходное положение, а храповая собачка 61 скользит пр зубьям храпового колеса 59. Движение конвейера, а также транспортерной ленты 17 прерывается. Под действием ползуна 1 пресса верхняя плита 2 одновременно давит на две листовые заготовки 52.
Пластины 48, которые находятся в рабочей зоне, ложатся нижней стороной на плиту 4 пресса и за счет шарнирного соединения 49 принимают стро го горизонтальное положение, плотно смыкая части о и S резаков 50 соответственно. В ук.азанный момент с помощью резаков 50 осуществляется разруб . Вырубленные заготовки 52 входят в полости резаков 50, а отходы 54 в виде частиц остаются между резаками. Ползун 1 пресса с плитой 2, достигнув нижнего положения, не ос- танавливается, начинает движение вверх. Шарнирный упор 62, достигнув рычага 60, поворачивается в холостое положение, а затем, пройдя зону касания, принимает исходное положение Достигнув верхнего положения,ползун 1 пресса вместе с верхней плитой 2 не останавливаясь,начинает поворотно опускаться вниз. По изложенной последовательности конвейер вновь перемещается на шаг подачи. При движении конвейера очередные нижние листы 53 из стопы отделяк)тся упорами 51 и укладываются на резаки следующего участка конвейера. Вместе с тем, разрубленные до этого заготовки 52 с резаками 50 проходят зону установки звездочек 20 и 21, при этом распорный диск 22 осуществляет заданное пригибание пластин 48 в cToporiy резаков 50, отчего отходы 54 выпадают на вращающзтося по ходу подачи транспортерную ленту 17. Когда резаки 50 с пластинами 48 и вместе с вырубленными заготовками начинают поворачиваться режущими кромками вниз, парные пластины 48 оказываются поверну тьми относительно друг друга за счет описьгааемого ими радиуса на звездочках 20 и 21, отчего части аи S резаков 50 размыкаются.
В указанный момент по мере перемещения конвейера по ходу подачи
поворота звездочек 20 и 21 поочередно с каждым из упоров 26 посредством набегания упора 26 на ролик 33 и соскакивания с него при каждой очередной паре перемещения гибких пластин в зоне удаления вырубленных заготовок, осзпцествляет вибрацию передней части конвейер, смонтированной на кронштейне 10. Отчего отходы 54, а также вырубленные заготовки 52 из полости резаков 50 разомкнутых частей а и S с более большей надежностью удаляются на транспортерную ленту 17. В процессе вибрации кронштейны 10 вместе с is ал ом 14, звездочками 20 и 21, а также с распорньм диском 22 и установленными в их зоне гибкими пластинами 48 и резаками 50 поднимаются и опускаются относи- тельйо кронштейнов 5 на осях 9 проушин 8. Вьфублен чые заготовки 52 с транспортерной ленты 17 убираются,а отходы в процессе перемещения выпадают на участок сброса. Затем цикл повторяется.
Редактор Г. Волкова
Составитель 10. Жаворонков
Техред Л.Олейннк Корректор -А, Обручар
3329/6
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. Д/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4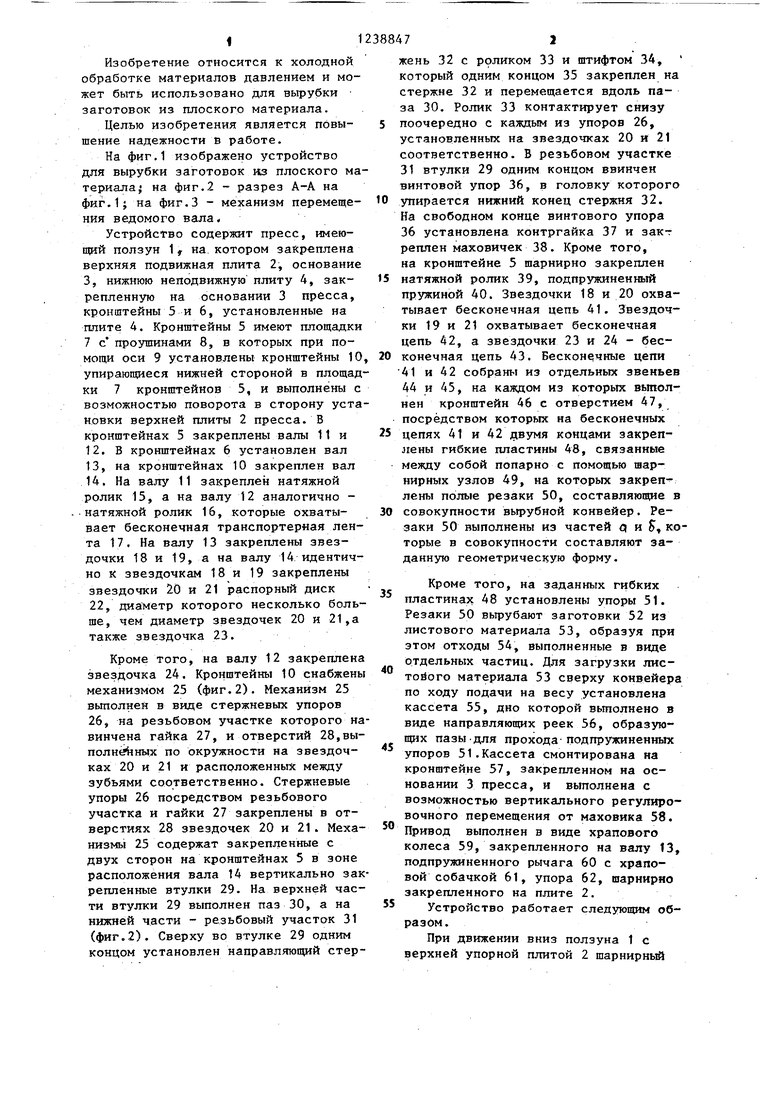
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1983 |
|
SU1123782A1 |
