f 1
Изобретение относится к холодной обработке материалов давлением и может быть использовано для вырубки заготовок из плоского материала.
Целью изобретения является расширение технологических возможностей путем укладки заготовок в стопы.
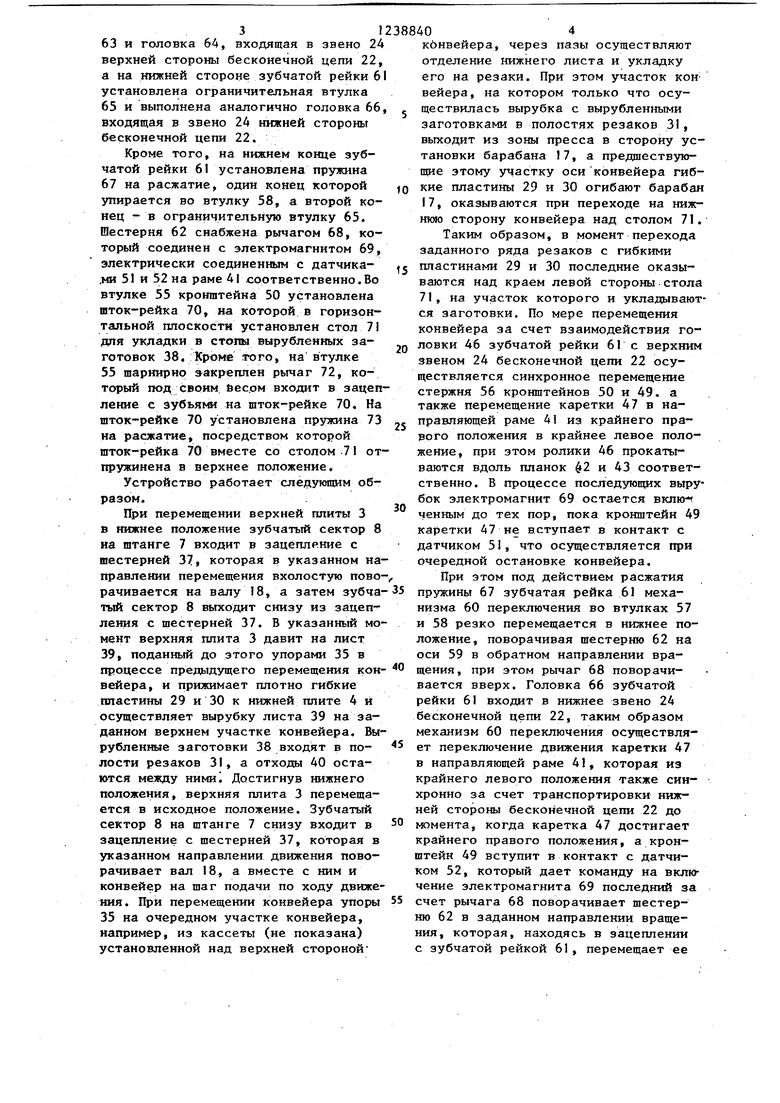
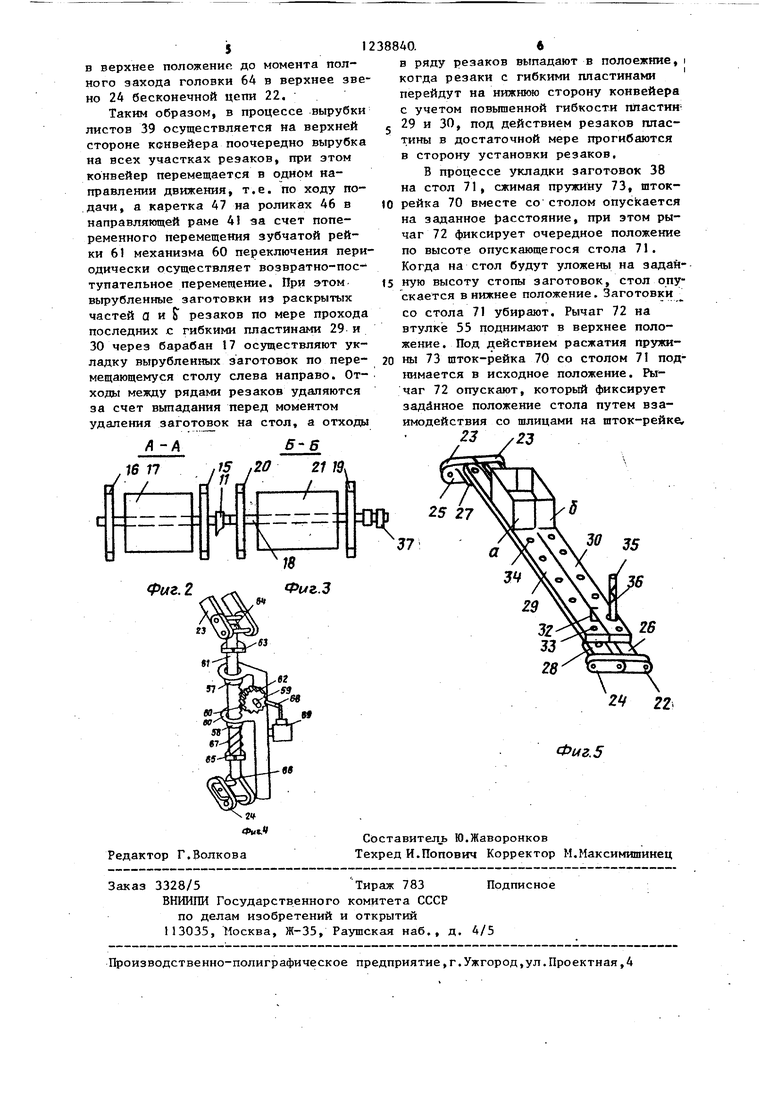
На фиг.1 изображено устройство для вырубки заготовок из плоского материала; на фиг.2 - разрез А- А на фиг.1; на фиг.З - разрез Б-Б на фиг.; на фиг.4 - зубчатая рейка механизма перемещения стола для размещения заготовок; на фиг.5 - узел крепления полых резаков.
Устройство для вырубки заготовок из плоского материала содержит пресс, имеющий основание 1, ползун 2 с подвижной верхней плитой 3, неподвижную нижнюю плиту 4.
На верхней плите 3 вертикально закреплена втулка 5 с винтом 6, в которой на заданном уровне закреплена штанга 7, Яа конце которой выполнен зубчатый сектор 8. С одной стороны пресса на нижней плите 4 горизонтально закреплены кронштейны 9, а с другой стороны пресса аналогично - кронштейны 10. Кронштейны 9 снабжены втулками 11, а кронштейны 10 - втулками 12, которые в кронштейнах 10 выполнены с возможностью горизонтального регулировочного пе:ремещения с помощью винта 13. Во втулках 11 кронштейнов 9 установлен вал 14, на котором закреплены звездочки 15 и 16 а также натяжной барабан 17. Во втулках 12 кронштейнов 10 установлен вал 18, на котором закреплены звездочки 19 и 20, а также натяжной барабан 21. Звездочки 15 и 19 огибает бесконечная цепь 22. Бесконечные цепи 22. и 23 собраны из отдельных звеньев 24 и 25, снабженных кронштейнами 26 и 27 с отверстиями 28. Бесконечные цепи 22 и 23 несут на себе гибкие пластины 29 и 30 с полыми резаками 31, составляющие в совокупности вырубной конвейер. Каждый из резаков 31 выполнен из частей а и S , которые в замкнутом положении составляют заданную геометрическую форму. Гибкие пластины 29 н 30 связаны между собой шарнирно с помощью шарнирных узлов 32, выполненных ближе к концу на гибких пластинах. На .концах гибких пластин 29 и 30 выполнены отверстия 33, а вдоль пластин - резьбовые отверстия 34.
38840i
Кроме того, на концах заданных
гибких пластин 30 ближе к краю одним концом установлены упоры 35, подпружиненные пружиной 36. Ширина гибких пластин 29 и 30 равна ширине звеньев 24 и 25. Гибкие пластины 29 и 30 посредством отверстий 33 зак- реплень двумя концами за счет отверстий 28 к кронштейнам 26 и 27,
to а резаки 31 на гибких пластинах 29 и 30 закреплены с помощью резьбовых отверстий 34 соответственно. Для перемещения конвейера на шаг подачи на валу 18 закреплена шестерня 37, J5 входящая периодически в зацепление с валом 18 в одном направлении вращения, т.е. в сторону подачи конвейера. Резаки 31 вырубают заготовки 38 из листового материала 39, образуя
20 при этом частицы отходов 40. Перед основанием 1 пресса в зоне установки кронштейнов 9 параллельно по отношению к установке конвейера установлена направляющая рама 41. Направляю25 щая рама 41 собрана из верхних и тисних направляющих планок 42 и 43, связанных между собой с зазором и снабженных кронштейном 44 с отверстиями 45, посредством которых на3Q правляющая рама 41 закреплена на основании 1 пресса.
В зазорах между направляющими планками 42 и 43 с помос1ью роликов 46 с возможностью перемещения установлена каретка 47, на которой посредством болтов 48 в пролете направ- , ляющей pabffiii 47 вертикально закреплен кронштейн 49, на конце которого горизонтально закреплен кронштейн 501 Кронштейн 49 контактирует с датчи- каМи 51 и 52, установленными на раме 41. На одном конце кронштейна 50 вертикально закреплена втулка 53 с винтом 54, а на втором конце - втулка 55. Во втулке 53 на заданном уровне нижним концом закреплен стержень 56, на конце которого соосно между собой закреплены втулки 57 и 58 и ось 59 посредством которых на стержне 56 смонтирован механизм 60. Втул50 ки 57 и 58 на стержне 56 располагаются в пролете бесконечной цепи 22. Механизм 60 переключения выполнен в виде подвижной зубчатой рейки 61, установленной во втулках 57 и 58, и
55 шестерни 62, установленной на оси 59, которая находится в зацеплении с зубчатой рейкой 61. На верхней части зубчатой рейки 61 выполнены буртик
35
40
45
63 и головка 64, входящая в звено 24 верхней стороны бесконечной цепи 22, а на нижней стороне зубчатой рейки 61 установлена ограничительная втулка 65 и выполнена аналогично головка 66, входящая в звено 24 нижней стороны бесконечной цепи 22.
Кроме того, на нижнем конце зубчатой рейки 61 установлена пружина 67 на расжатие, один конец которой упирается во втулку 58, а второй конец - в ограничительную втулку 65. Шестерня 62 снабжена рычагом 68, который соединен с электромагнитом 69, электрически соединенным с датчика- ,ми 51 и 52 на раме 41 соответственно.Во втулке 55 кронштейна 50 установлена шток-рейка 70, на которой в горизонтальной гшоскости установлен стол 71 для укладки в стопы вырубленных заготовок 38, Кроме ггого, на втулке 55 шарнирно закреплен рычаг 72, который под своим йес.ом входит в зацепление с зyбья в на шток-рейке 70. На шток-рейке 70 установлена прулсина 73 на расжатие, посредством которой шток-рейка 70 вместе со столом 71 от- пружинена в верхнее положение.
Устройство работает следующим образом.
При перемещении верхней плиты 3 в нижнее положение зубчатый сектор В на штанге 7 входит в зацепление с шестерней 37, которая в указанном направлении перемещения вхолостую поворачивается на валу 18, а затем зубчатый сектор 8 выходит снизу из зацепления с шестерней 37. В указанный момент верхняя плита 3 давит на лист 39, поданный до этого упорами 35 в процессе предыдущего перемещения кон- вейера, и прижимает плотно гибкие пластины 29 и 30 к нижней ппите 4 и осуществляет вырубку листа 39 на заданном верхнем участке конвейера. Вы- рубленгале заготовки 38 входят в по- лости резаков 31, а отходы 40 остаются между ними Достигнув нижнего положения, верхняя плита 3 перемещается в исходное положение. Зубчатый сектор 8 на штанге 7 снизу входит в зацепление с шестерней 37, которая в указанном направлении движения поворачивает вал 18, а вместе с ним и конвейер на шаг подачи по ходу движения. При перемещении конвейера упоры 35 на очередном участке конвейера, например, из кассеты (не показана) установленной над верхней стороной
0
д с 5
конвейера, через пазы осуществляют отделение нижнего листа и укладку его на резаки. При этом участок конвейера, на котором только что осуществилась вырубка с вырубленными заготовками в полостях резаков 31, выходит из зоны пресса в сторону установки барабана 17, а предшествующие этому участку оси конвейера гибкие пластины 29 и 30 огибают барабан 17, оказываются при переходе на нижнюю сторону конвейера над столом 71.
Таким образом, в момент перехода заданного ряда резаков с гибкими пластинами 29 и 30 последние оказываются над краем левой стороны стола 71, на участок которого и укладываются заготовки. По мере перемещения конвейера за счет взаимодействия головки 46 зубчатой рейки 61с верхним звеном 24 бесконечной цепи 22 осуществляется синхронное перемещение стержня 56 кронштейнов 50 и 49. а также перемещение каретки 47 в направляющей раме 41 из крайнего правого положения в крайнее левое положение, при этом ролики 46 прокатываются вдоль планок 2 и 43 соответственно. В процессе последующих вырубок электромагнит 69 остается ченным до тех пор, пока кронштейн 49 каретки 47 не вступает в контакт с датчиком 51, что осуществляется при очередной остановке конвейера.
При этом под действием расжатия пружины 67 зубчатая рейка 61 механизма 60 переключения во втулках 57 и 58 резко перемещается в нижнее положение, поворачивая шестерню 62 на оси 59 в обратном направлении вращения, при этом рычаг 68 поворачивается вверх. Головка 66 зубчатой рейки 61 входит в нижнее звено 24 бесконечной цепи 22, таким образом механизм 60 переключения осуществляет переключение движения каретки 47 в направляющей раме 41, которая из крайнего левого положения также синхронно за счет транспортировки нижней стороны бесконечной цепи 22 до момента, когда каретка 47 достигает крайнего правого положения, а кронштейн 49 вступит в контакт с датчиком 52, который дает команду на включение электромагнита 69 последний за счет рычага 68 поворачивает шестерню 62 в заданном направлении вращения, которая, находясь в зацеплении с зубчатой рейкой 61, перемещает ее
в верхнее положение до момента полного захода головки 64 в верхнее звено 24 бесконечной цепи 22.
Таким образом, в процессе вырубки листов 39 осуществляется на верхней стороне кенвейера поочередно вырубка на всех участках реэаков, при этом конвейер перемещается в одном направлении движения, т.е. по ходу подачи, а каретка 47 на роликах 46 в направлякяцей раме 41 за счет попеременного перемещения зубчатой рейки 61 механизма 60 переключения периодически осуществляет возвратно-поступательное перемещение. При этом вырубленные заготовки из раскрытых частей а и f резаков по мере прохода последних с гибкими пластинами 29 и 30 через барабан 17 осуществляют укладку вырубленных заготовок по перемещающемуся столу слева направо. Отходы между рядами резаков удаляются за счет выпадания перед моментом удаления заготовок на стол, а отходы
в ряду резаков выпадают в полоежние, i огда резаки с гибкими пластиками ерейдут на нижнюю сторону конвейера с учетом повьппенной гибкости пластин29 и 30, под действием резаков пластины в достаточной мере прогибаются в сторону установки резаков,
В процессе укладки заготовок 38 на стол 71, сжимая пружину 73, штокрейка 70 вместе со столом опускается на заданное расстояние, при этом рычаг 72 фиксирует очередное положение по высоте опускающегося стола 71. Когда на стол будут уложены на заданную высоту стопы заготовок, стол опускается в нижнее положение. Заготовки
со стола 71 убирают. Рычаг 72 на втулк е 55 поднимают в верхнее полоение. Под действием расжатия пруям- нь1 73 шток-рейка 70 со столом 71 поднимается в исходное положение. Рычаг 72 опускают, который фиксирует задАнное положение стола путем взаимодействия со щлицами на шток-рейке.
Фиг. 2
м
Фыг.З
Редактор Г.Волкова
Щ
25 27
37
35
24
иг.5
Составителе Ю.Жаворонков Техред И.Попович Корректор М.Максимищинец
Заказ 3328/5 Тираж 783 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4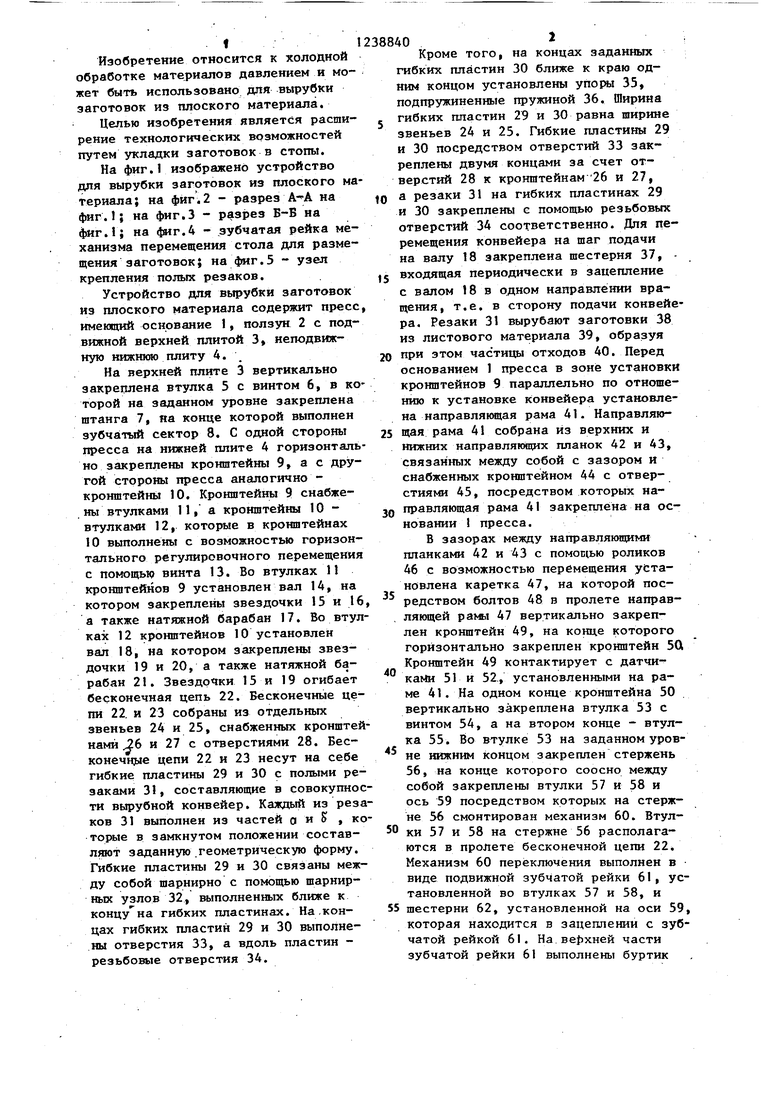
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1983 |
|
SU1123782A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
