Изобретение относится к холодной обработке материалов давлением и может быть использовано для вырубкИ заготовок из плоского материала.
Целью изобретения является повы- 5 шение производительности процесса вырубки путем вырубки заготовок на подвижной и неподвижной плитах.
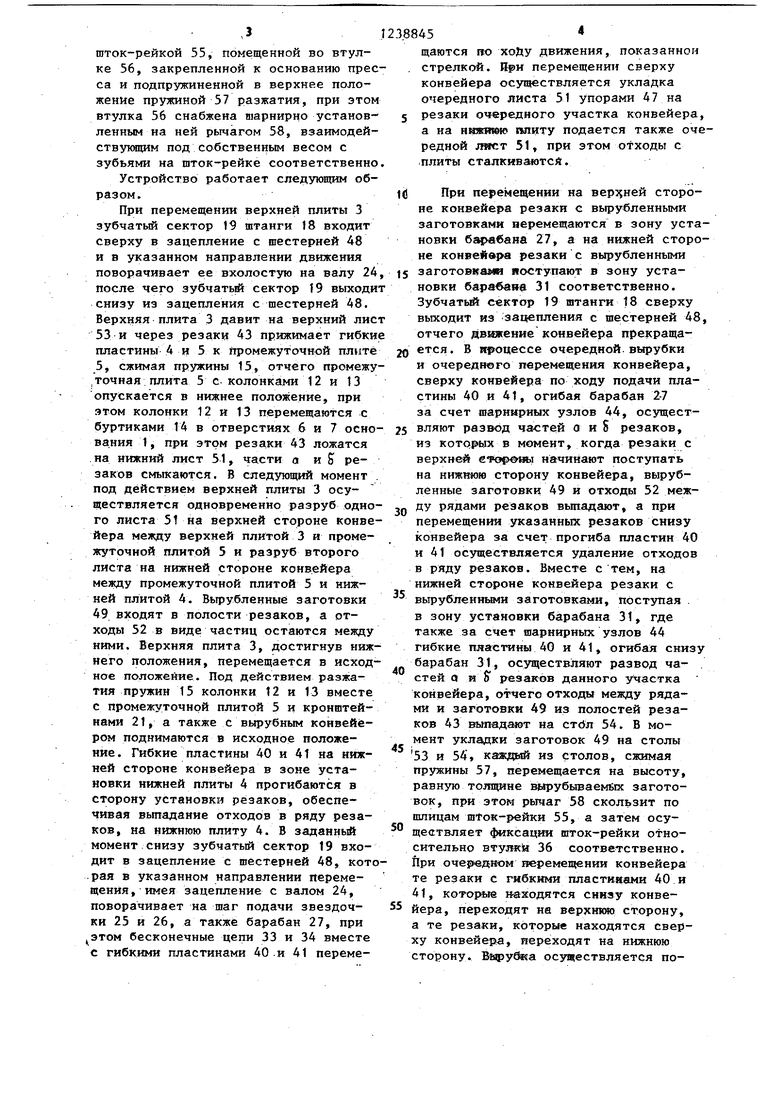
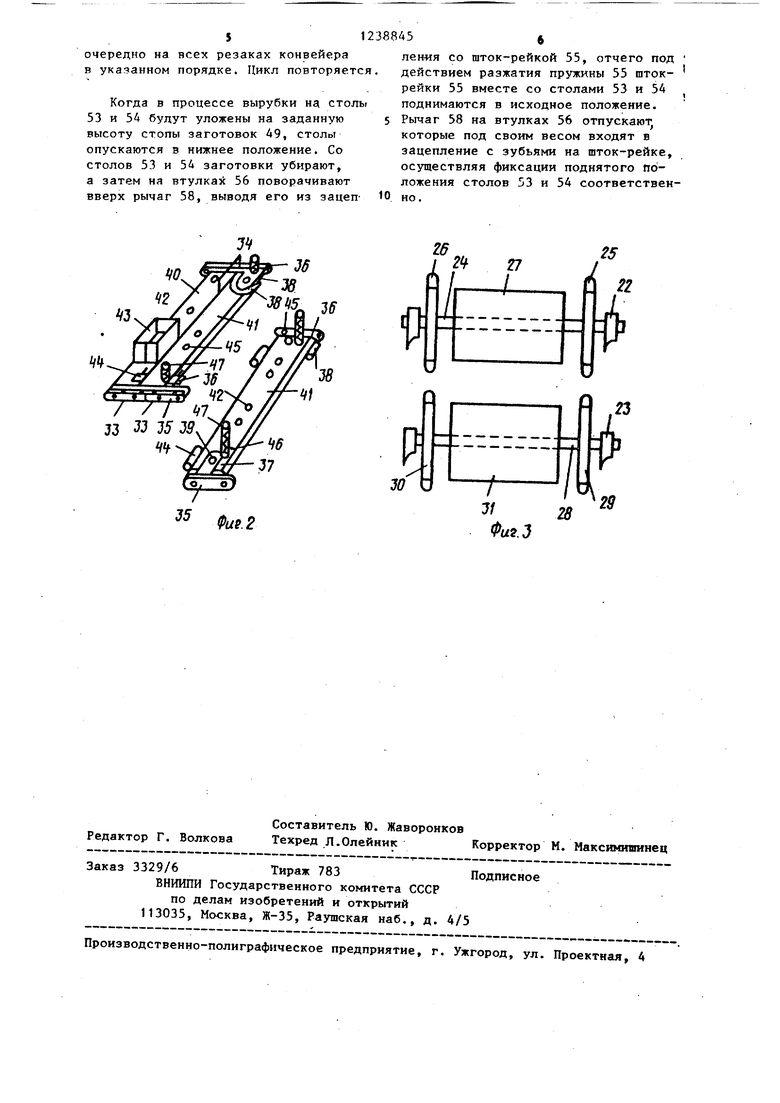
На фиг. 1 изображено устройство для вырубки заготовок из плоского 10 материала; на фиг. 2 - гибкие пластины j на фиг. 3 - валы.
УстройствЬ для вьгрубки заготовок из плоского материала содержит осно- jj вание 1, ползун 2, на котором закреплена верхняя плита 3, нижнюю плиту А, закрепленную на основании 1 пресса, и промежуточную плиту 5. На одном конце нижней плиты 4 выпол- нены отверстия 6 и 7, заканчивающиеся окнами 8 и 9, а йа промежуточной плите 5 соосно по отношению к отверстиям 6 и 7 - отверстия 10 - 11 соответственно. В отверстиях 6 и 7 нижней j, ПЛИТЫ 4 с возможностью вертикального перемещения установлены колонки 12 и 13, снабженные буртиком 14, которые установлены в окнах 8 и 9 соответственно . Колонки 12 и 13 подпружинены пружинами 15, установленньми в окнах 8 и 9, один конец которых упирается в основание 1 пресса, а второй конец - в буртик 14 колонок 12 и 13 соот 5етственно. Свободные концы коло- нок. 12 и 13 закреплены в отверстиях 35 10 и 11 промежуточной плиты 5. На верхней плите 3 вертикашьно закреплена втулка 16 с винтом 17, в которой на заданном уровне закреплена штанга 18 с «еубчатым сектором 19. С двух рон на торце промежуточной плиты 5 посредством отверстий 20 горизонтально закреплены кронштейны 21 (показаны с одной стороны), которые на заданное расстояние выступают по обе стороны основания 1 пресса. С одной стороны кронштейнов 21 вьтолнены втулки 22, а с противоположной стороны кронштейнов - втулки 23 (показаны с одной стороны). Во втулках кронштейнов 50 21 установлен вал 24, на котором закреплены звездочки 25 и 26, а также натяжной барабан 27 соответственно. Во втулках 23 кронштейнов 21 установлен вал 28, на котором закреплены 55 звездочки 29 и 30 а также натяжной барабан 31. Для регулировочного перемещения втулки 23 на кронштейнах 21
30
, 5 0 5
выполнены с возможностью горизонтального регулировочного перемещения от винта 32. Звездочки 25 и 29 охватывает бесконечная цепь 33, а звездочки 26 и 30 - бесконечная цепь 34. Бесконечные цепи 33 и 34 собраны из отдельных звеньев 35 и 36, снабженных кронштейном 37 и 38 с отверстиями 39 соответственно. Бесконечные цепи 33 и 34 несут на себе гибкие пластины 40 и 41, на которых в ряд посредством резьбовых отверстий 42 закреплены части а и Si полого резака 43, которые в замкнутом положении составляют заданную геометрическую форму, которые в совокупности составляют вьфубной конвейер. Гибкие пластины 40 и 41 связаны между собой с двух сторон шарнирными узлами 44 соответственно. Ширина пластин 40 и 41 равна длине звеньев 35 и 36 соответственно. Кроме того, на концах каждой из гибкой пластины 40 и 41 выполнено резьбовое отверстие 45, а на пластинах 41 - резьбовое отверстие 46. Гибкие пластины 40 и 41 посредством резьбовых отверстий 45 закреплены к кронштейнам 37 и 38 смежных звеньев 35 и 36 соответственно. На заданных гибких пластинах 41 и в резьбовых Jтвepcтияx 46 одним концом закреплен подпружиненный упор 47 для отделения нижнего листа, например, из кассеты (не показана), которая может быть установлена свер ху конвейера по ходу подачи. Для осуществления перемещения конвейера на шаг подачи на валу 22 закреплена шестерня 48, которая с валом 22 имеет зацепление в одном направлении вращения и взаимодействует с зубчатым сектором 19 штанги 18. По ходу движения с одной стороны гибкие пластины 40 и 41 огибают натяжной барабан 27, а с другой стороны - натяжной барабан 31 соответственно. Резаки 43 вырубьтают заготовки 49 из листового материала 50 и 51 одновременно на двух сторонах конвейера, образуя при зтом отходы 52, В1 толиенные в виде отдельных частиц.
. Для укладки в стопы вырубленных заготовок 49 с одной стороны пресса в зоне установки барабана 27 установлен стол 53, а с другой стороны пресса в зоне установки барабана 31 - стол 54. Столы 53 и 54 вьтолнены одинаково, каждьй из которых снабжен
опускается в этом колонки буртиками 1А вания 1, при
шток-рейкой 55, помещенной во втулке 56, закрепленной к основанию пресса и подпружиненной в верхнее положение пружиной 57 разжатия, при этом втулка 56 снабжена шарнирно установ- ленным на ней рычагом 58, взаимодей- ствукнцим под собственным весом с зубьями на шток-рейке соответственно
Устройство работает следующим образом.
При перемещении верхней плиты 3 зубчатый сектор 19 штанги 18 входит сверху в зацепление с шестерней ДВ и в указанном направлении движения поворачивает ее вхолостую на валу 24 после чего зубчатьй сектор 19 выходи снизу из зацепления с шестерней 48. Верхняя плита 3 давит на верхний лис 53 и через резаки 43 прижимает гибки пластины 4 и 5 к промежуточной плите 5, сжимая пружины 15, отчего промежу ,точная плита 5 с колонками 12 и 13 нижнее положение, при 12 и 13 перемещаются с в отверстиях 6 и 7 осно- этом резаки 43 ложатся на нижний лист 51, части а и J резаков смыкаются. В следующий момент под действием верхней плиты 3 осуществляется одновременно разруб одного листа 51 на верхней стороне конвейера между верхней плитой 3 и промежуточной плитой 5 и разруб второго листа на нижней стороне конвейера между промежуточной плитой 5 и нижней плитой 4. Вьфубленные заготовки 49 входят в полости резаков, а отходы 52 в виде частиц остаются между ними. Верхняя плита 3, достигнув нижнего положения, перемещается в исходное положейие. Под действием разжатия пружин 15 колонки 12 и 13 вместе с промежуточной плитой 5 и кронштейнами 21, а также с вырубным конвейером поднимаются в исходное положение. Гибкие пластины 40 и 41 на нижней стороне конвейера в зоне установки нижней плиты 4 прогибаются в сторону установки резаков, обеспечивая выпадание отходов в ряду резаков, на нижнюю плиту 4. В заданный момент снизу зубчатый сектор 19 входит в зацепление с шестерней 48, которая в указанном направлении перемещения, имея зацепление с валом 24, поворачивает на таг подачи звездоч- ки 25 и 26, а также барабан 27, при этом бесконечные цепи 33 и 34 вместе с гибкими пластинами 40.и 41 переме
5 .
1238845
щаются во хойу движения, показанной стрелкой. Нри перемещении сверху конвейера осуществляется укладка очередного листа 51 упорами 47 на резаки очередного участка конвейера, а на нижтею влиту подается также очередной лист 51, при этом отходы с .плиты сталкиваютсй.
d
s 0 5 5
0
5
0
5
При перемещении на стороне конвейера резаки с вырубленными заготовками перемещаются в зону установки бэд абана 27, а на нижней стороне конвейера резаки с вырубленными заготовками поступают в зону установки бара6ан 1 31 соответственно. Зубчатьй С€ктор 19 штанги 18 сверху выходит из зацепления с шестерней 48, отчего двкжевие конвейера прекращается. В нроцессе очередной, вырубки и очередного перемещения конвейера, сверху конвейера по ходу подачи пластины 40 и 41, огибая барабан 2-7 за счет шарнирных узлов 44, осуществляют частей а и S резаков, из которых в момент, когда резаки с верхней начинают поступать на нижвюю сторону конвейера, вырубленные заготовки 49 и отходы 52 между рядами резаков выпадают, а при перемещении указанных резаков снизу конвейера за счет прогиба пластин 40 и 41 осуществляется удаление отходов в ряду резаков. Вместе с тем, на нижней стороне конвейера резаки с вырубленными заготовками, поступая . в зону установки барабана 31, где также за счет шарнирных узлов 44 гибкие пластины 40 и 41, огибая снизу барабан 31, осуществляют развод частей о и S резаков данного участка конвейера, отчего отходы между рядами и заготовки 49 из полостей резаков 43 выпадают на стйл 54. В момент укладки заготовок 49 на столы 53 и 54, каждый из столов, сжимая пружины 57, перемещается на высоту, равную толщине внрубываембпс заготовок, при этом рьгааг 58 скользит по шпицам щток-рейки 55, а затем осуществляет фиксации шток-рейки относительно втулки 36 соответственно. При очередном перемещении конвейера те резаки с гибкими пластинами 40 и 41, которые находятся снизу конвейера, переходят на верхнюю сторону, а те резаки, которые находятся сверху конвейера, переходят на нижнюю сторону. ЪъфуОка осуществляется поочередно на всех резаках конвейера
в указанном порядке. Цикл повторяется,
Когда в процессе вырубки на столы 53 и 5А будут уложены на заданную высоту стопы заготовок 49, столо опускаются в нижнее положение. Со столов 53 и 54 заготовки убирают, а затем на втулках 56 поворачивают вверх рычаг 58, выводя его из зацепления со шток-рейкой 55, отчего под действием разжатия пружины 55 шток- рейки 55 вместе со столами 53 и 54 поднимаются в исходное положение.
Рычаг 58 на втулках 56 отпускают которые под своим весом входят в зацепление с зубьями на шток-рейке, осуществляя фиксации поднятого положения столов 53 и 54 соответственно.
W.
W
Зв
Фа. 2
и
LJL
25
22
Ч
-t-
28
Фиг.д
29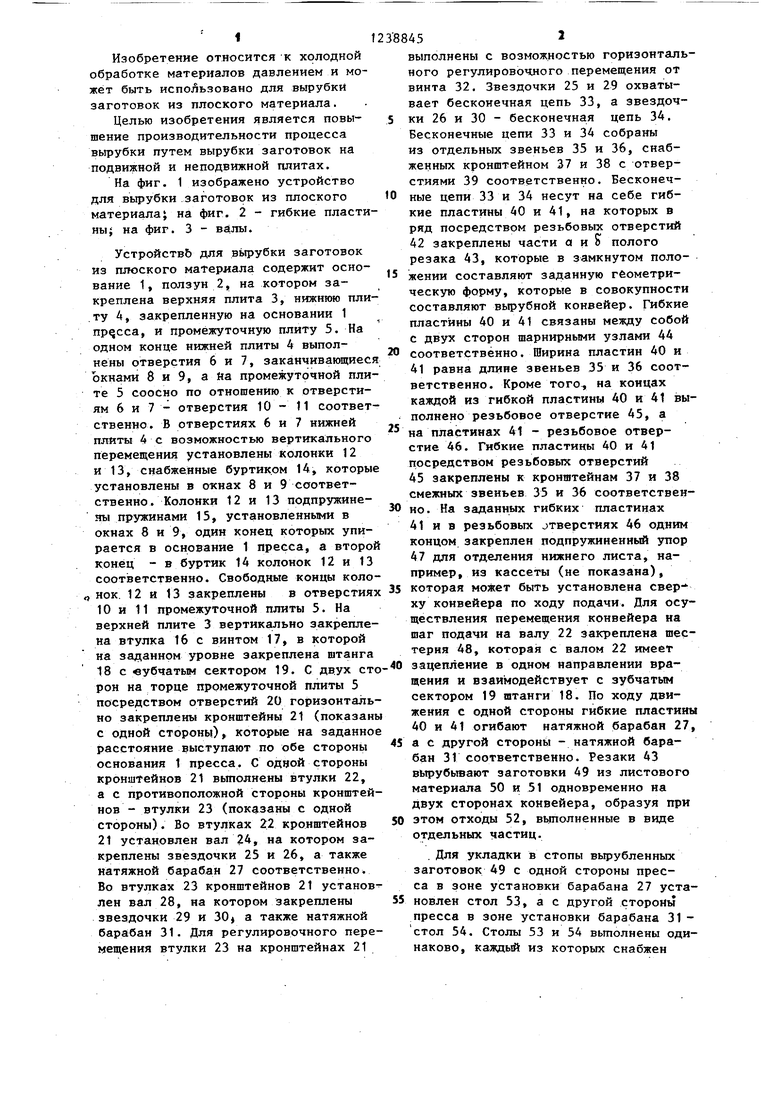
Составитель Ю. Жаворонков Lr: f Техред л .Олейник корректор М. Макснмишинец
Заказ 3329/6Тираж 783 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1983 |
|
SU1123782A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
