1238924
Изобретение относится к электродуговой сварке и может быть использовано преимуществ.енно для сварки трехфазной дуги неплавящимися элект- .родами в среде защитных газов.
Цель изобретения - повьшение надежности и снижение затрат на изготовление горелки.
На фиг.1 изображена двухзлектрод- ная горелка, фронтальная проекция, разрез; на фиг.2 - разрез А-А на фиг.1.
Горелка состоит из корпуса 1 с присоединенным к нему с помощью накидного кольца 2 соплом 3 с прлос- тью 4 охлаждения. В отверстия 5 корпуса вставлены цангодержатели 6, имекнцие в нижней части уплотняющие выступы 7, расширительные камеры 8 и кольцевые канавки 9 и 10. В цанго- держателях 6 вставлены цанги 11,имею |Щие в верхней части кольцевые выступы 12, кольцевые канавки 13 и сквозные отверстия 14 для прохождения защитного газа. Цанги 11 предназначе ны для крепления вольфрамовых электродов 15. На цангодержателях 6 ус- .тановлены кольца 16, выполненные со штуцерами. Кольца 16 закреплены с двух сторон накидными гайками 17 и 18 через уплотняющие прокладки 19 и 20 и крышками 21 с штуцерами 22.
В корпусе 1 горелки выполнены отверстия 23 для прохождения, охлаждающей воды в сопло 3 через уплотняющие прокладки 24 и отверстия 25 корпуса 1. В цангодержателях 6 кольцевые канавки 9 и 10 соединены между собой продольными пазами 2,6, а вставляемые в цангодержатели цанги 1 1 имеют проходящие от кольцевых канавок 13 по всей длине цанги па- . зы 27..
Канавка 10 образует кольцевую полость охлаждения с внутренней поверхностью корпуса 1, а канавка 9 - кольцевую полость охлаждения с внутренней поверхностью кольца 16.
Горелка работает следующим образом.
Перед началом сварки в горелку подается охлаждающая вода, которая, пройдя через щтуцер кольца 16, попа
5
0
дает в кольцевую канавку 9 в верхней части цангодержателя 8 и через пазы 26 между цангодержателем 6 и на- . кидной гайкой 18 проходит в полость, образованную кольцевой канавкой 10 в нижней части цангодержгтеля 6 и внутренней поверхностью корпуса 1, а через отверстие 23 в корпусе 1 и уплотняющую прокладку 24 и корпус 25, попадает в полость 4 охлаждения сопла 3. Пройдя по полости охлаждения аналогично, охлаждакицая вода выходит из горелки на слив через штуцер второго токоподвода.
Защитный газ попадает в каждый токоподвод через штуцер 22 крьш1ки 21 и через отверстия 14 в кольцевом выступе 12 верхней части цанги 11 и полости, образованные внутренней поверхностью цангодержателя 6 и пазами 27 на внутренней поверхности цанги 11, поступает в расширительную камеру 8 нижней части цангодержателя 6, откуда поступает в сопло 3, истекая из которого защищает свариваемую деталь от окружающего воздуха. Подвод тока к электродам 15 осуществляется от штуцера кольца 16 через, накидные гайки 17 и 18, цангодержа- 0 тель 6 и цангу 11. Зажатие электродов 15 в цангах 11 осуществляется при навинч1тпании крьш1ки 21 на цанго- (Держатель 6.
В предлагаемой горелке конструк- ция токоподводов не требует применения пайки. Так как паяные швы являются местами, подверженными интенсивной коррозии и последующему разрушению с нарушением их герметичности, то надежность предлагаемой горелки повьшается. Следовательно увеличивается и ресурс ее работы. Отсутствие деформаций, возникающих при
пайке, позволяет повысить точность изготовления камер охлаждения, цан- годержателей и выдержать заданный угол меаду осями цангодержателей и осями токоподводов. В результате исключаются затраты на трудоемкие процессы пайки и подгонки, а следовательно, снижаются затраты на изготовление горелки.
22
АРедактор Н.Данкулич
Составитель Г.Квартальнова Техред М.Ходанич
Заказ 3334/10Тираж 1001Подписное
ВНИИПИ Государственного, комитета СССР
по делам изобретений и открытий 113 035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
Фиг. 2
Корректор Г.Решетник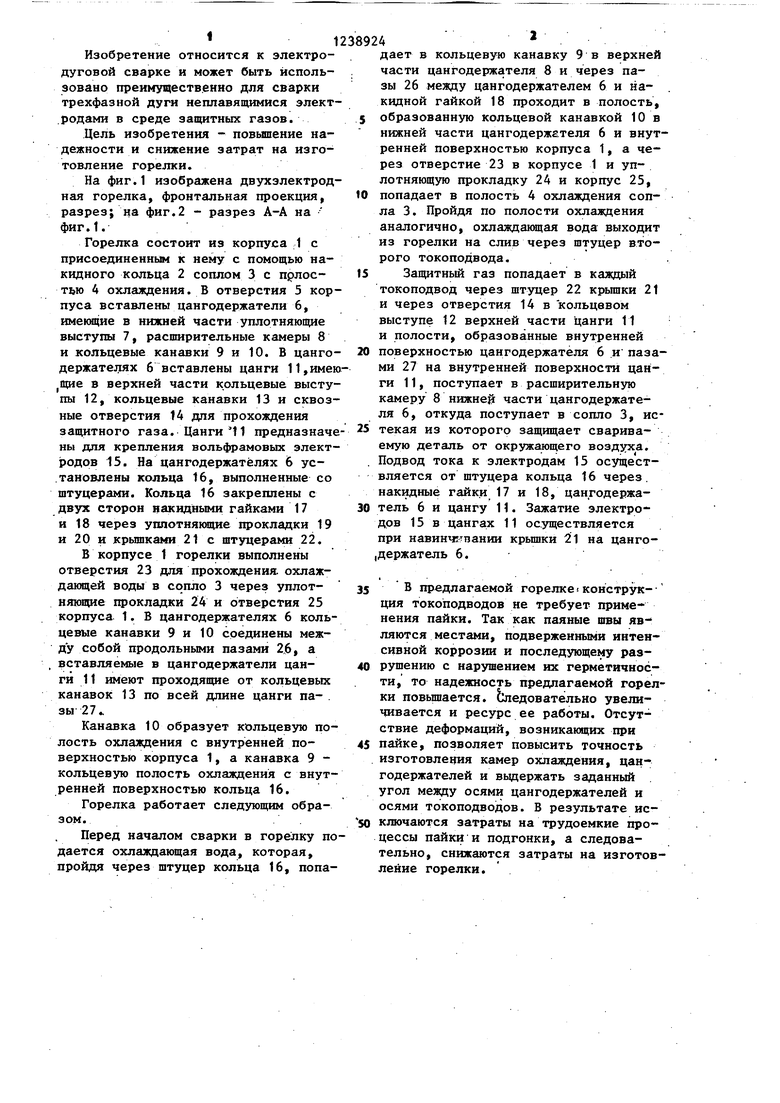
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1985 |
|
SU1291323A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| Двухэлектродная горелка для дуговой сварки не плавящимися электродами в защитных газах | 1977 |
|
SU660797A2 |
| Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах | 1976 |
|
SU603525A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Плазматрон | 1977 |
|
SU727369A1 |
| Горелка для сварки | 1968 |
|
SU254685A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |

| ГОРЕЛКА ДЛЯ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 0 |
|
SU207298A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах | 1976 |
|
SU603525A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
