1
Изобретение относится к области сварки и может быть использовано для электродуговой сварки и резки металлов сжатой дугой.
По основному авторскому свидетельству № 603525 известна двухэлектродная горелка для дуговой сварки неплавящимися элект родами в защитных газах, содержащая кррпус с закрепленным на ней соплом, выполненным с полостью охлаждения и каналами для направления защитного газа, а также установленные в корпусе электрододержатели с токоподводамн. Между корпу-. сом и соплом установлена уплотняющая прокладка. Токоподводы выполнены с полтетями охлаждения, соединенными с полостью охлаждения сопла каналами, выполненными в корпусе горелки, в сопле по периметру входных отверстий каналов для направления защитного газа выполнены выступы, а в корпусе выполнены соответствующие им по форме пазы, при этом уплотняющая прокладка отделена от каналов для направления защитного газа упомянутымн выступами.
К недостаткам известной горелкн следует отнести невозможность применения ее
для сварки или резки сжатой дугой, т.к. в этих случаях требуется тангенциальная масса плазмообразующего газа по касательной к внутренней поверхности сопла.
Целью настоящего изобретения является обеспечение возможностн обработки сжатой дугой известной горелкой.
Поставленная цель достигается тем, что в горелке установлен клапан, закреплённый с возможностью осевого перемещения в отверстии, выполненном в корпусе со стороны
съемного сопла, последнее снабжено трубкой для тангенциальной подачн плазмообразующего газа и выступом со стороны торца, прилегающего к корпусу, в котором выполнен дополнительный канал для подачи плазмообразующего газа, сообщающийся с каналом для подачи, защитного газа и со входом вышеупомянутой трубки для тангенциальной подачи плазмообразующего газа, при этом выступ сопла взаимодействует с клапаном, наглухо перекрывающим выход защитного газа.
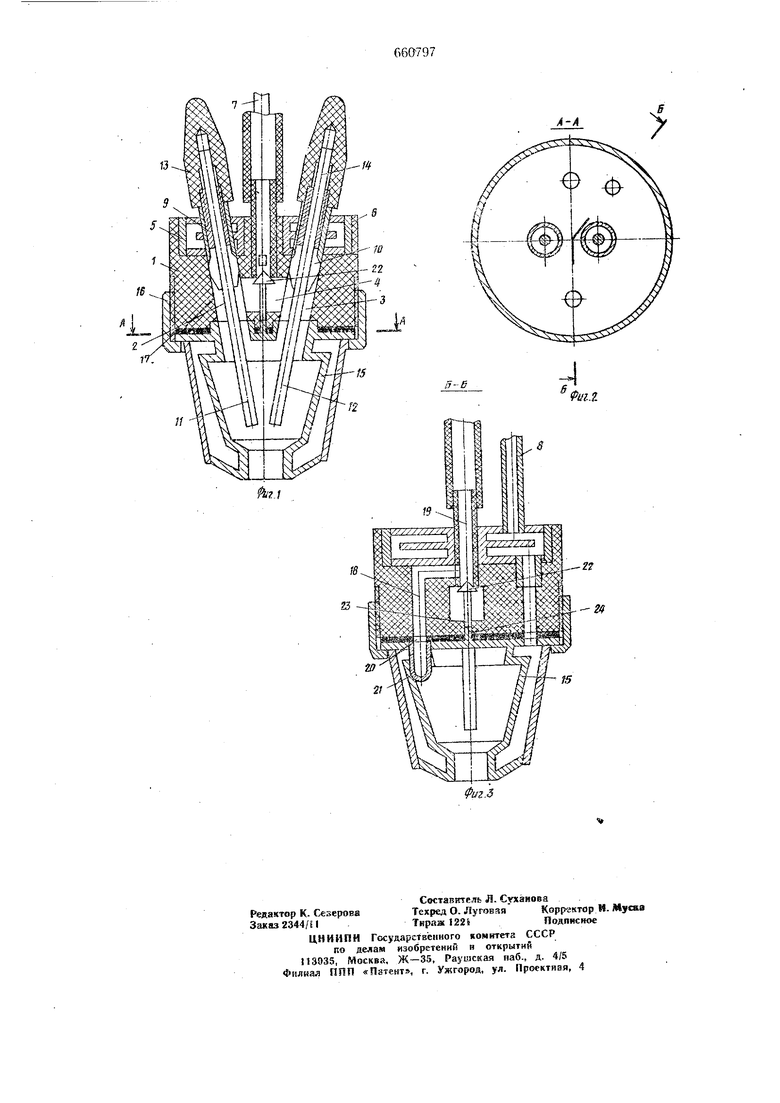
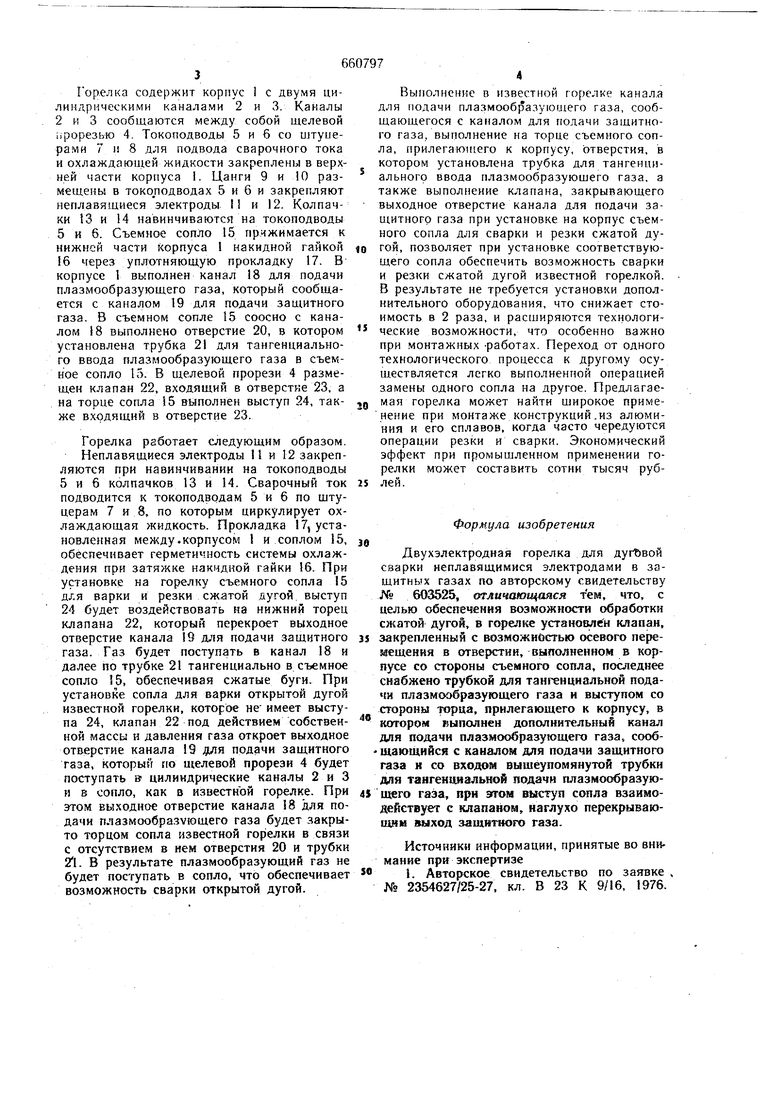
На фиг. 1 изображена двухэлектродная горелка в разрезе; на фнг. 2 - разрез по А-А на фиг. I; на фиг. 3 - разрез по Б-Б на фиг. 2. Горелка содержит корпус 1 с двумя цилиндрическими каналами 2 и 3. Каналы 2 и 3 сообщаются между собой щелевой ;форезью 4. Токоподводы 5 и 6 со UJTyueрами 7 и 8 для подвода сварочного тока и охлаждающей жидкости закреплены в верхней части корпуса I. Цанги 9 и 10 размещены в токоподводах 5 и 6 и закрепляют неплавящиеся электроды 11 и 12. Колпачки 13 и 14 навинчиваются на токоподводы 5 и 6. Съемное сопло 15 прижимается к нижней части корпуса 1 накидной гайкой 16 через уплотняющую прокладку 17. В корпусе 1 выполнен канал 18 для подачи плазмообразующего газа, который сообщается с каналом 19 для подачи защитного газа. В съемном сопле 15 соосно с каналом 8 выполнено отверстие 20, в котором установлена трубка 21 для тангенциального ввода плазмообразующего газа в съемное сопло 15. В щелевой прорези 4 размещен клапан 22, входящий в отверстие 23, а на торце сопла i5 выполнен выступ 24, также входящий в отверстие 23. Горелка работает следующим образом. Неплавящиеся электроды И и 12 закрепляются при навинчивании на токоподводы 5 и 6 колпачков 13 и 14. Сварочный ток подводится к токоподводам 5 и 6 по щтуцерам 7 и 8, по которым циркулирует охлаждающая жидкость. Прокладка 17, установленная между.корпусом 1 и соплом 15, обеспечивает герметичность системы охлаждения при затяжке накидной гайки 16. При установке на горелку съемного сопла 5 д/.я варки и резки сжатой дугой, выступ 24 будет воздействовать на нижний торец клапана 22, который перекроет выходное отверстие канала 19 для подачи защитного газа. Газ будет поступать в канал 18 и далее по трубке 21 тангенциально в съемное сопло 15, обеспечивая сжатые буги. При установке сопла для варки открытой дугой известной горелки, которое не имеет выступа 24, клапан 22 под действием собственной массы и давления газа откроет выходное отверстие канала 19 для подачи защитного таза, который по щелевой прорези 4 будет поступать в цилиндрические каналы 2 и 3 и в сопло, как в известной горелке. При этом выходное отверстие канала 18 для подачи плазмообра.эующего газа будет закрыто торцом сопла известной горелки в связи с отсутствием в нем отверстия 20 и трубки 21. В результате плазмообразующий газ не будет поступать в сопло, что обеспечивает возможность сварки открытой дугой. Выполненке в известной горелке канал.а для подачи плазмообразуюлего газа, сообщающегося с каналом для полачи защитного газа, выполнение на торце съемного сопла, прилегающего к корпусу, отверстия, в котором установлена трубка для тангенциального ввода плазмообразующего газа, а также выполнение клапана, закрывающего выходное отверстие канала для подачи защитного газа при установке на корпус съемного сопла для сварки и резки сжатой дугой, позволяет при установке соответствующего сопла обеспечить возможность сварки и резки сжатой дугой известной горелкой. В результате не требуется установки дополнительного оборудования, что снижает стоимость в 2 раза, и расщиряются технологические возможности, что особенно важно при монтажных -работах. Переход от одного технологического процесса к другому осуществляется легко выполненной операцией замены одного сопла на другое. Предлагаемая горелка может найти щирокое применение при монтаже конструкций.из алюминия и его сплавов, когда часто чередуются операции резки и сварки. Экономический эффект при промышленном применении горелки может составить сотни тысяч рублей. Формула изобретения Двухэлектродная горелка для дугЬвой сварки неплавящимися электродами в защитных газах по авторскому свидетельству Я« 603525, отличающаяся тем, что, с целью обеспечения возможности обработки сжатой дугой, в горелке устано 1л« н клапан. закрепленный с возможийстью осевого перемещення в отверстии, выполненном в корпусе со стороны съемного сопла, последнее снабжено трубкой для тангенциальной подачи плазмообразующего газа и выступом со стороны торца, прилегающего к корпусу, в котором выполнен дополнительный кгнал для подачи плазмообразующего газа, сообшающийся с каналом для подачи защитного газа к со входом вышеупомянутой трубки для тангенциальной подачи плазмообразующего газа, при эггом выступ сопла взаимодействует с клапаном, наглухо перекрываюиши выход защитного газа. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство по заявке , № 2354627/25-27, кл. В 23 К 9/16, 1976.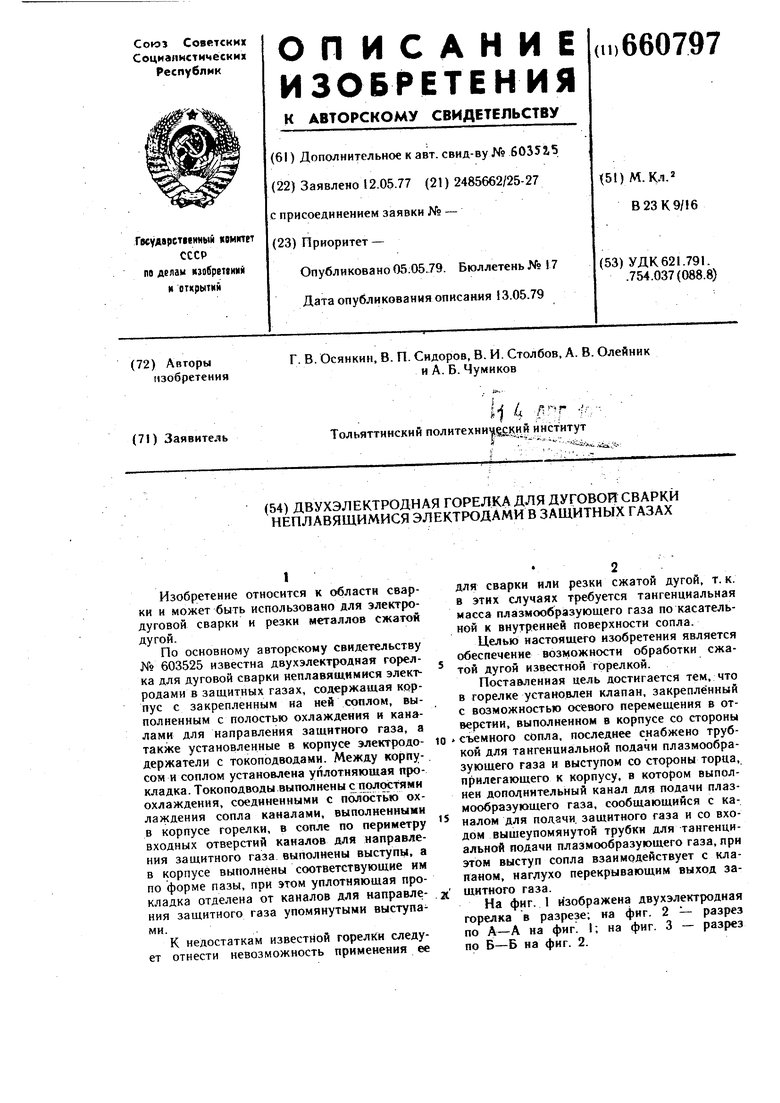
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1985 |
|
SU1291323A1 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
| Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах | 1976 |
|
SU603525A1 |
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| Горелка для плазменной наплавки | 1990 |
|
SU1756055A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1743755A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |