10
15
20
I1240624
Изобретение относится к оргтехнике и может быть использовано для изготовления пишущих головок для электростатической печати.
Целью изобретения является повьше- ние надежности в работе пишущей го- ловки и упрощение ее изготовления.
На фиг.1 представлено устройство, реализу1ощее предлагаемый способу на фиг.2 - участок круглой поверхности с навивкой; на фиг.З - участок зоны расположения штьфей, на фиг.4-6 - варианты фиксации проволок на штырях. При изготовлении пишущей головки - используют опробку, которая состоит из первой 1, второй 2, третьей 3 по- луформ и упругого цилиндра 4.
Полуформа 1 представляет собой металлический брусок, В-теле бруска имеются два продольных паза 5,длина каждого из которых равна длине пишущей головки. Пазы сообщаются с внешней поверхностью полуформы 1 с помо- пцзю литниковых отверстий 6.
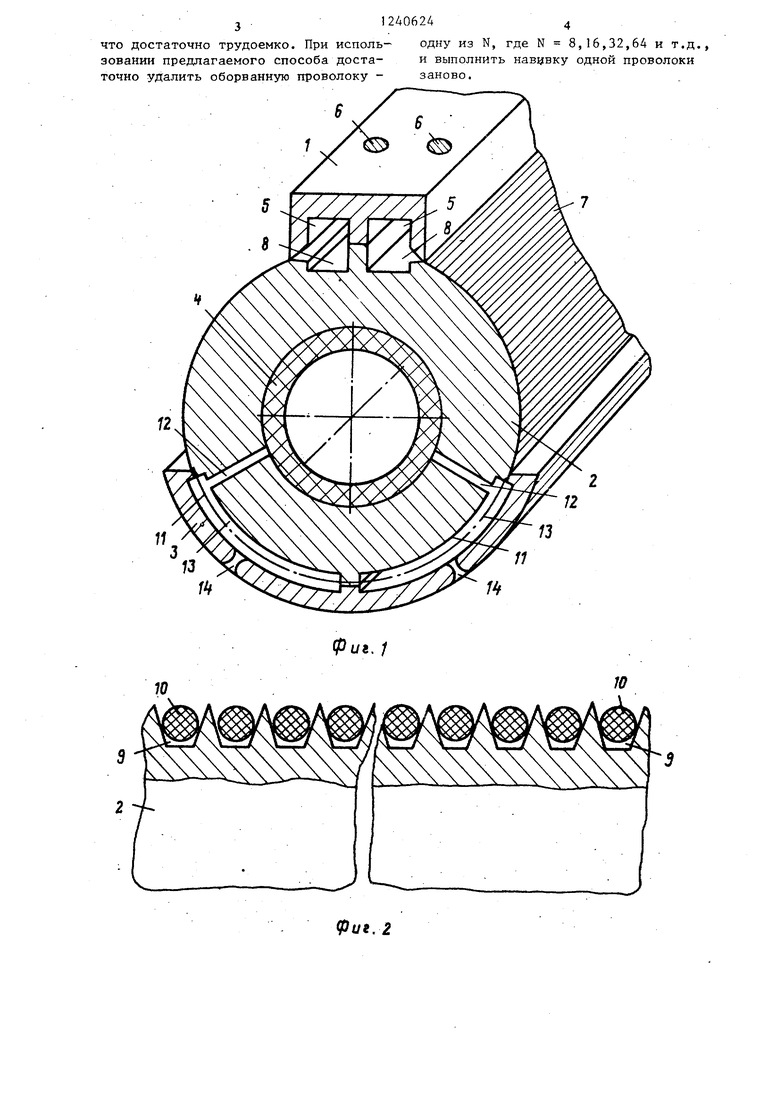
Полуформа 2 представляет собой полый металлический цилиндр 7, в верхней части которого расположены два пазы 8, совпадакяцие по конфигурации с пазами 5 полуфор «л 1. На боковых поверхностях полуфорья. 2 имеются канавки 9 (фиг.2) для укладки проволок 0. Канавки 9 выполнены в виде N-за- ходной резьбы, где N равно, например, восьми.
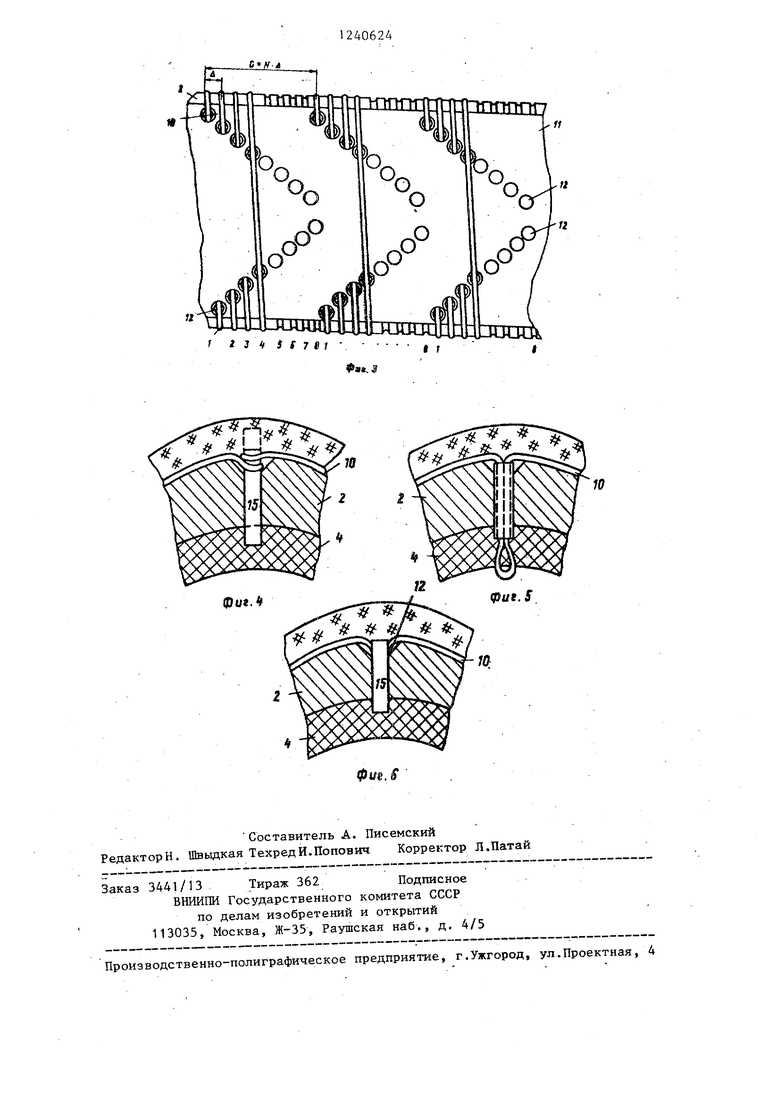
В нижней части полуформы имеются продольные сферические пазы I1, являющиеся зонами расположения штырей, последние устанавливаются в радиальные отверстия 12 (фиг.З). Отверстия 12 расположены по длине полуформы 2 с шагом G и по длине витка навивки с шагом (Г, Полуформа 3 представляет собой часть цилиндра, имеющего на внутренней поверхности пазы 13, совпадающие с пазами 11 полуформы 2, сообщающиеся с нарутюной поверхностью полуформы литниками 14. Полуфор№ 1 1 и 3 совместно с полуформой 2 служат формообразующими элементами при заливке навивки компаундом. При этом пазы 5 и 8 образуют электроды пишущей гоповки, а пазы 11 и 13 формируют выводы,, которые могут быть исполь- зо ваны как разъем или монтаясный элемент.
, Резиновый цилиндр 4 плотно установлен внутри полуформы 2 и предназначен для фиксации щтырей 15 (фиг.4).
сл
та пе он ве сл 4. пе во Фи ви с ис в ки 15 ли ми ва
J,. т. ви уд шт ви
3, по По во ун от
30
35
40
45
55
з в н
л л
50 пр 0 ло ва ча ни ди щ ви
5
0
Предлагаемый способ реализуется следующим образом.
На полуформу 2 в отверстия 12 устанавливаются штыри 15 (фиг.4) двух первых рядов таким образом, чтобы они с одной стороны выступали над поверхностью пазов 11, а с другой были слегка защемлены упругим цилиндром 4. Затем на полуформу 2 по виткам первого захода резьбы навивают проволоку 10, фиксируя ее на штырях 15. Фиксацию проволоки 10 можно осуществить накруткой, ее на щтырь 15 (фиг.4) с образованием внутренней петли при использовании пустотелого штыря 15 (фиг.5) или защемления проволоки 10 в пазу головки-штыря 15 (фиг.6). Точки соединения проволоки 10 и штырей. 15 пропаивают, после чего удаляют лишние участки проволоки между штырями и оба первых ряда штырей утапливают .
Затем навивают вторую, третью и ,. т.д. до N проволок, фиксируя каждый виток на соответствующих штырях 15, удаляя лишние участки и утапливая штьфи в цилиндре 4 по окончании навивки соответствующей проволоки 10.
После найивки N проволок на полуформу 2 устанавливает полуформы 1 и 3, заливают компаунд в пазы 5 и 8 посредством литниковых отверстий 6. После отверждения компаунда устройство переворачивают и заливают компаунд в пазы 11 и 13 через- литниковые отверстия 14.
0
5
Затем полуформы разбирают и, разрезают навивку между пазами 8. Во избежание прилипания компаунда к поверхностям пазов 5,8,11 и 13 их перед навивкой покрывают антиадгезионной смазкой.
Применение данного способа позволяет использовать при навивке проволоку от целого мотка и небольшие отрезки проволоки.
Во время навивки возможен обрыв проволоки (диаметр которой не более 0,08 мм)5 что нарушает навивку в целом или вызывает необходимость сращивания концов проволок. В первом случае это требует повторного вьтолне- ния навивки, во втором случае необходимо отмотать виток, чтобы место сра- щлвакля попало во внерабочую зону навивки и выполнить пайку проводов.
что достаточно трудоемко. При использовании предлагаемого способа достаточно удалить оборванную проволоку 12406244
одну из N, где N 8,16,32,64 и т.д., и выполнить навувку одной проволоки заново.
13
Г
12
13
11
Iff
Фи.1
фиг. 2
CjjVп
I г 3 jf i f j
11
I t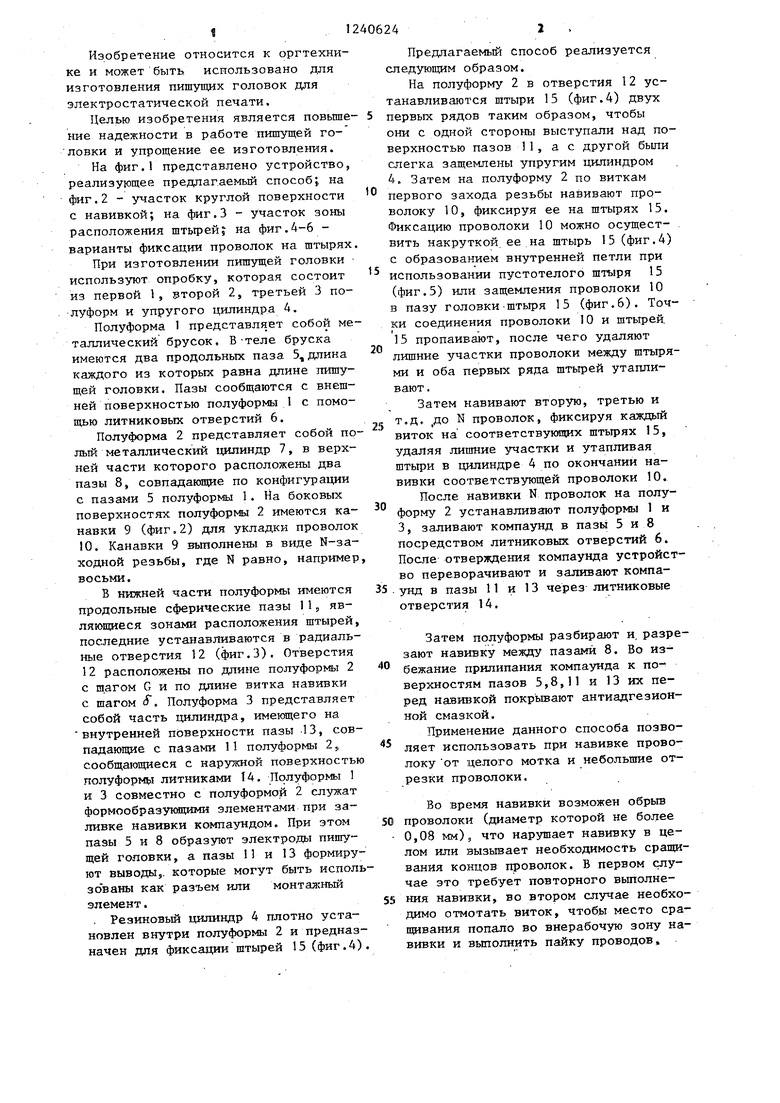
| название | год | авторы | номер документа |
|---|---|---|---|
| Литероноситель печатающего устройства и способ его изготовления | 1982 |
|
SU1207803A1 |
| Способ изготовления литероносителя для печатающего устройства | 1983 |
|
SU1227503A1 |
| Способ изготовления бесконечной литерной ленты для печатающего устройства | 1982 |
|
SU1100140A1 |
| Устройство для навивки пружин | 1982 |
|
SU1147495A1 |
| Устройство для навивания проволоки на штыри (колки) | 1957 |
|
SU117194A1 |
| Станок для изготовления бельевых прищепов | 1984 |
|
SU1191293A1 |
| Устройство для непрерывного изготовления колец | 1978 |
|
SU766715A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1123867A1 |
| Устройство для навивки ленты в спираль на ребро | 1986 |
|
SU1433549A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
фиг. 4)
put,f
Составитель A. Писемский РедакторН. Швьщкая Техред И. Попович Корректор Л.Патай
Заказ 3441/13Тираж 362Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фув.
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Механический грохот | 1922 |
|
SU41A1 |
