Изобретение относится к эксплуатации подъемно-транспортного оборудования и может быть использовано для соедкнения резинотросовых конвейерных лент и плоских канатов, армированных шнурами или тросами.
Целью изобретения является повышение долговечности стыкового соединения за счет стабилизации расстояния между тросами.
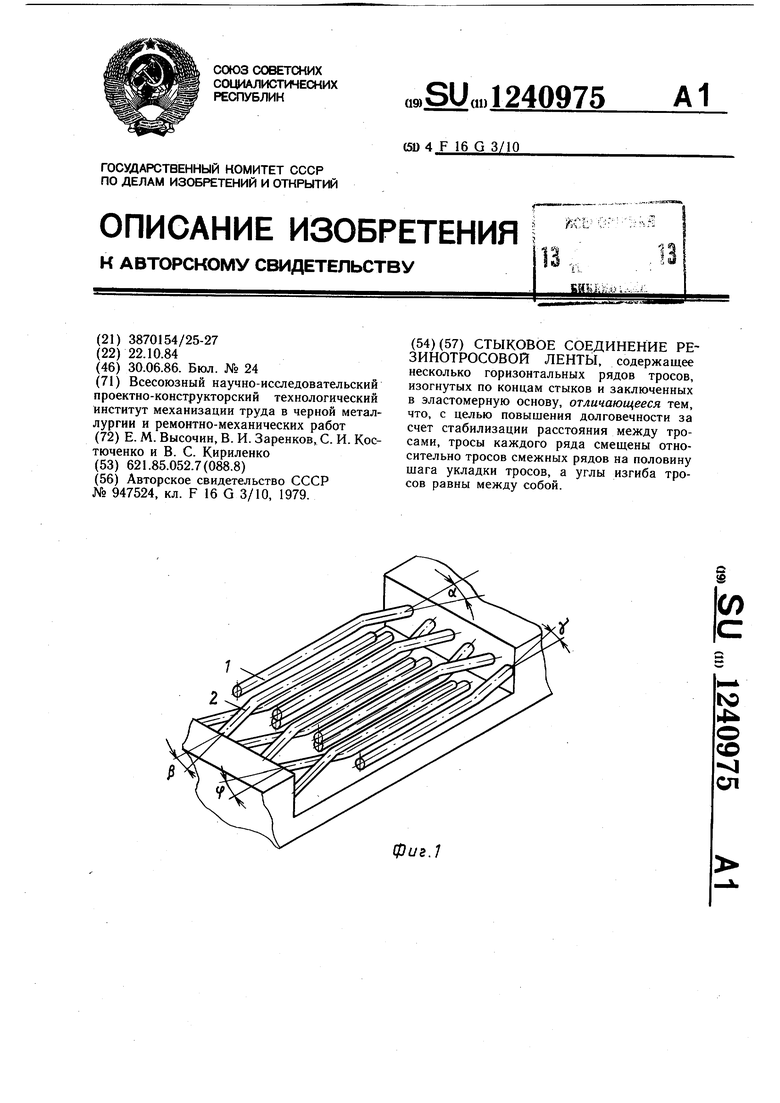
На фиг. 1 изображено стыковое соединение, продольное сечение; на фиг. 2 - то же, ю поперечное сечение; на фиг. 3 - силы, действующие на трос в месте изгиба.
Стыковое соединение состоит из тросов обоих концов 1 и 2 ленты, обкладок 3 и резиновых прослоек между тросами.
Тросы обоих концов 1 и 2 ленты попарно 5 размещены в месте соединения в шахматном порядке в два ряда. Между ними находится прослойка 4. Верхний ряд смещен на половину шага укладки, в результате чего тросы
прослоек одинакова. Поскольку тяговое усилие между тросами распределяется прокладками, то тросы окажутся одинаково нагруженными.
Большую роль на работу стыкового соединения оказывает выбор углов изгиба тросов, так как от их величины зависит степень загрузки тросов. На фиг. 3 показаны силы, действующие в точке изгиба А, где F - тяговое усилие; Р - сила, действующая вдоль изогнутого конца троса; Q -результирующая сила. Для полной передачи тягового усилия необходимо чтобы угол ф(а, р, у) изгиба тросов стремился к нулю, в этом случае Р и Q совпадут. При увеличении угла ф изгиба результирующая сила будет направлена вверх и стремится вывести т. А из стыкового соединения. Таким образом, увеличивая или уменьшая угол ф изгиба тросов, можно увеличивать или уменьшать тяговую способность стыкового соединения.
верхнего ряда располагаются в углублениях Q о долговечность. При неравенстве углов
между тросами нижнего ряда. Толщина прослойки равна расстоянию между тросами в ряду. Тросы закрыты сверху и снизу обкладками 3. Углы изгиба тросов на обоих концах ленты равны между собой.
изгиба у всех или части тросов соединения они окажутся неравномерно нагруженными как по величине, так и по направлению, в результате чего в процессе эксплуатации произойдет быстрое и последовательное разСборка стыкового соединения: на плас- 25 рушение тросов, а затем всего стыкового
тину, расположенную ниже ленты на величину, ра)вную половине толщины стыкового соединения, укладывают, попеременно чередуя, тросы каждого конца ленты. Затем, сверху накладывают лист прослоечной резины, и снова раскладывают тросы, обкладоч- ную резину и вулканизируют.
В полученном стыковом соединении расстояние между соседними тросами одина30
ково, следовательно, и толщина резиновых сами нижнего ряда.
соединения.
Смещение одного из рядов тросов относительно другого на половину шага укладки приводит к тому, что при вулканизации (температура 145±5°С и удельное давление на ленту 15 кгс/см) происходит размягчение сырой резины и вдавливание верхнего ряда в нижний. В результате чего верхний ряд окажется в углублениях между тропрослоек одинакова. Поскольку тяговое усилие между тросами распределяется прокладками, то тросы окажутся одинаково нагруженными.
Большую роль на работу стыкового соединения оказывает выбор углов изгиба тросов, так как от их величины зависит степень загрузки тросов. На фиг. 3 показаны силы, действующие в точке изгиба А, где F - тяговое усилие; Р - сила, действующая вдоль изогнутого конца троса; Q -результирующая сила. Для полной передачи тягового усилия необходимо чтобы угол ф(а, р, у) изгиба тросов стремился к нулю, в этом случае Р и Q совпадут. При увеличении угла ф изгиба результирующая сила будет направлена вверх и стремится вывести т. А из стыкового соединения. Таким образом, увеличивая или уменьшая угол ф изгиба тросов, можно увеличивать или уменьшать тяговую способность стыкового соединения.
о долговечность. При неравенстве углов
о долговечность. При неравенстве углов
изгиба у всех или части тросов соединения они окажутся неравномерно нагруженными как по величине, так и по направлению, в результате чего в процессе эксплуатации произойдет быстрое и последовательное раз
соединения.
Смещение одного из рядов тросов относительно другого на половину шага укладки приводит к тому, что при вулканизации (температура 145±5°С и удельное давление на ленту 15 кгс/см) происходит размягчение сырой резины и вдавливание верхнего ряда в нижний. В результате чего верхний ряд окажется в углублениях между тро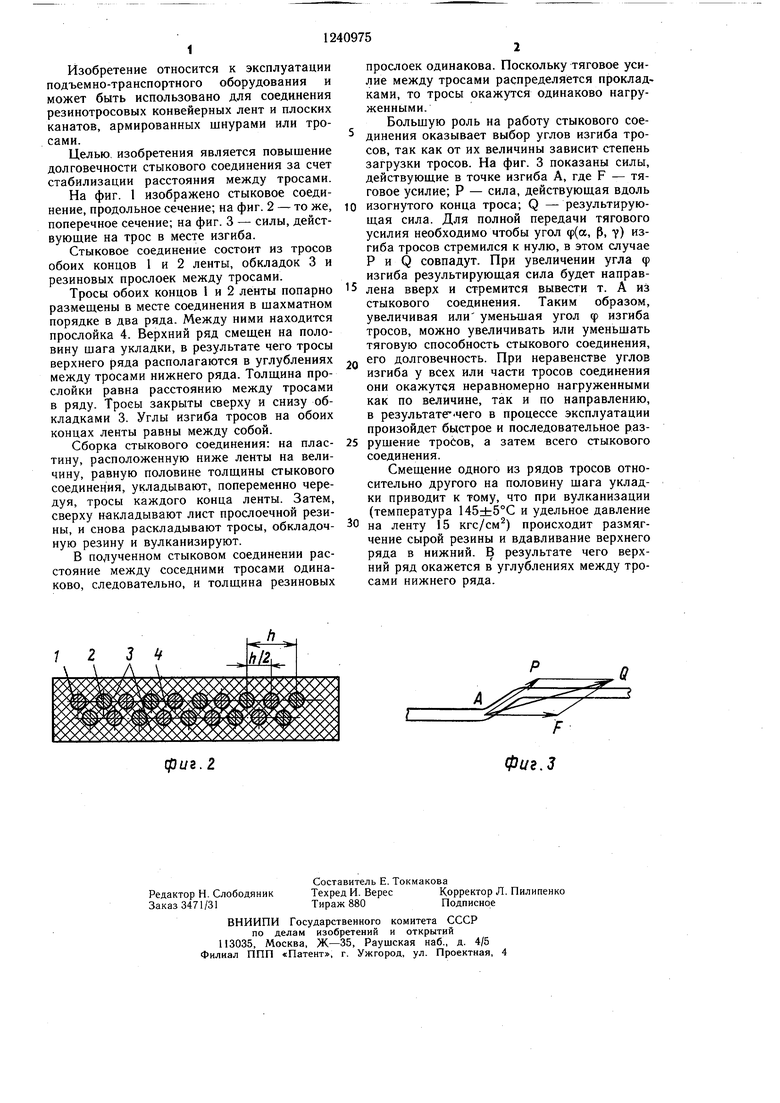
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Соединение лент | 1985 |
|
SU1325211A1 |
| Способ стыковки резинотросовых лент | 1978 |
|
SU737233A1 |
| Узел соединения концов резинотросовой ленты | 1989 |
|
SU1698527A1 |
| Способ стыковки резинотросовых лент | 1978 |
|
SU783035A1 |
| Стык конвейерной ленты | 1975 |
|
SU605757A1 |
| Соединение концов резинотросовой ленты | 1978 |
|
SU765567A1 |
| Соединение концов резинотросовой ленты встык | 1979 |
|
SU783521A1 |
| Гусеничный движитель | 1990 |
|
SU1782847A1 |
| Способ соединения резинотросовой ленты | 1977 |
|
SU640069A1 |
л
иг.2
Составитель Е. Токмакова
Техред И. ВересКорректор Л. Пилипенко
Тираж 880Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг.З
| Узел соединения концов резинотросовой ленты | 1979 |
|
SU947524A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
