1
Изобретение относится к эксплуатации ленточных конвейеров и может быть использовано для стыковки резинотросовых лент и плоских резинотросовых канатов.
Известны стыковые соединения резинотросовых лент, в которых тросы обоих кон- . цов ленты заканчиваются уступами, входящими при соединении, ленты друг в друга заделываемыми в резнну и прочно удерживаемыми в ней I.
Опытные нспытання стыковых соединений шириной 400-515 мм иа разрывной ю испытательной машине, показали что разрушение соединения происходит в переходной зоне входа тросов встык и в средней части.
Разрушение в переходной зоне обусловливается неравномерностью нагрузок в тросах из-за различия углов перегиба при входе их встык, а также неравномерностью нагрузки в тросе одного конца ленты из-за окончания уложенного внахлестку троса другой ленты.20
Разрушение в средией зоне обусловливается перегрузкой отдельных тросов из-за наличия в сечении окончаний тросов (их обрыва).
Как показали расчеты, коэффициент перегрузки наиболее нагруженного троса по сравнению со средним значением усилия в тросах составляет 1,2. Такая перегрузка приводит к уменьшению тяговой способности стыка минимум на . При этом увеличение количества тросов в стыке не обеспечивает значительного уменьшения коэффициеита иеравномерности натяженнй целых тросов в этом сечении.
Цель изoбpeтeн я - устранение указанных недостатков и повышеиие прочности соединения.
Указанная цель достигается тем, что накладки сиабжены разгрузочнымн элементами, выполненными в виде металлокордов, расположенных параллельно продольной оси ленты, длина разгрузочных элементов больше длины стыка, а диаметр металлокорда меньше толщины резнновой накладки.
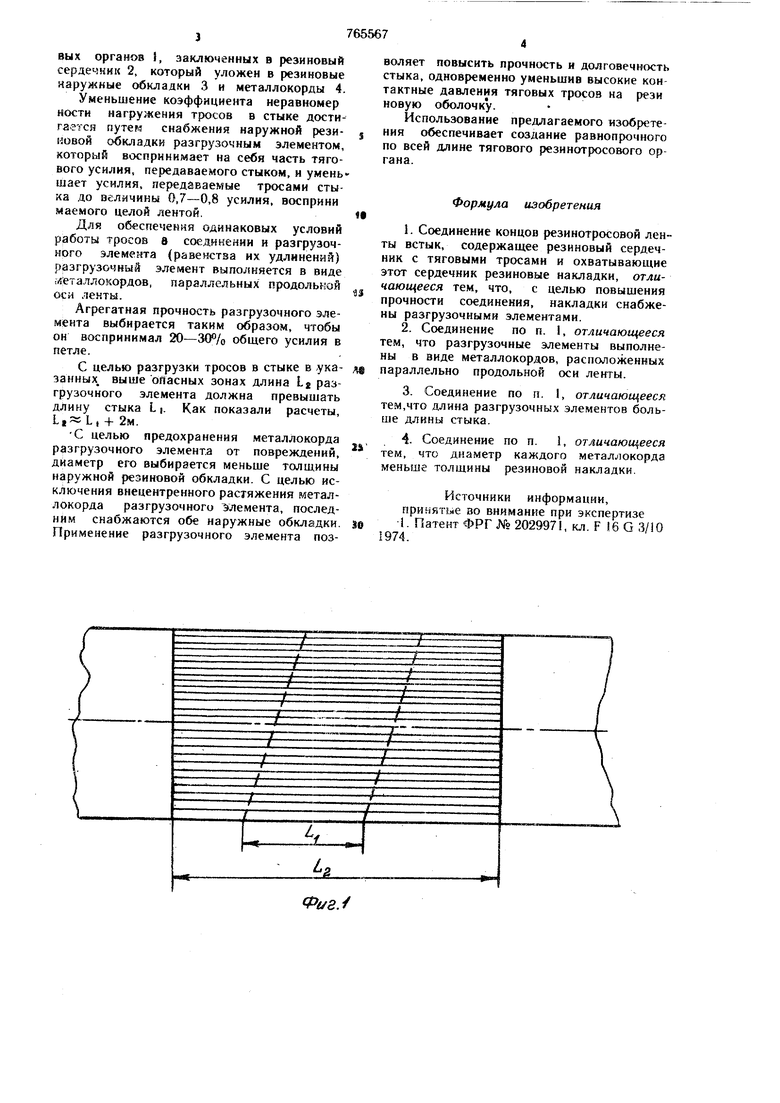
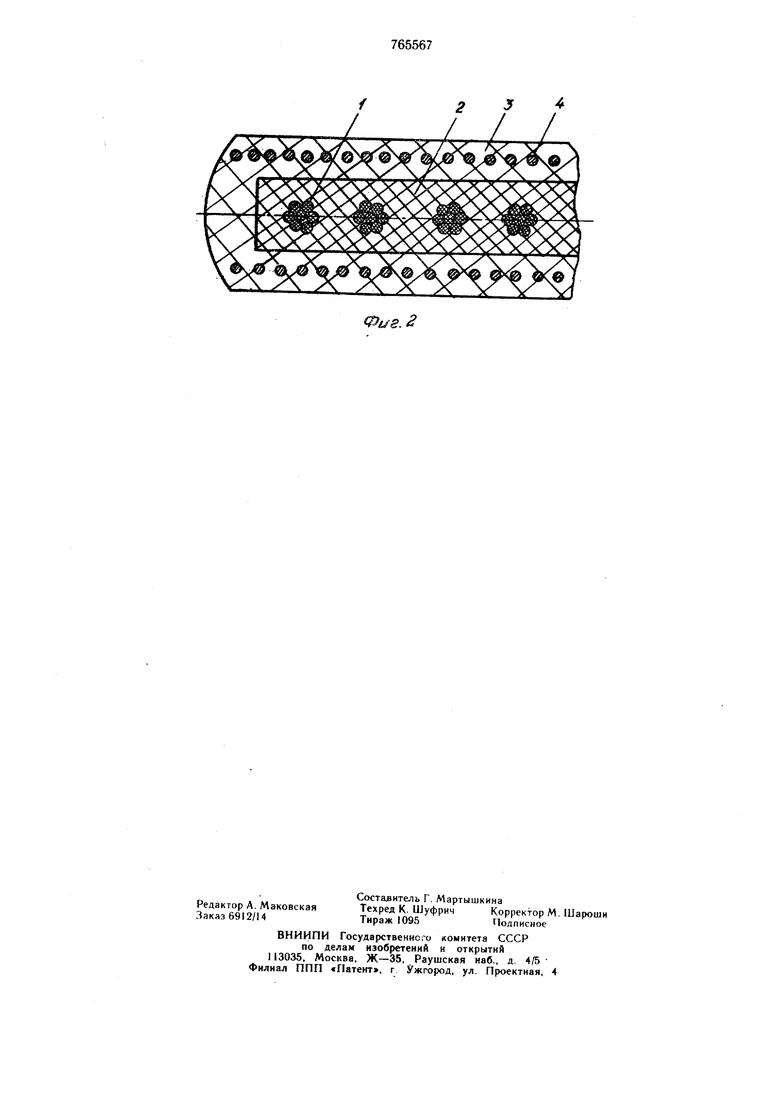
На фиг. 1 схематически изображено предлагаемое соединение, общий вид; иа фиг. 2 - поперечный разрез фнг. 1.
Соедииеиие включает уложенные любым из известных схем укладки концы тяговых органов I, заключенных в резиновый сердечник 2, который уложен в резиновые наружные обкладкн 3 и металлокорды 4. Уменьшенне коэффицнента неравномер ности нагруження тросов в стыке достнгается путем снабжения наружной резиновой обкладки разгрузочным элементом, который воспринимает на себя часть тягового усилия, передаваемого стыком, и уменьшает усилия, передаваемые тросами стыка до величины 0,7-0,8 усилия, восприни маемого целой лентой. Для обеспечения одинаковых условий работы тросов в соединении и разгрузочного элемента (равенства их удлинений) разгрузочный элемент выполняется в виде металлокордов, параллельных продольной оси ленты. Агрегатная прочность разгрузочного элемента выбирается таким образом, чтобы он воспринимал 20-30% общего усилия в петле. С целью разгрузки тросов в стыке в указа иных, выше опасных зонах длина Lj разгрузочного элемента должна превышать длину стыка L ь Как показали расчеты, L, L, -f 2м. С целью предохранения металлокорда разгрузочного элемента от повреждений, диаметр его выбирается меньше толщины наружной резиновой обкладки. С целью исключения внецентренного растяжения металлокорда разгрузочного элемента, последним снабжаются обе наружные обкладки. Применение разгрузочного элемента позволяет повысить прочность и долговечность стыка, одновременно уменьшив высокие кон тактные давления тяговых тросов на рези новую оболочку. Использование предлагаемого изобретения обеспечивает создание равнопрочного по всей длине тягового резинотросового органа. Формула изобретения . Соединение концов резинотросовой ленты встык, содержащее резиновый сердечник с тяговыми тросами и охватывающие этот сердечник резиновые накладки, отличающееся тем, что, с целью повышения прочности соединения, накладки снабжены разгрузочными элементамн. 2.Соединение по п. 1, отличающееся тем, что разгрузочные элементы выполнены в виде металлокордов, расположенных параллельно продольной оси ленты. 3.Соединение по п. I, отличающееся тем,что длина разгрузочных элементов больше длины стыка. 4.Соединение по п. 1, отличающееся тем, что диаметр каждого металлокорда меньше толщины резиновой накладки. Источники информации, принйтые во внимание при экспертизе 1. Патент ФРГ № 2029971, кл. F 6 G 3/10 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение концов резинотросовой ленты встык | 1979 |
|
SU783521A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ стыковки резинотросовых лент | 1978 |
|
SU783035A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СТЫКА РЕЗИНОТРОСОВОЙ ЛЕНТЫ | 1991 |
|
RU2034273C1 |
| Способ стыковки резинотросовых лент | 1978 |
|
SU737233A1 |
| Стык конвейерной ленты | 1975 |
|
SU605757A1 |
| Стыковое соединение резинотросовой ленты | 1984 |
|
SU1240975A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТРОСОВЫХ ЛЕНТ | 1995 |
|
RU2097623C1 |
| Способ контроля прочности стыка резинотросовой ленты конвейера | 1983 |
|
SU1090643A1 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
V
MtФt/г.f
