(54) СПОСОБ СТЫКОВКИ РЕЗИНОТРОСОВЫХ Изобретение относится к оборудованию для резинотехнических изделий и может быть использовано для стыковки резинотросовых лент, например, при меняемых в тяговых органах подъемных машин рудничного транспортера. Известен способ стыковки резинотросовых лент, при котором разделывают концы тросов, и собирают стык с образованием перекрытий между тросами i.В таком способе разделку концов тросов производят путем ступе чатого вырубания прядей по длине перекрытия.. Но вырубка прядей по длине перекрытия приводит к уменьшению пло щади.контакта (площади адгезии) рези и троса, что обуславливает увеличени максимального касательного напряжени и уменьшение прочности стыка. Кроме того операция вырубки прядей при бол шом чис11е тросов в ленте дос тагочно сложна и трудоемка. Значительно возрастает стоимость стыка. Известен способ стыковки резинотросовых лент, при котором разделывают концы тросов, разделяя их на пр ди, собирают стык с образованием перекрытий между тросами, заполняют промежутки между последними резиноЛЕНТвой прослойкой и вулканизуют стык 123В таком способе перекрытия образуют счаливанием пар отдельно взятых тросов. При таком способе уменьшаются касательные напряжения троса и уменьшается изгибная жесткость. Однако из-за погрешностей изготовления стыка невозможно обеспечить равномерное распределение усилий между отдельными тросами из-за различной длины счаленых тросов на участке стыка. При этом более короткие троси будут воспринимать наибольшее усилие и будут разрушаться ранее других, т. е. стык начнет разрушаться при малых нагрузках Целью изобретения является повышение прочности и долговечности стыка. Указанная цель достигается тем, что в способе, .при котором разделывают концы тросов, разделяя их на пряди и собирают стык с образованием перекрытий между тросами, заполняют промежутки между последними резиновой прослойкой и вулканизуют стык, согласно изобретению при разделке концы тросоа разделяют на пряди на длине, составляющей 10 - 15% длины перекрытия, а при сборке концы уклгщы-вают с разделенными прядями.
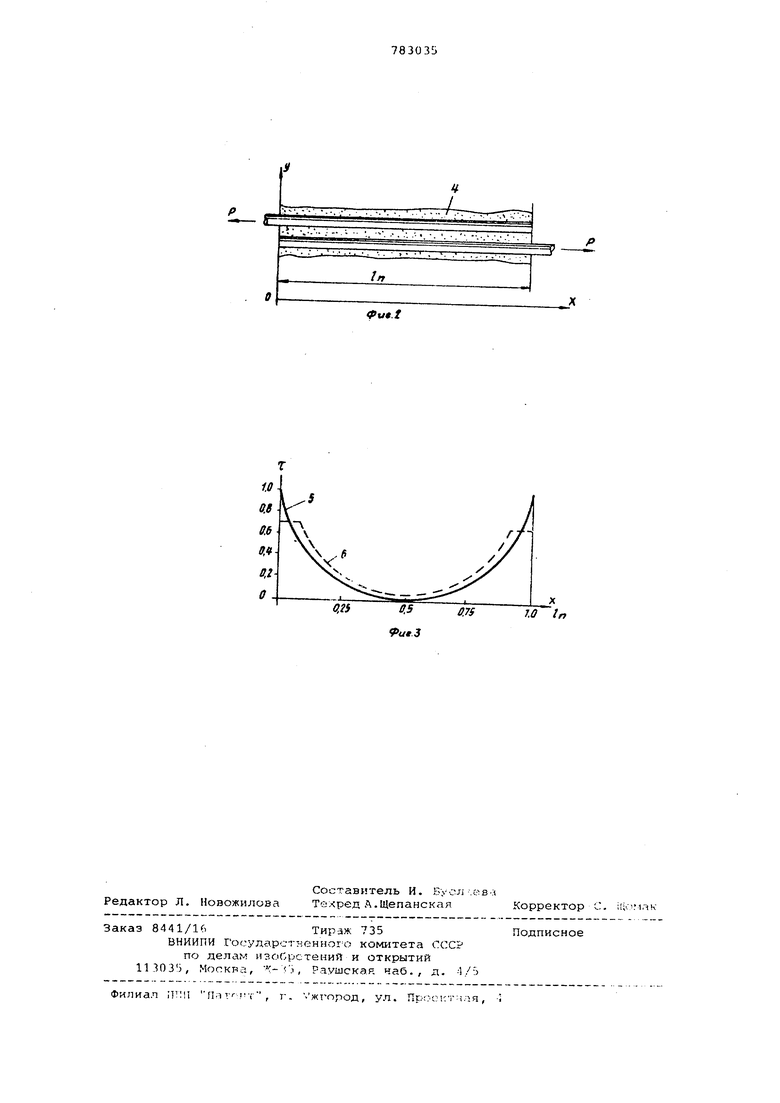
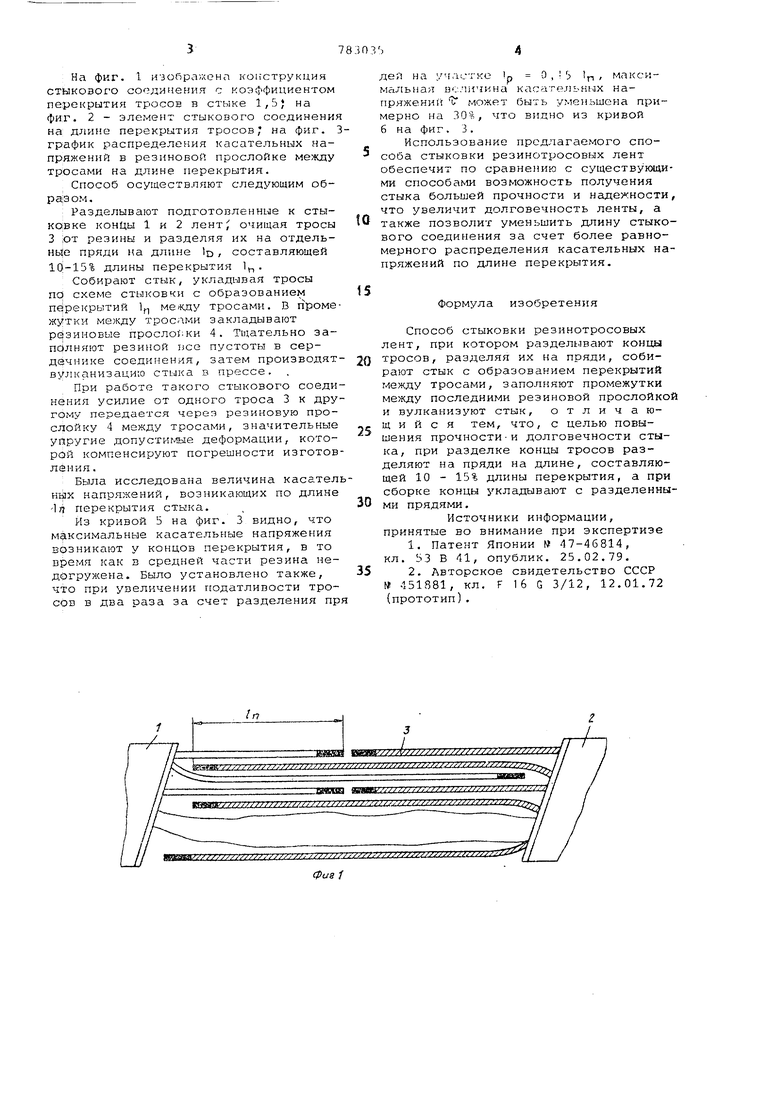
На фиг. 1 изображена конструкция стыкового соединения с коэффициентом перекрытия тросов в стыке 1,5} на фи:г. 2 - элемент стыкового соединения на длине перекрытия тросов; на фиг. 3график распределения касательных напряжений в резиновой прослойке между тросами на длине перекрытия.
Способ осуществляют следующим образа ом.
Разделывают подготовленные к стыковке концы 1 и 2 лент; очищая тросы 3 iOT резины и разделяя их на отдельные пряди на длине ID, составляющей 10-15% длины перекрытия 1.
Собирают стык, укладывая тросы по схеме стыковки с образованием перекрытий 1, между тросами. В lipoMeжутки между тросами закладывают резиновые просло1;ки 4. Тщательно заполняют резиной псе пустоты в сердечнике соеди1 ения, затем производятвулканизацию стыка в прессе.
При работе такого стыкового соединения усилие от одного троса 3 к другому передается через резиновую прослойку 4 между тросами, значительные упругие допустиг-ые деформации, которой компенсируют погрешности изготовления .
Была исследована величина касательных напряжений, возникающих по длине -1)7 перекрытия стыка.
Из кривой 5 на фиг. 3 видно, что максимальные касательные напряжения возникают у концов перекрытия, в то время как в средней части резина недогружена. Было установлено также, что при увеличении податливости тросов в два раза за счет разделения пря
деа на участке ip О , j р , максимальная ,.1ичина касательных напряжений чГ может быть уг-еньшена примерно на 30%, что видно из кривой 6 на фиг. 3.
Использование предлагаемого способа стыковки резинотросовых лент обеспечит по сравне}шю- с существУкнцими способами возможность получения стыка большей прочности и надежности, что увеличит долговечность ленты, а также позволит уменьшить длину стыкового соединения за счет более равномерного распределения касательных напряжений по длине перекрытия.
Формула изобретения
Способ стыковки резинотросовых лент, при котором разделывают концы -0 тросов, разделяя их на пряди, собирают стык с образованием перекрытий между тросами, заполняют промежутки между последними резиновой прослойкой и вулканизуют стык, отличающийся тем, что, с целью повышения прочности-и долговечности стыка, при разделке концы тросов разделяют на пряди на длине, составляющей 10 - 15% длины перекрытия, а при сборке концы укладывают с разделенными прядями.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 47-46814, кл. 53 В 41, опублик. 25.02.79.
2.Авторское свидетельство СССР № 451881, кл. F 16 G 3/12, 12.01.72 (прототип).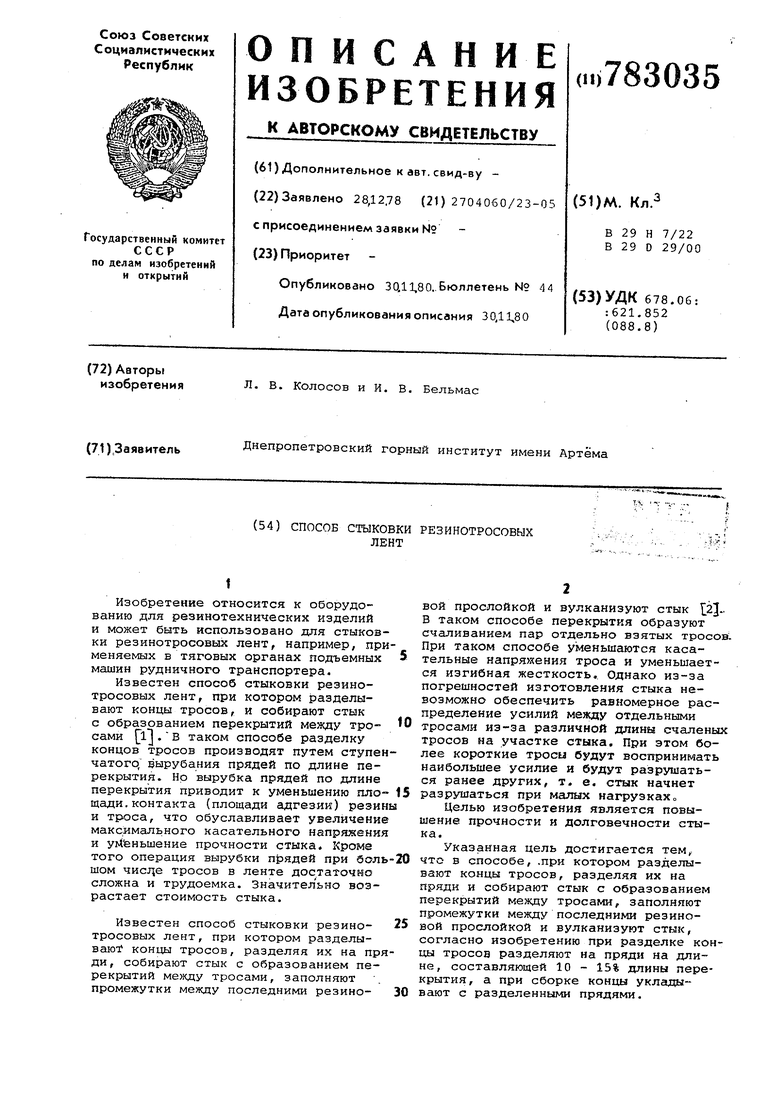
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковки резинотросовых лент | 1978 |
|
SU737233A1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Стык конвейерной ленты | 1975 |
|
SU605757A1 |
| Способ стыковки концов ленты с каркасами из тросов и ткани | 1989 |
|
SU1694442A1 |
| Способ соединения резинотросовых лент | 1985 |
|
SU1280242A1 |
| Способ соединения конвейерных лент | 1988 |
|
SU1502402A1 |
| Соединение концов резинотросовой ленты встык | 1979 |
|
SU783521A1 |