(с учетом влияния предварительного растяжения).
Способ осуществляют следующим образом.
Разделывают концы ленты, разрезая их вдоль тросов и удаляя наружные резиновые обкладки.
Затем собирают стыковое соединение, для чего на обкладочную резину необходимой толщины накладывают слой резины для сердечника, затем укладывают тросы стыкуемых концов с перекрытием относительно друг друга.
Коэффициент перекрытия, равный отношению числа тросов в стыке к числу тросов в ленте, выбирают, например, равным 2.
В промежутки между тросами укладывают резиновые прослойки, на которые накладывают слой резины для сердечника, обкладочную резину и прикатывают роликом стыковое соединение.
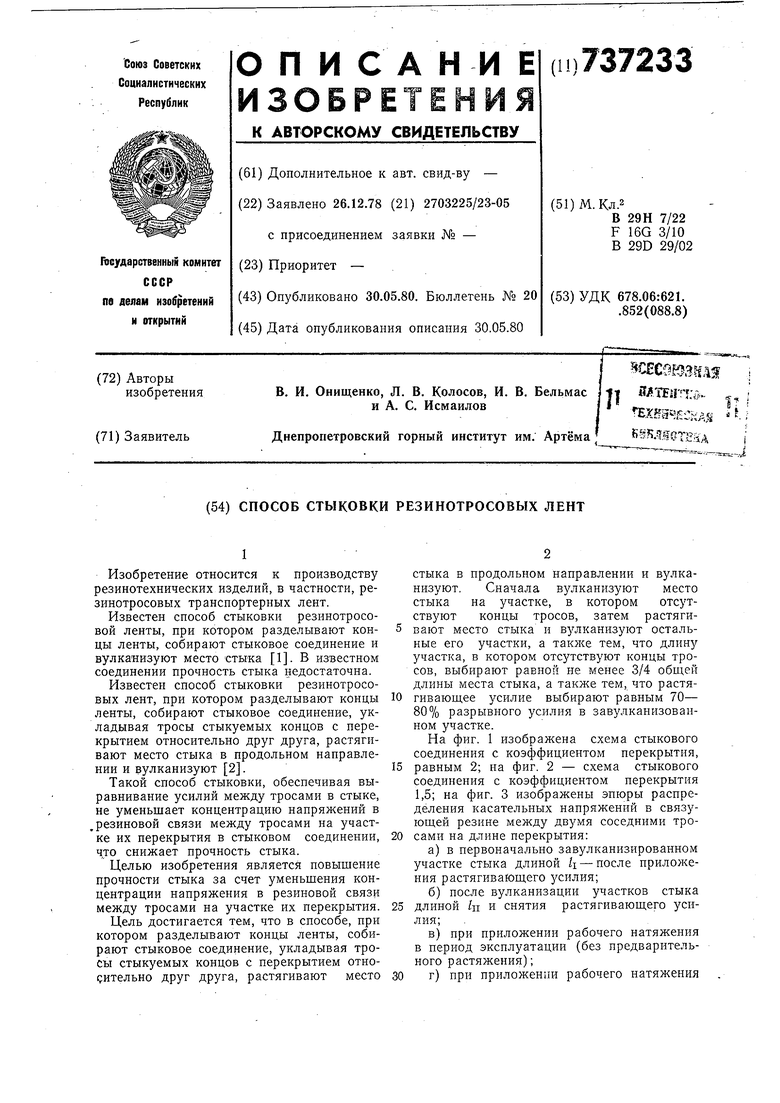
Производят вулканизацию стыкового соединения на участке I длиной /г, на котором отсутствуют концы тросов. Длину /I выбирают равной не менее 3/4 общей длины / места стыка.
После окончания вулканизации место стыка растягивают, например, при помощи лебедки, контролируя при этом растягивающее усилие Р, равное 70-80% разрывного усилия Рр в завулканнзованном участке /I.
Не снимая внешнего растягивающего усилия Р, производят вулканизацию участков И стыка длиной /ц каждый, после чего снимают растягивающие усилия.
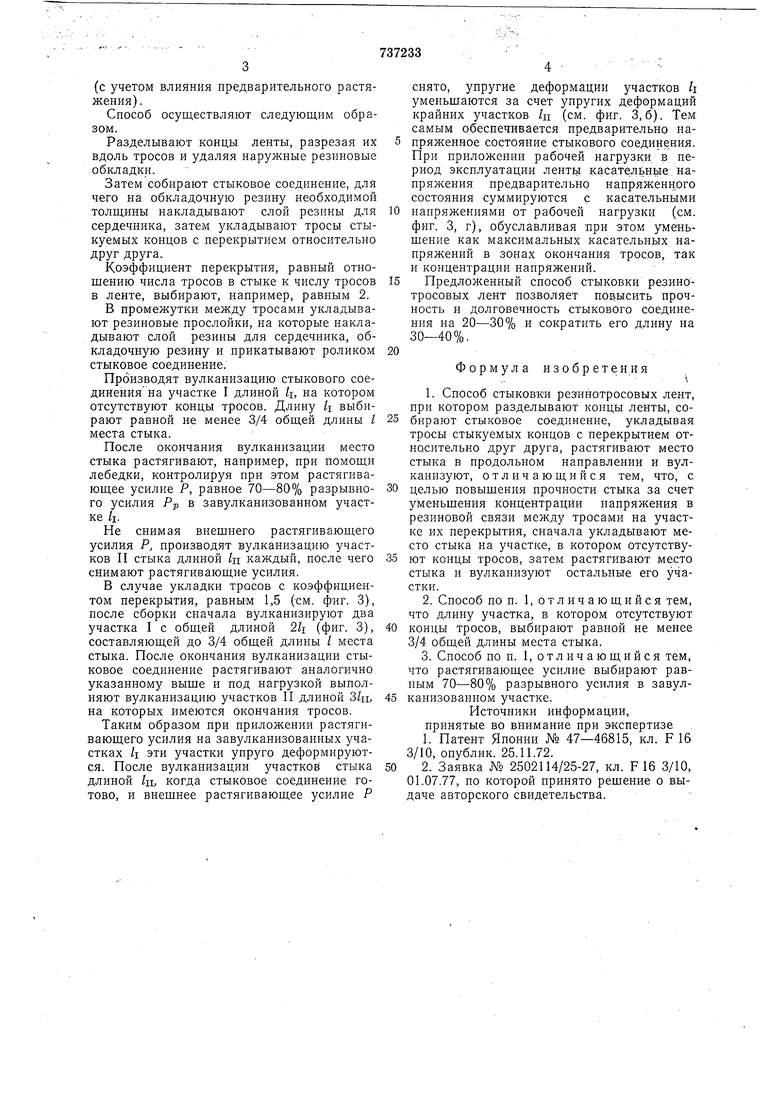
В случае укладки тросов с коэффициентом перекрытия, равным 1,5 (см. фиг. 3), после сборки сначала вулканизируют два участка I с общей длиной 2ii (фиг. 3), составляющей до 3/4 общей длины I места стыка. После окончания вулканизации стыковое соединение растягивают аналогично указанному выше и под нагрузкой выполняют вулканизацию участков II длиной З/ц, на которых имеются окончания тросов.
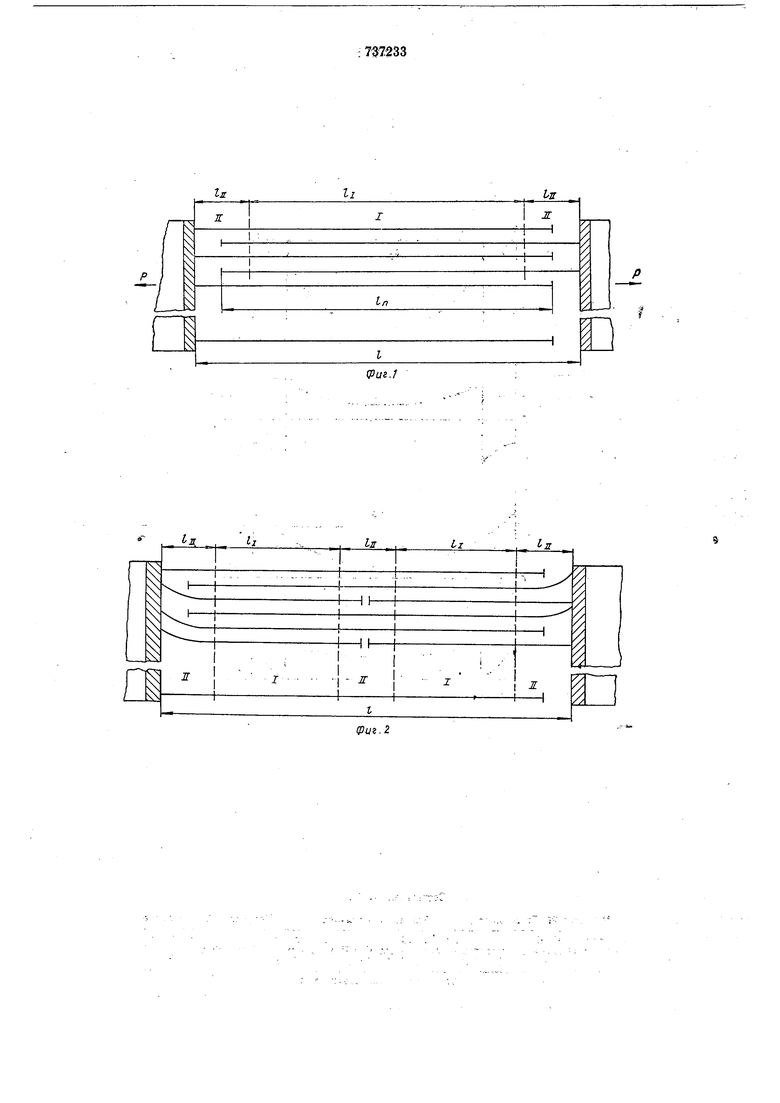
Таким образом при приложении растягивающего усилия на завулканизованных участках /I эти участки упруго деформируются. После вулканизации участков стыка длиной til, когда стыковое соединение готово, и внешнее растягивающее усилие Р
снято, упругие деформации участков h уменьшаются за счет упругих деформаций крайних участков /д (см. фиг. 3,6). Тем самым обеспечивается предварительно напряженное состояние стыкового соединения. При приложении рабочей нагрузки, в период эксплуатации ленты касательнь1е, напряжения предварительно нанряженнрго состояния суммируются с касательными
0 напряжениями от рабочей нагрузки (см. фиг. 3, г), обуславливая при этом уменьшение как максимальных касательных напряжений в зонах окончания тросов, так и концентрации напряжений.
5 Предложенный способ стыковки резинотросовых лент нозволяет повысить прочность и долговечность стыкового соединения на 20-30% и сократить его длнну на 30-40%.
Формула изобретения
1. Способ стыковки реэинотросовых лент, при котором разделывают концы ленты, собирают стыковое соединение, укладывая тросы стыкуемых концов с перекрытием относительно друг друга, растягивают место стыка в продольном направлении и вулканизуют, отличающийся тем, что, с
0 целью повышения прочности стыка за счет уменьшения концентрации нанряжения в резиновой связи между тросами на участке их перекрытия, сначала укладывают место стыка на участке, в котором отсутствуют концы тросов, затем растягивают место стыка и вулканизуют остальные его участки.
2.Способ по п. 1,отличаюшийся тем, что длину участка, в котором отсутствуют
0 концы тросов, выбирают равной не менее 3/4 общей длины места стыка.
3.Способ по п. 1, отличающийся тем, что растягивающее усилие выбирают равным 70-80% разрывного усилия в завул5 канизованном участке.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 47-46815, кл. F 16 3/10, опублик. 25.11.72.
2. Заявка № 2502114/25-27, кл. F 16 3/10, 01.07.77, по которой принято решение о выдаче авторского свидетельства.
ll
Ix
Ж
Is
Ж
у у
/ у
/.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Способ стыковки резинотросовых лент | 1978 |
|
SU783035A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СТЫКА РЕЗИНОТРОСОВОЙ ЛЕНТЫ | 1991 |
|
RU2034273C1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Способ стыковки многослойных лент | 1980 |
|
SU861094A1 |
| Способ изготовления бесконечных резиновых уплотнителей | 1982 |
|
SU1121153A1 |
| Способ соединения резинотросовой ленты | 1977 |
|
SU640069A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
In
li
ж
Ж
хЦ
