Глубокое сверление пенопласта, как известно, осуществляется по следующей технологической схеме: плиты пенопласта разрезаются на ленточной пиле, затем плоскость разъема фрезеруется набором пяти радиусных фрез на обычном станке, после фрезеровки плиты пенопласта склеиваются с выдержкой под прессом. Такой процесс является трудоемким и требует громоздкого оборудования.
Описываемый станок для глубокого сверления пенопласта, включающий в себя плиту с устройством для возвратно-поступательного движения, приспособление для крепления пеноп.ггаста, многощпиндельную сверлильную головку со сверлами и инжекторами для удаления стружки пенопласта, значительно упрощает технологический процесс и повыщает производительность труда.
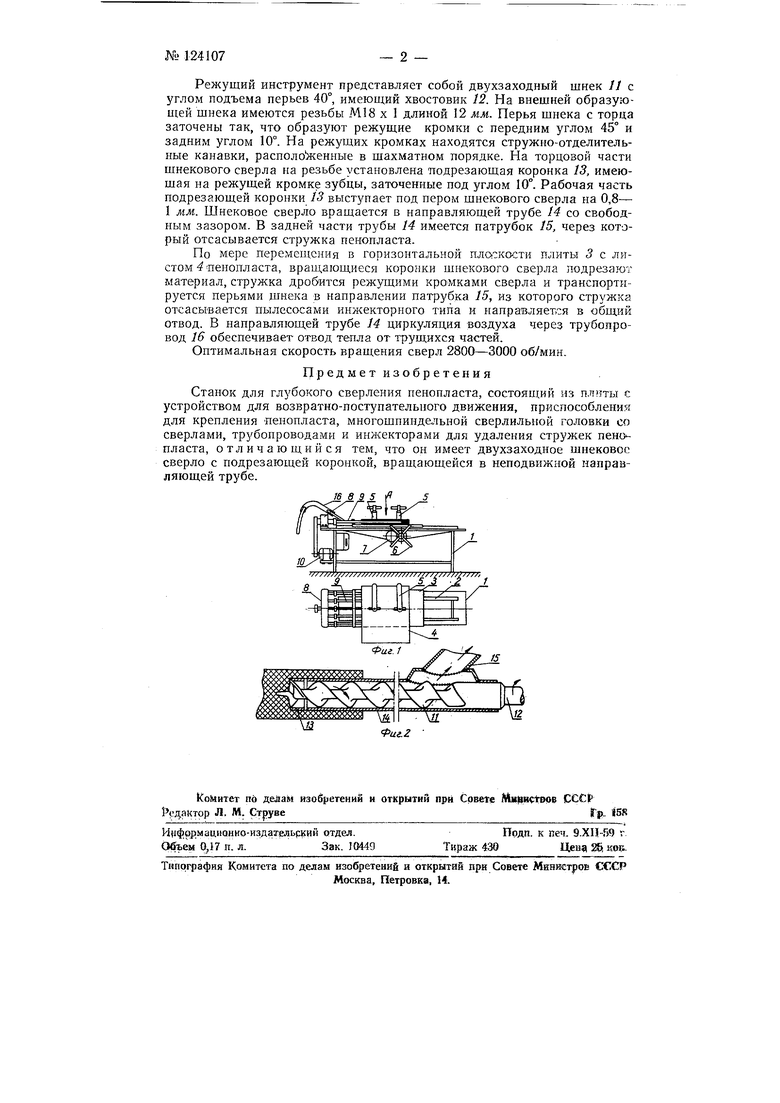
Особенность станка заключается в наличии в нем двухзаходного шнекового сверла с подрезающей коронкой, вращающейся в неподви.жной направляющей трубе.
На фиг. 1 изображена схема станка; на фиг. 2-двухзаходное щнековое сверло.
Стапина 1 станка выполнена сварной из стандартных деталей п имеет направляющие 2 для возвратно-постхпательного движения плиты ; лист- пепопласта закрепляется приспособлением 5. Подача плиты 5 осуществляется вручную рукояткой 6, которая через зубчатую пару передает вращение барабану 7, соединенному с плитой тросом. Вместе с плитой 5 перемешается крепящ.ее приспособление 5. Плпта 3 имеет упоры для идентичной установки листов пенопласта и для перестановки их на величину Hjara высверливаемых глубоких отверстий, например, диаметром 20 льин длиной 630-700 мм.
Лист 4 пенопласта подаетея к многощпиндельной сверлильной головке 5 со сверлами .9, щпиидели которой расположены в горизонтальной плоскости. Многощпиндельная головка приводится s действие- от электродвигателя 10. Вращение шпинделям передается от центрального щпинделя через промежуточные шестерни и шестерни, сидящие на шпонках на самих шпинделях.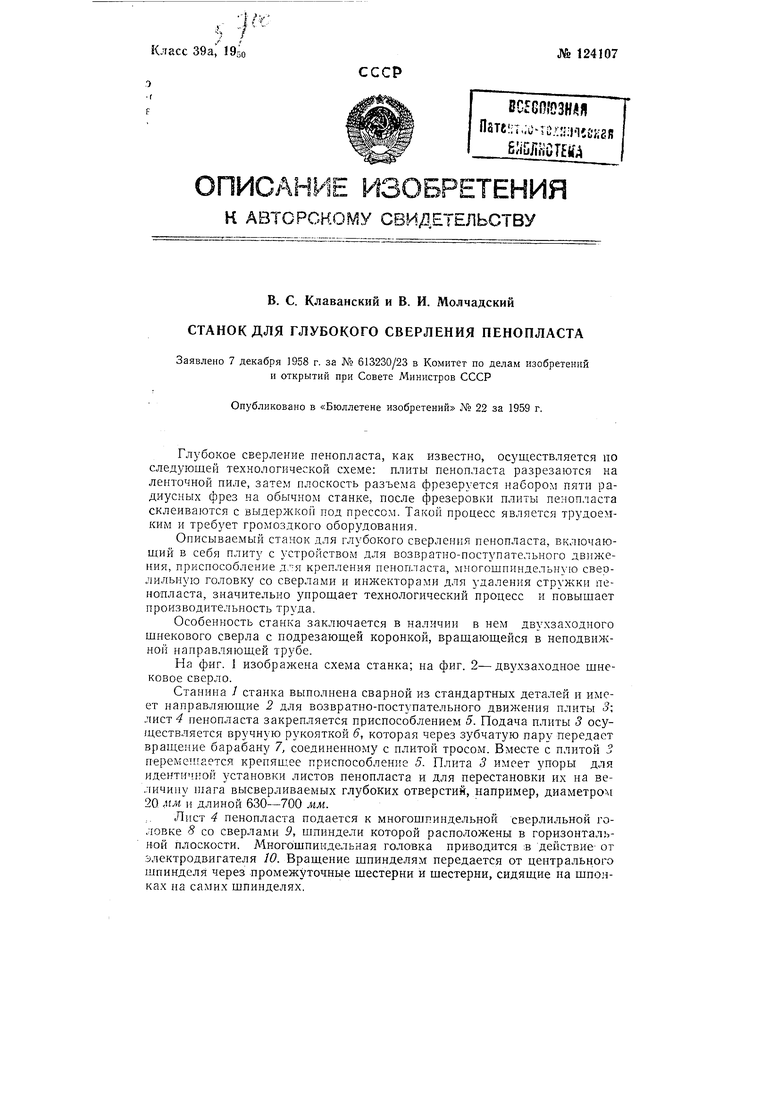
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| Сверлильный станок | 1989 |
|
SU1764855A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| Сверлильная головка | 1984 |
|
SU1197790A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Многошпиндельная сверлильная головка | 1984 |
|
SU1235667A1 |
