Изобретение относится к устройствам для автоматического нанесения покрытий на изделия и может быть использовано в установках и автоматизированных линиях окраски изделий сложной конфигурации.
Цель изобретения - расширение технологических возможностей при нанесении покрытия на изделия сложной конфигурации.
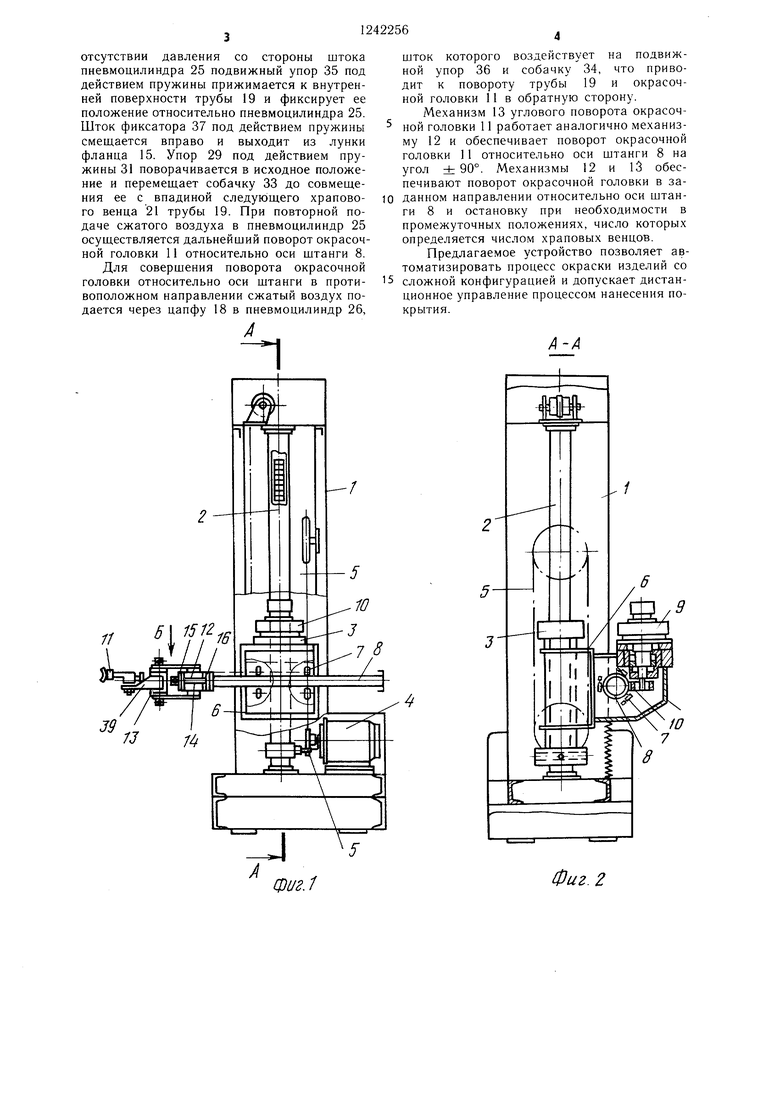
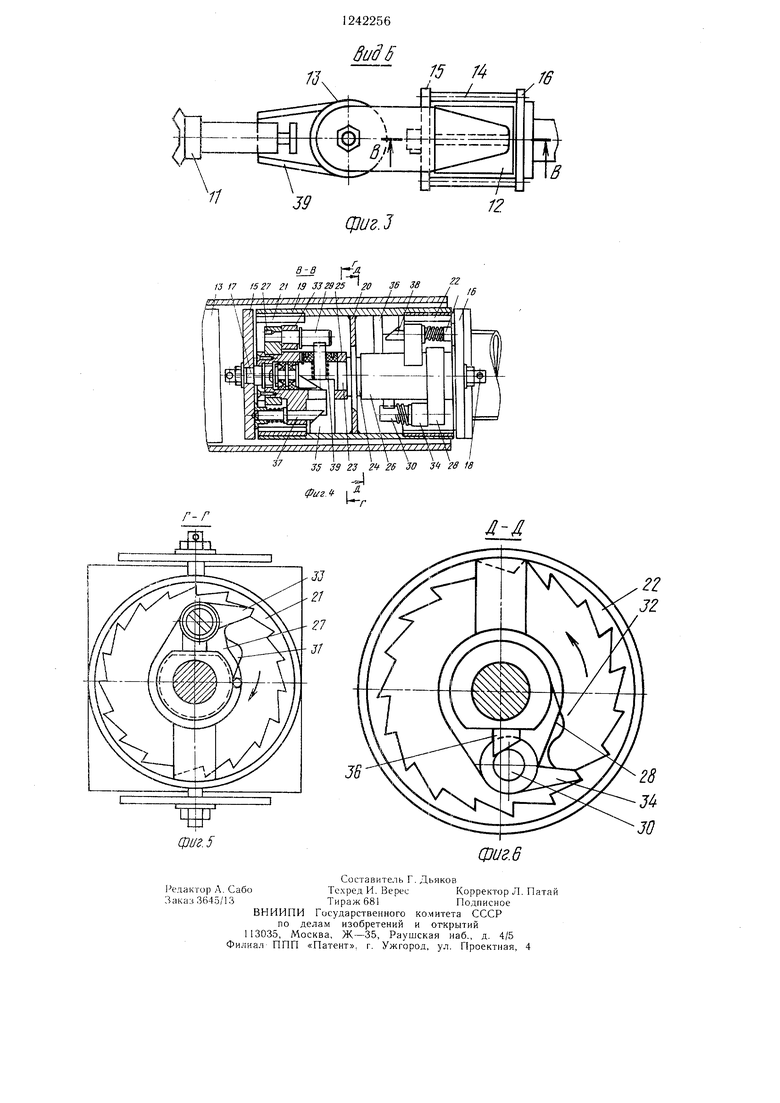
На фиг. 1 изображено устройство для нанесения покрытия на изделия; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. б - разрез Д-Д на фиг. 4.
Устройство содержит стойку 1 со смонтированной в ее направляющих 2 кареткой 3 и механизм вертикального возвратно-поступательного перемещения каретки 3, включающий мотор-вариатор 4 и кулисно-цепной механизм 5.
На каретке 3 посредством кронщтейна 6 и направляющих роликов 7 закреплена в гори- зонтальной плоскости телескопическая щтан- га 8 и механизм ее осевого перемещения, включающий мотор-вариатор 9 и зубчато-реечную передачу 10. На щтанге 8 установлена окрасочная головка 11 и механизмы 12 и 13 соответственно ее осевого и углового поворотов относительно оси щтанги 8.
Механизм 12 осевого поворота окрасоч- пой головки 11 выполнен в виде кронщтейна 14 с двумя фланцами 15 и 16 и со- осно расположенными в них цапфами 17 и 18. Между фланцами 17 и 18 размещена поворотная труба 19 с перегородкой 20, разделяющей ее на две полости. На торце трубы 19 установлены храповые венцы 21 и 22. В перегородке 20 установлены две дополнительные цапфы 23 и 24, расположенные соосно трубе 19. В полостях трубы 19 со- осно расположены пневмоцилиндры 25 и 26, установленные с возможностью вращения на цапфах 17 и 23, 18 и 24.
На наружной поверхности пневмоцилинд- ров 25 и 26 установлены рычаги 27 и 28 с упорами 29 и 30 и с подпружиненными плоскими пружинами 31 и 32 шарнирно-поворот- ными собачками 33 и 34.
В пневмоцилиндрах 25 и 26 размещены подвижные подпружиненные упоры 35 и 36 и подпружиненные фиксаторы 37 и 38.
Собачки 33 и 34 установлены с возможностью зацепления с храповыми венцами 21 и 22, а подвижные упоры 35 и 36 установлены с возможностью взаимодействия клинообразных рабочих поверхностей с упорами 29 и 30, со щтоками пневмоцилиндров 25 и 26 и внутренней поверхностью трубы 19.
Фиксаторы 37 и 38 размещены с воз- можностью взаимодействия с подвижными упорами 35 и 36 и фланцами 15 и 16, имеющими на поверхности лунки. Механизм
5
0
о 5
5
0
5
0
0
12 осевого поворота установлен соосно штанге 8.
Механизм 13 углового поворота окрасочной головки 11 выполнен подобно механизму 12 и укреплен на его поворотной трубе 19 перпендикулярно оси щтанги 8. Окрасочная головка 11 установлена в захватах 39 на поворотной трубе механизма 13. Пневмоцилиндры механизмов 12 и 13 сообщены через цапфы и пневмоклапан (не показан) с системой подачи сжатого воздуха.
Устройство работает следующим образом.
Манипулирование окрасочной головкой 11 в пространстве осуществляется при поступлении управляющих сигналов от системы слежения за габаритами и конфигурацией окрашиваемого изделия. Нри включении мотор-вариатора 4 вращательное движение вала трансформируется кулисно-цепным механизмом 5 в вертикальное возвратно-поступательное движение каретки 3 с штангой 8 и окрасочной головкой 11 по направляющим 2 стойки 1.
Приближение окрасочной головки 11 к окрашиваемой поверхности изделия осуществляется путем осевого перемещения штанги 8 от мотор-вариатора 9 посредством зубчато-реечной передачи 10.
Манипулирование при нанесении покрытия на изделия с шаровой поверхностью обеспечивается механизмами 12 и 13 соответственно осевого и углового поворотов окрасочной головки 11 в заданном направлении.
В исходном положении окрасочная головка 11 установлена соосно оси штанги 8. Под действием пружин упоры 35 и 36 прижаты к внутренней поверхности поворотных труб механизмов 12 и 13 осевого и углового юворота окрасочной головки 11, что обеспечивает фиксацию положения окрасочной головки. При поступлении сжатого воздуха через цапфу 17 в пневмоцилиндр 25 его шток смещается вправо и воздействует на клинообразующую рабочую поверхность подвижного упора 35. При этом подвижный упор 35 смещается в направлении упора 29 рычага 27, отходит от трубы 19 и нажимает на шток фиксатора 37, который входит в лунку фланца 15 и фиксирует положение пнев- моцилиндра 25 относительно фланца 15.
При движении упор 35 сжимает пружину 39 и воздействует на упор 29 27, вызывая его поворот. При повороте упора 29 поворачивается собачка 33, которая нажимает на один из храповых венцов 21 трубы 19 и поворачивает трубу 19 относительно оси щтанги 8., а вместе с ней и окрасочную головку 11.
При достижении штоком пневмоцилинд- ра 25 крайнего право1 о положения давление сжатого воздуха в пневмоцилиндре возрастает и срабатывает пневмоклапан, который перекрывает подачу воздуха и сообщает полость пневмоцилиндра с атмосферой. При
отсутствии давления со стороны штока пневмоцилиндра 25 подвижный упор 35 под действием пружины прижимается к внутренней поверхности трубы 19 и фиксирует ее положение относительно пневмоцилиндра 25. Шток фиксатора 37 под действием пружины смещается вправо и выходит из лунки фланца 15. Упор 29 под действием пружины 31 поворачивается в исходное положение и перемещает собачку 33 до совмещения ее с впадиной следующего храпового венца 21 трубы 19. При повторной подаче сжатого воздуха в пневмоцилиндр 25 осуществляется дальнейший поворот окрасочной головки 11 относительно оси щтанги 8. Для соверщения поворота окрасочной головки относительно оси щтанги в противоположном направлении сжатый воздух подается через цапфу 18 в пневмоцилиндр 26,
39
фиг.1
шток которого воздействует на подвижной упор 36 и собачку 34, что приводит к повороту трубы 19 и окрасочной головки 11 в обратную сторону.
Механизм 13 углового поворота окрасочной головки 11 работает аналогично механизму 12 и обеспечивает поворот окрасочной головки 11 относительно оси щтанги 8 на угол ±90°. Механизмы 12 и 13 обеспечивают поворот окрасочной головки в заданном направлении относительно оси штанги 8 и остановку при необходимости в промежуточных положениях, число которых определяется числом храповых венцов.
Предлагаемое устройство позволяет автоматизировать процесс окраски изделий со
сложной конфигурацией и допускает дистанционное управление процессом нанесения покрытия.
А-А
Фиг. 2
8ид6
/J
,/
Г6
(риг. J
3 Ц 13 17 /527 г/ 19 33га25 20 ЗВ 38/
,,,/.,/,,/,,,,,,/,,,, А.,/,
т /
35 33 23 24 2S 30 3 гв 18
-J
fpuz.t I г
фиг. 5
д-л
фиг. 6
Составитель Г. Дьяков
Редак-гор А СабоТехред И. ВересКорректор Л. Патай
Заказ 3b4o/l,iТираж 681Подписное
ВНИИПИ Государетвенного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная 4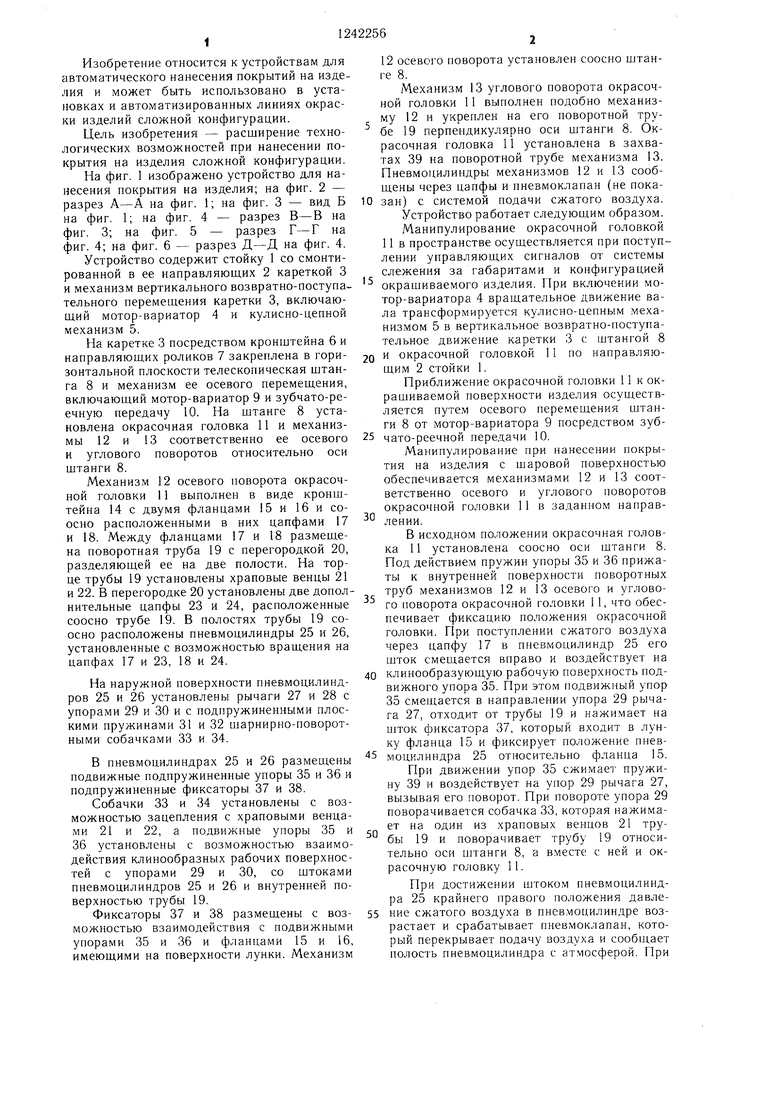
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия | 1979 |
|
SU793657A1 |
| Устройство для окраски изделий | 1980 |
|
SU910212A1 |
| Устройство для многоколенной пространственной гибки труб | 1985 |
|
SU1268245A1 |
| "Устройство для нанесения покрытий на внутреннюю поверхность изделий | 1975 |
|
SU664693A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для нанесения покрытия | 1977 |
|
SU695718A1 |
| Устройство для приема и выдачи штанг на буровом станке | 1978 |
|
SU739212A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для приема и выдачи штанг на буровом станке | 1974 |
|
SU485217A1 |
| Авторское свидетельство СССР № 914102, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
