Изобретение относится к прокатному производству и может быть использовано при прокатке преимущественно стержней круглого сечения для армирования железобетонных конструкций.
Цель изобретения - повьшение качества проката путем создания условий неодинаковой направленности по проходам плоскостей скольжения в очаге деформации.
На фиг. 1-5 представлены калибры
валков для прокатки арматурных валков по системе квадрат - овал - круг
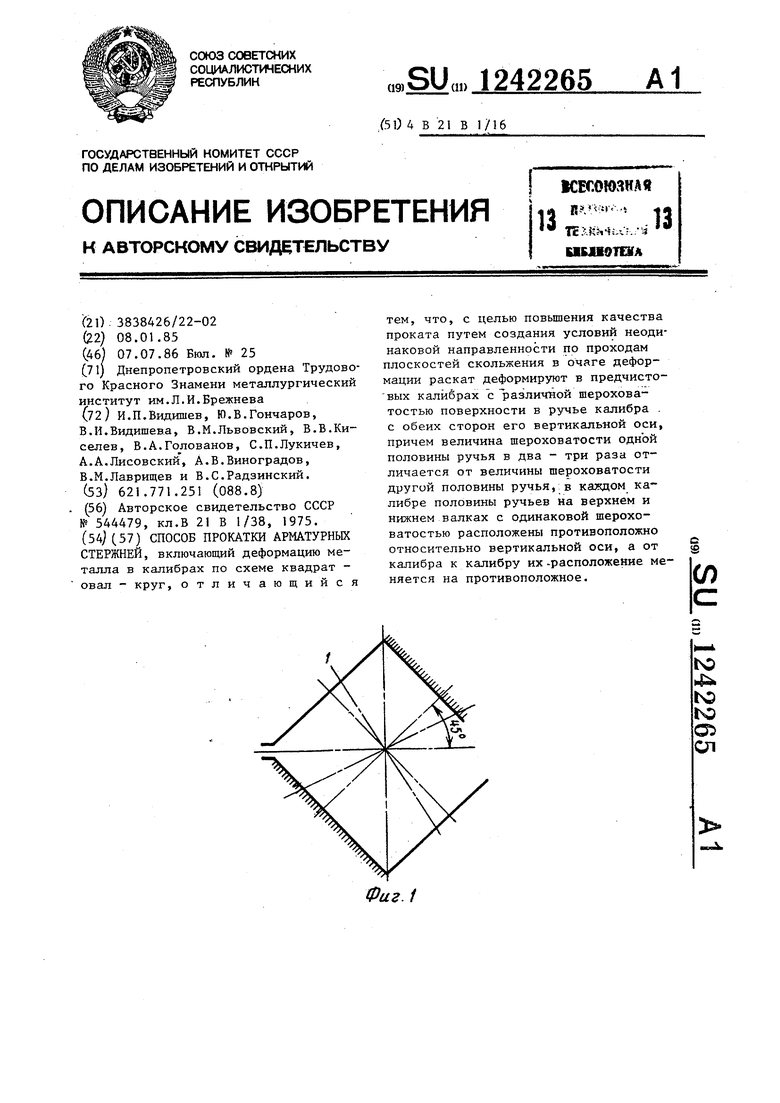
В каждом калибре противорасполо- женные относительно вертикальной оси половины ручьев верхнего и нижнего валков (заштрихованы ) имеют большую в 2-3 раза шероховатость, чем другая половина ручья этого же валка (ie- заштрихованы), причем от калибра к калибру расположение половин ручьев с большей и меньд1ей шероховатостью меняется на противоположное,
Различие, шероховатости половин ручья калибра может достигаться различным образом, например шлифовкой одной половины ручья, подачей охладителя только на одну половину ручья и соответственно созданием разных условий для выработки валков, подачей смазки на одну половину ручья калибра и т.д.
При обычной прокатке по схеме квадрат - овал - круг с одинаковой шероховатостью рабочих поверхностей калибров при кантовке на 90 совпа- дают при пластическом формоизмене - НИИ металла в калибрах плоскости скольжения, которые паралельпы линия действия } аибольших касательных напряжений и направлены под углом 45° к линии действия нормальных (деформиКанто ка 90°
0
5
0
5
0
5
0
рующих усилий, передающихся отвалков (инструмента) к прокату. Из-за циклического совпадения плоскостей скольжения через малые промежутки времени в осевой зоне формируется ,осевая рыхлость, и накатываются в од- нюс и тех же местах линии скольжения.
Возникает ситуация, аналогичная раскрытию осевой полости при поперечно или продольно винтовых прокатках труб.
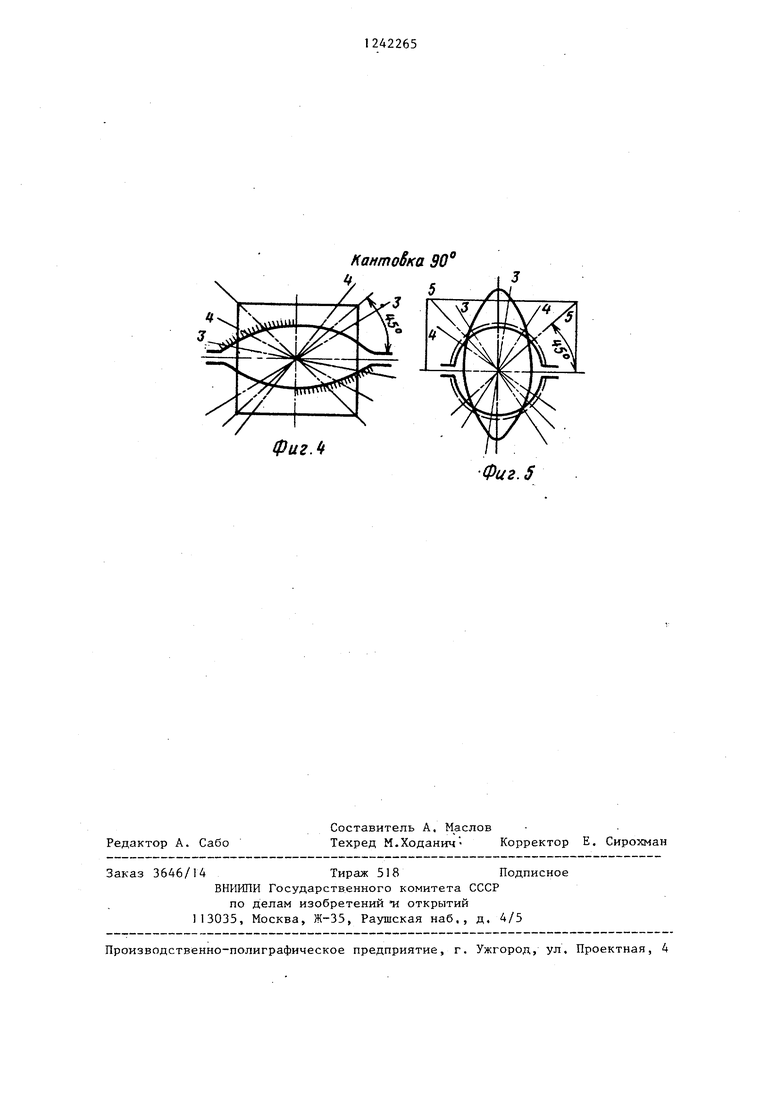
Реализуя предложенный способ, обеспечивают несовпадение плоскостей
1 - 5, по которым действуют линии скольжения в двух соседних калибрах. В случае несовпадения полос (линий) скольжения в двух соседних калибрах, например по фиг. 2 и 3, совпадение этих линий в калибрах фиг. 4 и 3 является мнимым, так как в случае несовпадения линий скольжения картина, созданная деформацией в калибре фиг. 2 полностью разрушается в калибре фиг. 3 и т д. Важно, чтобы не совпадали линии скольжения в соседних калибрах по ходу прокатки.
Предлагаемый способ прокатки дает возможность прокатывать малопластичные легированные стали, которые в настоящее время очень сложно прокатывать из-за частого разрушения проката в калибрах в результате повьшен- ного трещинообразования деформационного характера.
Применение предлагаемого способа при производстве арматурных профилей № 18 и вьш1е из малоуглеродистых и углеродистых сталей даст возможность уменьшить до минимума брак гфокатного происхождения из-за создания осевой рыхлости и трещинообразования в осевой зоне арматурных стержней.
Кантобка ts
71ч:--:Х 3
г
ipui. 2
Фик.З
фиг Л
Кантовка 90° 5
Редактор А. Сабо
Составитель А. Маслов
Техред М.Ходанич- Корректор Е. Сирохман
Заказ 3646/14Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений И открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5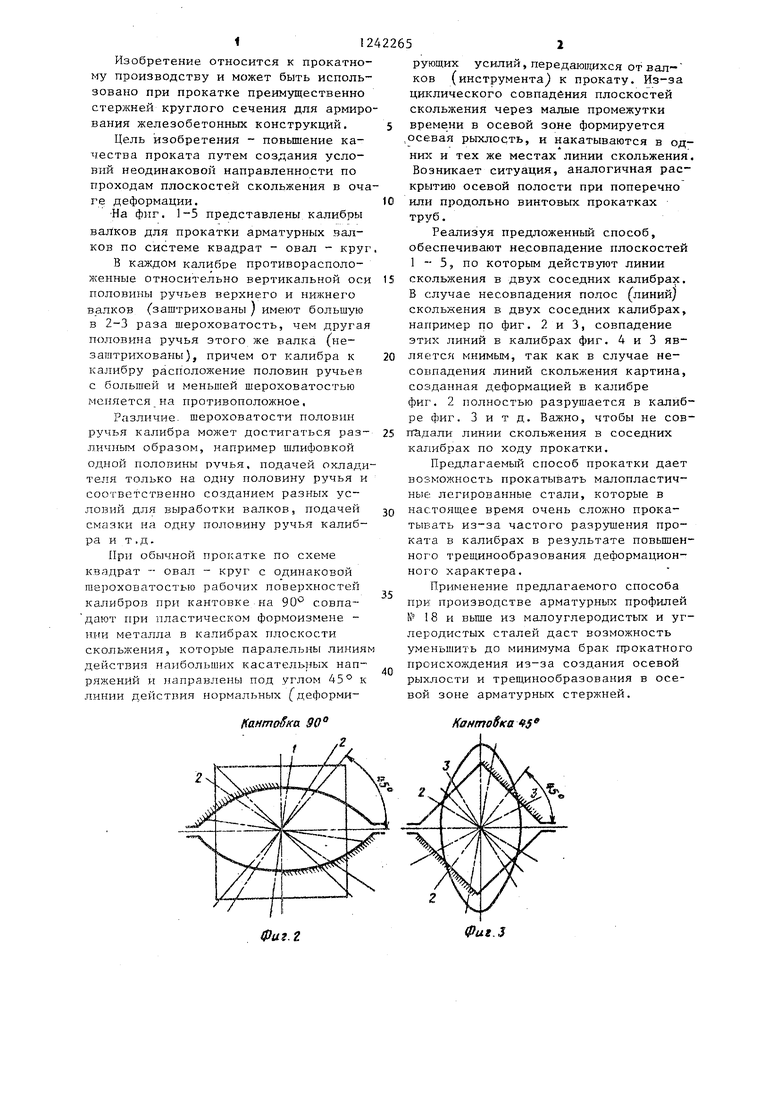
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Способ прокатки круглых профилей | 1987 |
|
SU1488036A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ прокатки арматурных профилей из низколегированных сталей | 1985 |
|
SU1346290A1 |
| Способ производства проката | 1980 |
|
SU925446A1 |
| Способ прокатки и термоупрочнения стержней | 1983 |
|
SU1100023A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| Способ термического упрочнения арматурных стержней и устройство для его осуществления | 1984 |
|
SU1237712A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Способ прокатки профилей круглого поперечного сечения в двухвалковых клетях | 1975 |
|
SU544479A1 |
