Изобретение относится к обработке металлов давлением, в частности к оборудованию для получения горяче- катанной проволоки (катанки).
Цель изобретения - улучшение геометрической формы и размеров катанки и повышение производительности.
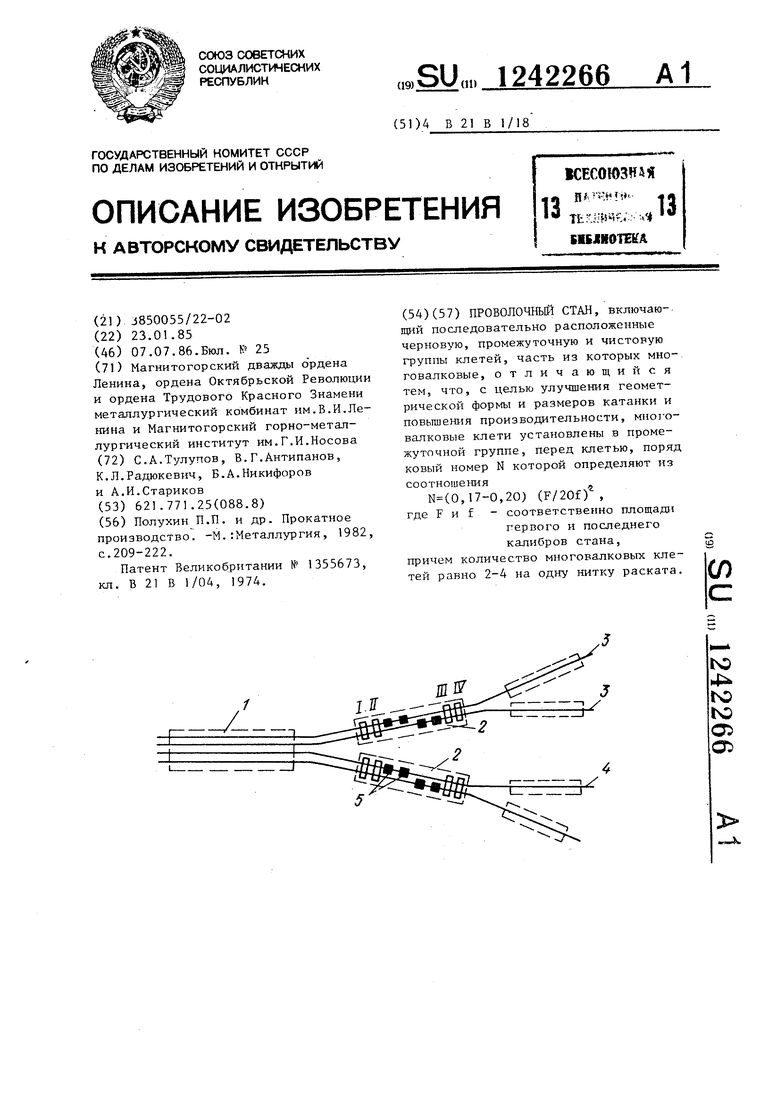
На чертеже представлена схема проволочного стана.
Проволочный стан состоит из черновой 1, промежуточной 2 и чистовой 3 групп клетей, прокатка в которых ведется соответственно в четыре, две и одну нитку 4 раската. Перед одной из клетей промежуточной групш 1, состоящей на схеме из четьфех двухвалковых клетей, например перед третьей (номера промежуточных клетей показаны римскими цифрами), размещены трсхвалковые клети 5 - по две на одну нитку раската. Первый калибр стана находится в черновой группе 1 клетей, последний калибр - в чисто- вой группе 3; площади этих калибров соответственно F и f.
Номер клети промежуточной группы, перед которой установлены многовалковые клети, определяют по формуле
N(0,17-0,20) (F/20 f)
Особенность работы трехвалковых клетей, имеющих замкнутый по всему периметру калибр, образованный Tpei валками, рабочие поверхности которых взаимно наклонены друг к другу под углом 120 , состоит в отсутствии ущи .рения при прокатке. Более того, возникновение уширения (например, вслед ствие непрерывно выбранной схемы калибровки) приводит к уходу металла в месте разъема валков, образующих калибр, что может вызвать застревание раската в валках (забуривание).
Калибруюш ие трехвалковые клети практически не уменьшают сечение раската, так как не обжимают его, а только уменьшают разнотолщинность (или овальность) по длине раската.
Местоположе1ше калибрующих многовалковых клетей на проволочном стане не может быть произвольным. Опыт зкс плуатадии таких клетей на стане показывает, что наиболее целесообразно (с точки зрения эффективного воздействия на геометрию готовой катанки) располагать их в промежуточной группе клетей стана. Кроме того, непосредственное влияние на место установки трехвалковых клетей оказывает ве
личина суммарной вытяжки при прокатке проволоки: чем больше вытяжка, тем дальше к выходу из стана необ- ходамо располагать многовалковый
5 блок, и наоборот. Это обьясняется тем, что с ростом суммарной вытяжки и уменьшением конечного диаметра катанки происходит увеличение относительной продольной разнотолш;инности.
10 Поэтому, чем больше вытяжка (и хуже геометрия раската), тем дальше от черновой группы необходимо располагать многовалковый блок, чтобы избежать застреваний раската в нем, в
15 особенности, при прохождении утолщенных концов.
Кроме того, количество трехвалковых клетей, в блоке на одну нитку раската влияет на степень овальности го20 ТОБОЙ катанки (чем больше клетей, тем меньше овальность). Однако, одновременно с увеличением числа этих клетей возрастает стоимость оборудования и усложняется настройка стана,
25 что является обоснованием для нахождения оптимума количества многовалковых клетей в стане.
При установке многовалкового блока в конкретном месте стана следует
30 иметь в виду, что калибр трехвалко-: вой клети должен быть выполнен с площадью его поперечного сечения, равной площади сечения раската, входящего в этот калибр. Тогда при про,,. катке в трехвалковом калибре утол- щенные передние и задние концы раската вытягиваются, получая поперечное сечение, одинаковое с сечением средних участков раската, а средние
Q участки его в трехвалковой клети не обжимаются.
Прим ер. Промьш1ленное опробование предлагаемого проволочного стана с многовалковыми клетями производят на стане проволочного штрип- сового цеха.
С этой целью на стане, имеющем 26 двухвалковых клетей (10 -черновая группа, прокатка в четыре нитки, по 8 клетей - промежуточная и чистовая группы, прокатка соответственно в две и одну нитки) дополнительно устанавливают многовалковые клети непосредственно после черновой груп- 55 пы (т.е. перед первой клетью промежуточной группы), внутри промежуточной группы (перед второй - четвертой клетями)5 а также после этой
45
50
группы кпетей (т.е. группой).
перед чистовой
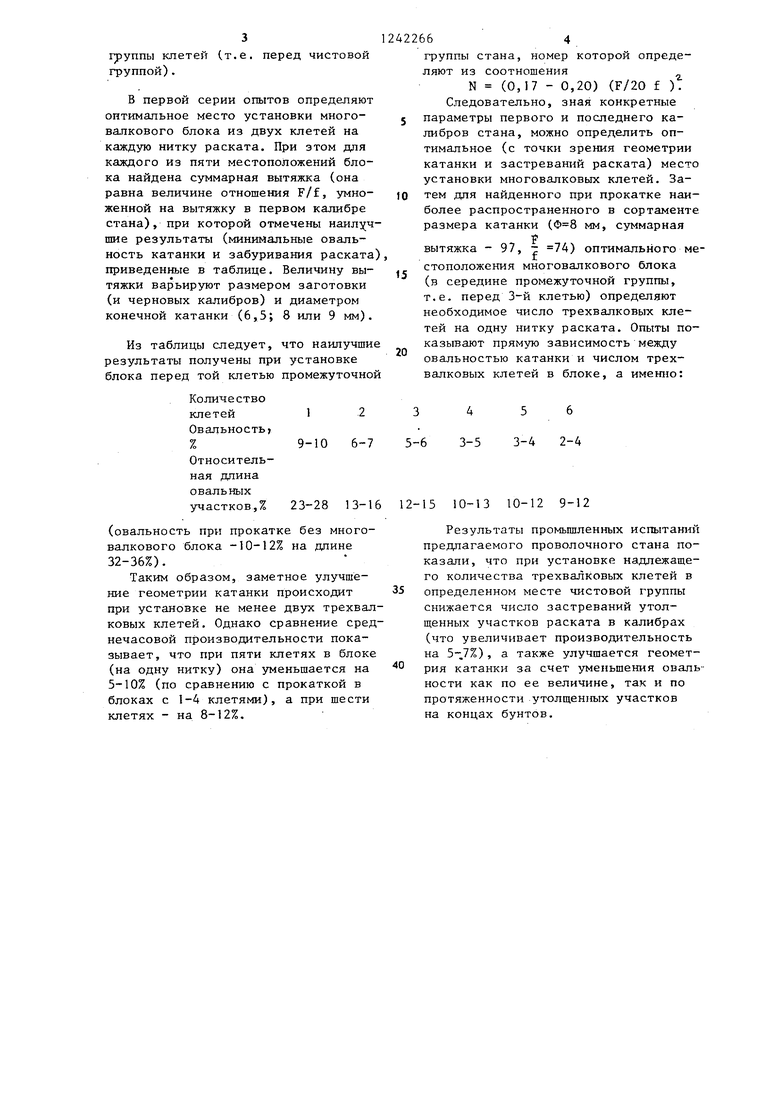
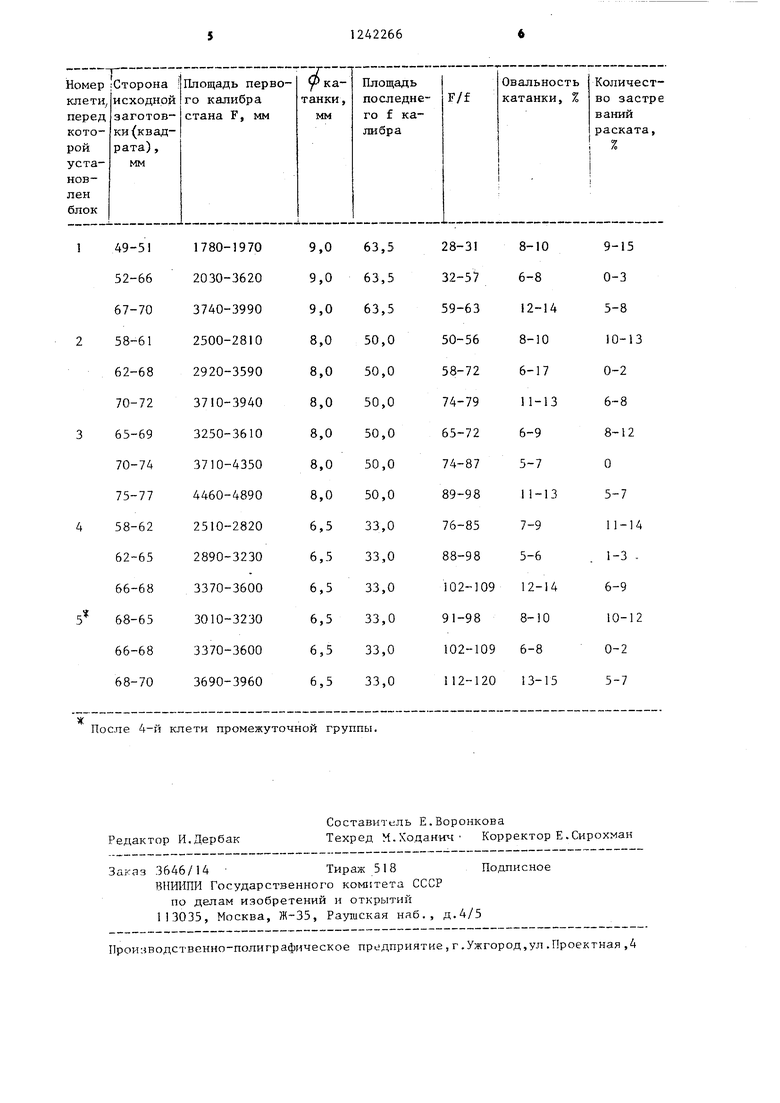
В первой серии опытов определяют оптимальное место установки многовалкового блока из двух клетей на каждую нитку раската. При этом для каждого из пяти местоположений блока найдена суммарная вытяжка (она равна величине отношения F/f, умноженной на вытяжку в первом калибре стана), при которой отмечены наилучшие результаты (минимальные овальность катанки и забуривания раската) приведенные в таблице. Величину вытяжки варьируют размером заготовки (и черновых калибров) и диаметром конечной катанки (6,5; 8 или 9 мм).
Из таблицы следует, что наилучшие результаты получены при установке блока перед той клетью промежуточной
123456
9-10 6-7 5-6 3-5 3-4 2-4
23-28 13-16 12-15 10-13 10-12 9-12
(овальность при прокатке без многовалкового блока -10-12% на дпине 32-36%).
Таким образом, заметное улучшение геометрии катанки происходит при установке не менее двух трехвалковых клетей. Однако сравнение среднечасовой производительности показывает, что при пяти клетях в блоке (на одну нитку) она уменьшается на 5-10% (по сравнению с прокаткой в блоках с 1-4 клетями), а при шести клетях - на 8-12%.
2422664
группы стана, номер которой определяют из соотношения
N (0,17 - 0,20) (F/20 f ). Следовательно, зная конкретные 5 параметры первого и последнего калибров стана, можно определить оптимальное (с точки зрения геометрии катанки и застреваний раската) место установки многовалковых клетей. За- 10 тем для найденного при прокатке наиболее распространенного в сортаменте размера катанки ( мм, суммарная
f
вытяжка - 97, - 74) оптимального местоположения многовалкового блока
15
20
(в середине промежуточной группы, т.е. перед 3-й клетью) определяют необходимое число трехвалковых клетей на одну нитку раската. Опыты показывают прямую зависимость между овальностью катанки и числом трехвалковых клетей в блоке, а именно:
Результаты прот Ш1ленных испытаний предлагаемого проволочного стана показали, что при установке надлежащего количества трехвалковых клетей в определенном месте чистовой группы снижается число застреваний утол- ш;енных участков раската в калибрах (что увеличивает производительность на 5-.7%) , а также улучшается геометрия катанки за счет уменьшения овальности как по ее величине, так и по протяженности утолшенных участков на концах бунтов.
После 4-й клети промежуточной группы.
Редактор И.Дербак
Составитель Е.Воронкова
Техред М.Ходанггч Корректор Е.Сирохман
Заказ 3646/14 Тираж 518 Подписное
ВНИНПИ Государственного СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Прои; водственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многониточной прокатки | 1983 |
|
SU1109203A1 |
| Способ горячей прокатки мелкосортных профилей | 1986 |
|
SU1412821A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Способ прокатки профилей из титана и его сплавов | 1987 |
|
SU1477487A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Полухин П.П | |||
| и др | |||
| Прокатное производство | |||
| -М.;Металлургия, 1982, с.209-222 | |||
| Устройство для прорезания щелей | 1986 |
|
SU1355673A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
