Изобретение относится к литейному производству и может быть использов но для автоматизации дозированной pa; ливки жидкого металла в литейные формы, а также для дозирования других жидкостей.
Целью изобретения является повыше- ние точности дозирования жидко1 о металла.
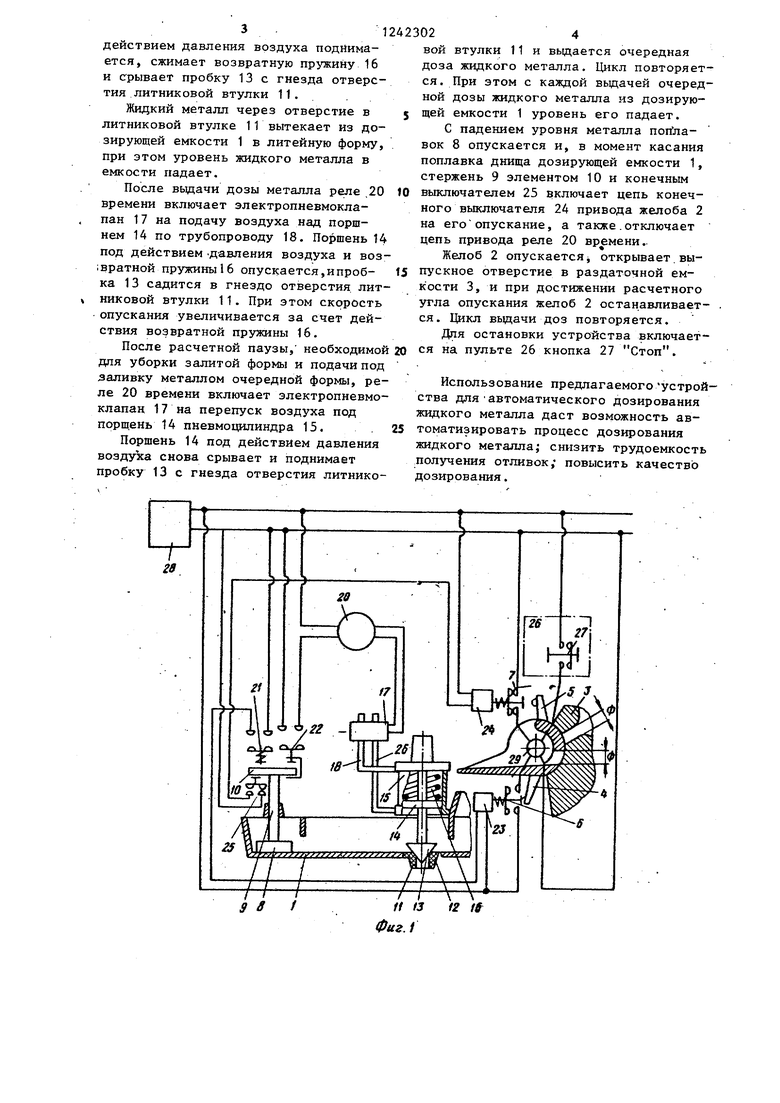
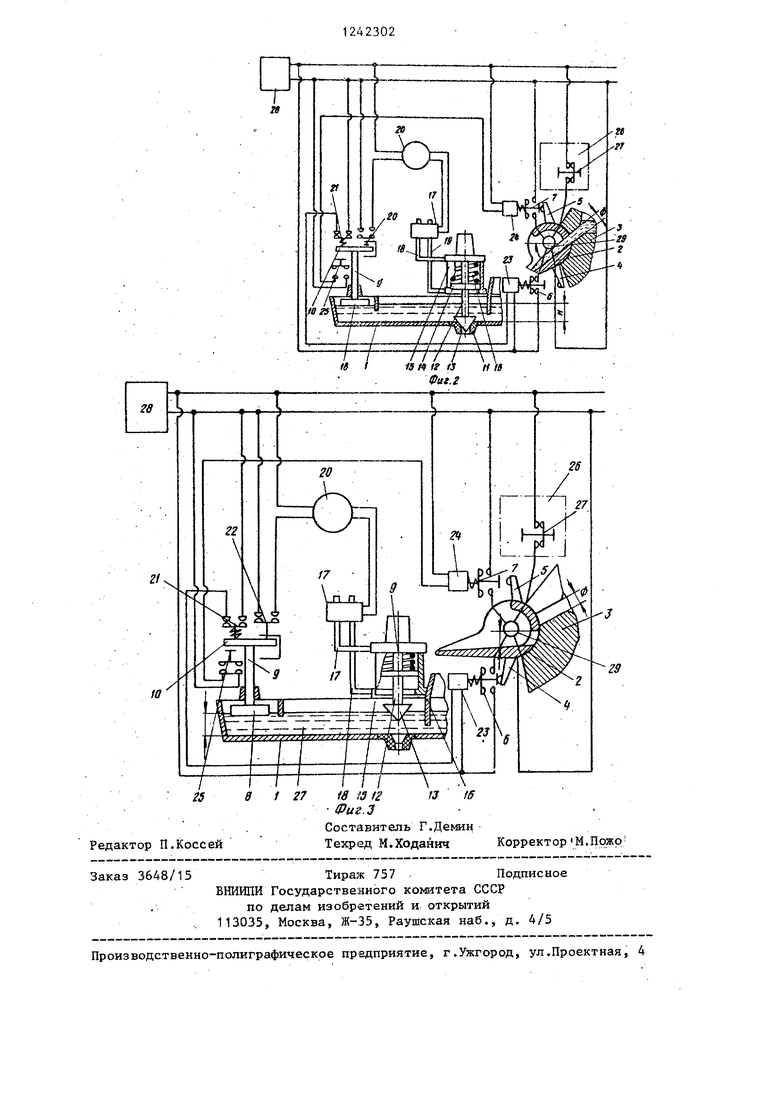
На фиг. 1 показано устройство в стационарном состоянии до подачи металла; на-фиг. 2 - процесс заливки металла в устройство на фиг. 3 - дозированная разливка металла в-формы.
Устройство для автоматического дозирования жидкого металла состоит из дозирующей емкос Ри 1 и поворотного желоба 2. Желоб содержит опорно-поворотный элемент, выполненный в виде цилиндра, закрытого с торцов и снабженного поворотными цапфами (не показано) . В цилиндре желоба 2 вьтолнен© отверстие, диаметр которого соответствует диаметру вьшускного отверстия в раздаточной емкости (тигле) 3. Же-, лоб 2 снабжен кулачками 4 и 5 для включения конечных выключателей 6 и 7 желоба в крайних положениях его подъема или опускания. .
Дозирующая емкость 1 оснащена электроподогревом (не показано), а ее поверхности, соприкасаювщеся с расплавленным металлом, покрыты огне- .упорной футеровкой (не показано).
Дозирующая емкость 1 содержит поп- лавковьй регулятор уровня, состоящий из поплавка 8 и стержня 9. При этом стержень 9 выполнен составным из двух частей, изготовле.нных с возможностью взаимодействия одной части с другой, следовательно, общая длина стержня может регулироваться, а на конце стержня выполнен элемент 10 для включения цепи управления желобом и цепи управления реле времени.
Вьщача дозы металла осуществляется через сменную литниковую втулку 11, расположенную в днище дозирующей емкости 2. Выпускное отверстие перекры-- вается с помощью штока 12, на одном конце которого расположена запорная пробка 13,.а на другом - поршень 14, перемещающийся в пневмоцилиндре 15.
С целью исключения самопроизвольного подъема пробки поршень 14 подпру-55 клапан 17 на подачу воздуха под пор- жинен с помощью возвратной пружины 16. шень 14 по трубопроводу 19.
Подъем или опускание запорной проб- Поршень 14 пневмоцилиндра 15,свя- ки 13 осуществляется с помбщью пнев- . занный штоком 12 с пробкой 13, под
5
о
0
5
5
0
5
0
моэлектрического Клапана 17, регулирующего подачу сжатого воздуха по трубопроводам 18 и 19.
Доза металла устанавливается с помор1ью реле 20 времени.
Автоматический цикл работы, устройства обеспечивается с помощью конечных выключателей 21-25.
Управление работой устройства осущ€1ствля.ется с пульта 26 с помощью кнопки 27 Пуск-стоп, обеспечивающей пуск и остановку от источника 28 питания реверсивного привода 29 желоба 2.
Устройство работает следующим образом.
Первоначально включается цепь от источника 28 питания реверсивног9 привода 29 желоба 2 нажатием кноп- ки 27 Пуск на .пульте 26.
Жбшоб 2 опускается, открывае тся выпускное отверстие в раздаточной емкости 3 и, в момент достижения расчетного угла опускания, останавливается,, так как включается конечный выключатель 7 реверсивного привода 29 кулачком 5.
Жкщкий металл мерез отверстие в раздаточной емкости 3 и впускное отверстие в цилиндре желоба 2 заполняет дозирующую емкость 1.
Поплавок 8 поднимается и в момент подъема уровня жидкого металла до заданной величины стержень 9 элементом 10 и конечным -выключателем 21 включает цепь конечный выключатель 23 привод 29 желоба 2 на его подъем. В проц€ ссе подъема желоб 2 иерекрьшает вьшускное отверстие в раздаточной емкости 3,
За время от начала включения желоба 2 на подъем и до момента-перекры- тия вьшускного отверстия в до ирую- щую емкость 1 добавится еще некоторое количество металла, которое поднимет поплавок 8 на незначительнун) величину.
В момент перекрытия желобом 2 отверстия в раздаточной емкости 3 стер- жень 9 элементом 10 и конечным выключателем 22 включает цепь реле 20 времени., которое после определенной паузы, достаточной для подачи формы на заливку, включает электропневмодействием давления воздуха подйима- ется, сжимает возвратную пружину 16 и срывает пробку 13 с гнезда отверстия литниковой втулки 11..
Жидкий металл через отверстие в литниковой втулке 11 вытекает из дозирующей емкости 1 в литейную форму, при этом уровень жидкого металла в емкости падает.
После вьщачи дозы металла реле 20 времени включает электропневмокла- пан 17 на подачу воздуха над поршнем 14 по трубопроводу 18. Поршень 14 под действием давления воздуха и воз- ;вратной пружины 16 опускается,ипроб- ка 13 садится в гнездо отверстия литниковой втулки 11. При этом скорость опускания увеличивается за счет действия возвратной пружины 16.
После расчетной паузы, необходимой для уборки залитой формы и подачи под заливку металлом очередной формы, реле 20 времени включает электропневмо- клапан 17 на перепуск воздуха под порщень 14 пневмощшиндра 15. .
Поршень 14 под действием давления воздуха снова срывает и поднимает пробку 13 с гнезда отверстия литниковой втулки 11 и выдается очередная доза жидкого металла. Цикл повторяется. При этом с каждой вьщачей очередной дозы жидкого металла из дозирующей емкости 1 уровень его падает.
С падением уровня металла noiuia- вок 8 опускается и, в момент касания поплавка днища дозирующей емкости 1, стержень 9 элементом 10 и конечным выключателем 25 включает цепь конечного выключателя 24 привода желоба 2 на его опускание, а также.отключает цепь привода реле 20 времени.
Желоб 2 опускаетсяj открывает.выпускное отверстие в раздаточной ем- к ости 3, и при достижении расчетного угла опускания желоб 2 останавливается. Цикл вьщачи доз повторяется.
Для остановки устройства включается на пульте 26 кнопка 27 Стоп.
Использование предлагаемого устройства для автоматического дозирования жидкого металла даст возможность автоматизировать процесс дозирования жидкого металла; снизить трудоемкость получения отливок, повысить качество дозирования.
/ / ft 13 12 ff
10
в 1 27 i8 -1512 гз fS Фиг.З
, Составитель Г.Демин Редактор П.КоссейТехред М.Ходанич Корректор М.Пожо
Заказ 3648/15Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
га
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое дозирующее устройство | 1975 |
|
SU532477A1 |
| Дозатор жидкого металла | 1979 |
|
SU806252A1 |
| Дозатор жидкого металла | 1979 |
|
SU816690A1 |
| Устройство для дозирования жидкогоМЕТАллА | 1979 |
|
SU806253A1 |
| Устройство для дозирования жидкого металла | 1975 |
|
SU554947A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| РАЗЛИВОЧНАЯ МАШИНА | 1992 |
|
RU2048434C1 |
| КАМЕРА ПРЕССОВАНИЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1972 |
|
SU337193A1 |
| Устройство для дозирования жидкого металла | 1986 |
|
SU1359069A2 |
| Устройство для определения длительности твердения смесей | 1980 |
|
SU1004849A1 |
| УСТРОЙСТВО для ОБЪЕМНОГО ДОЗИРОВАНИЯчЛШСЕСОЮЗНА|4ШШ4ГкГ:пЕс;bgl^ixfi'^'^C ^ ''• '••••" | 0 |
|
SU334008A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дозатор жидкого металла | 1979 |
|
SU816690A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
