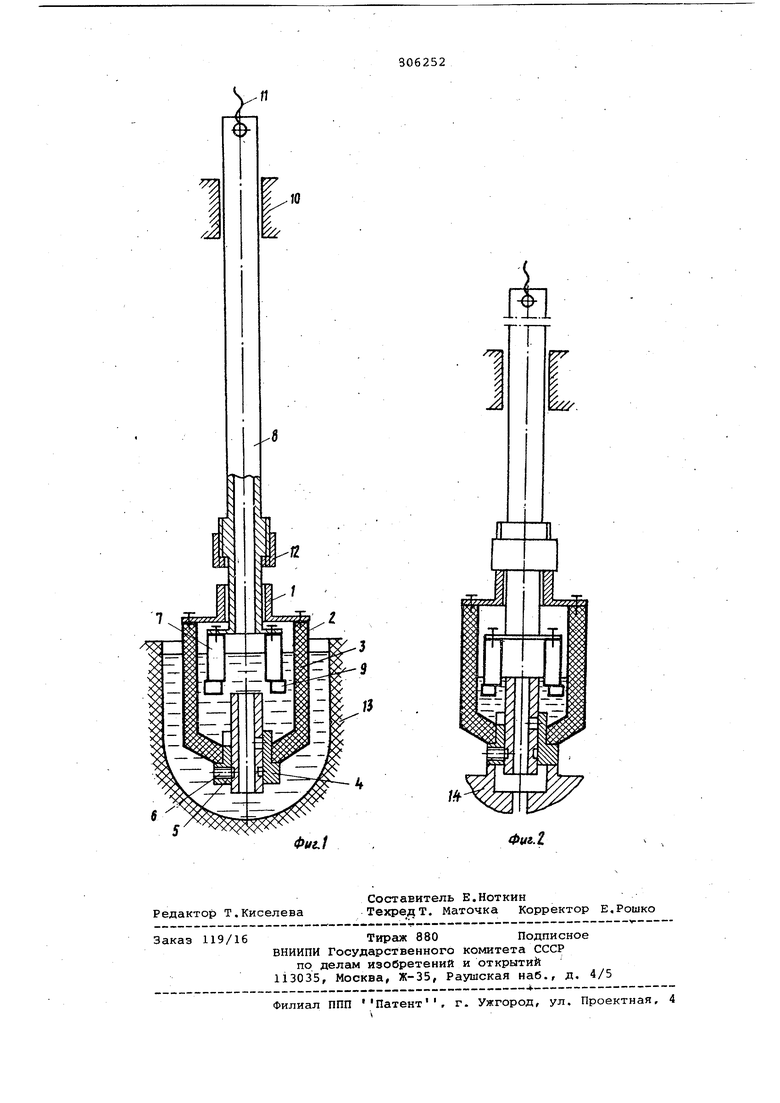
Изобретение относится к литейно му производству и предназначено для транспортировки и дозированной разливки расплава в формы на уставо ках механизированной разливки металла . И-d ecTHO дозируюме-заливное устройство для подачи жидкого металла в формыг содержащее емкость для металла, патрубок для забора и слив металла и крышку с клапаном 1. Недостатком данного устройства является невысокая точность и недс5с таточная надежность. Цель изобретения - повышение точности дозирования и надежности устройства. Поставленная цель достигается тем, что дозатор жидкого металла, с держащий ковш с крышкой, патрубок для забора и слива металла, установ ленный в донной части ковша,и привод подъема ковша, дополнительно снабже вытеснителем, выполненным в виде кольцевого поплавка, закрепленного на шганге с упором, проходящей чере крышку ковша и связанную гибкой, связью с приводом подъема ковша. Повышение точности дозиро айня лостигается тем, что на штанге- з.акреплен регулируемый упор, взаимог действующий с крышкой ковша. На фиг. 1 схематически изображено устройство в исходном положении ; на фиг. 2 - то же, после окончания Зсипивки металла в форму. Устройство состоит из закрытого крышкой 1 ковша 2 с двойными стенка1уш, пространство между которыми заполнено теплоизоляционным материалом 3. В днище ковша в отверстии закреп- лена втулка 4 с патрубком 5 для слива и забора металла, который имеет вертикальную ось и удерживается от смещения стопором 6, входящим в кольцевую канавку. Вес ковша с сопрягаe дыми деталями и его объем подобраны таким образом, что при опускании в расплав ковш остается на плаву, погрузившись на расчетную глубину. Внутри ковша 2 находятся вытесни тель 7 кольцевой формы, соединенный фланцем с пустотелой шта1нгой 8, и вспомогательный поплавок 9. №анга 8 свободно проходит через отверстие в крышке 1 и направляющее устройство 10 механизма перемещения в горизонтальной /шоскрсти и тросом 11 соединена с приводом подъема дозатоpa. На штанге закреплен регулируе№1й упор 12..
Вытеснитель 7 выполнен пустотелым и имеет такой объем, чтов сборе со штангой, будучи опущенным в расплав, он остается на плаву, погрузившись на расчетную глубину; при этом суммарный вес штанги и вытеснителя привышает вес той дозы метал-ча, которую необходимо вытеснять.
В исходном положении дозатор жидкого металла опущен в расплав раздаточной печи 13, ковш 2 находится на плавку в металле, вместе с ним плава.ет вытеснитель 7 в той части расплава, которая Bonma внутрь ковша через патрубок Ь. При этом уровень жидкого металла внутри и вне ковша одинаков.
При подъеме штанги 8 тросом 11 поднимается вверх вытеснитель 7, который, достигнув снизу крышки 1, увлекает за собой и ковш 2. Часть металла, -находившаяся выше уровня верхнего торца патрубка 5, включая шлаки, плававшие сверху, через отверстие в этой трубке, сливается в раздаточную печь. После окончания подъема устройство транспортируется в горизонтальном направлении к литейной форме.
При этом вспомогательный попла-вок 9, плавая на поверхности металла в ковше 2, препятствует выплескиванию расплава в патрубок 5 во время транспортировки. Наличие двойных стенок с теплоизоляцией между ними и отсутствие циркуляции ,воздуха у поверхности металла внутри ковша позволяет сохранить температуру расплава и ковша в целом.
Горизонтальное перемещение устройства прекращается, когда патрубок 5 окажется соосным с заливочным отверстием формы 14, а привод подъема обеспечивает опускание штанги 8 вниз Ковш 2, коснувшись торцом втулки 4 формы., останавливается, а вытеснитель 7 продолжает движение вниз под действием собственного веса вместе со штангой 8 и, достигнув поплавка 9, начинает вытеснять жидкий металл из ковша, сливаемый в форму через патрубок 5. Так как вес вытеснителя 7 со штангой больше веса вытесняемой дозы металла, то они опускаются до тех пор, пока упор 12 не коснется крышки 1. При этом доза вытесненного с в форму металла всегда постоянна и зависит только от настройки упора 12. После заполнения формы дозатор поднимается вверх и перемещается к раздаточной печи. Оставшийся после заливки расплав в ковше 2 не позволяет остыть внутренней полости этого ковша; тому же содействует теплоизоляция его стенок.
При опускании устройства в печь
5 13 ковш погружается в расплав, поступающий и в его внутреннюю полость через-патрубок 5. Благодаря достаточно высокой температуре внутренних г стенок ковша окисные пленки внутри
0 него практически не образуются. И вытеснитель 7, и ковш -2 остаются снова на плаву.
Для слива расплава из ковша при прекращении работы на установке для
5 разливки металла в патрубке 5 выполнено боковое отверстие, а во втулке 4 - паз. При повороте трубки совмещают отверстие с пазом, и металл из ковша выливается в печь.
Формула изобретения
Дозатор жидкого металла, содержащий ковш с крышкой, патрубок для забора и слива металла., установленный в донной части ковша, и ripивo JS подъема ковша, отличающийся тем, что, с целью повышения точности дозирования и надежности устройства,
оно снабжено вытеснителем, выполнен-, ным в виде кольцевого поплавка, закрепленного на штанге с упором,проходящей через крышку ковша и связанную гибкой связью с приводом подъема
ковша.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 554946, кл. В 22 D 39/00, 1975.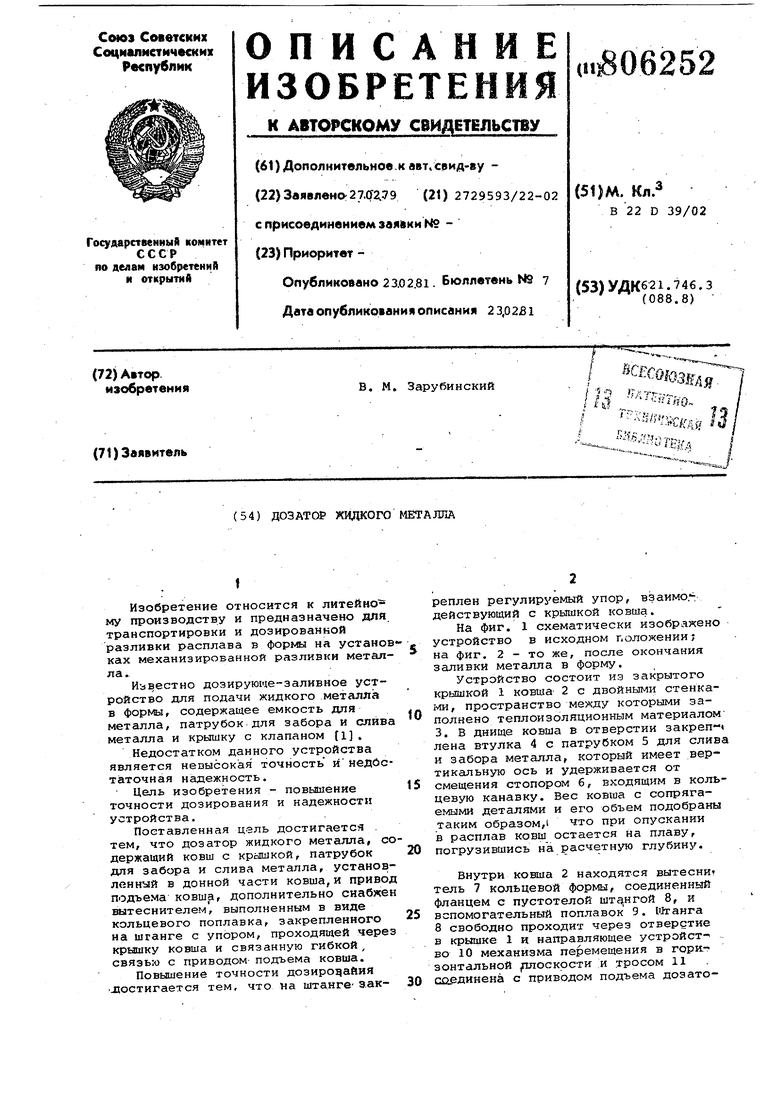
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заливки расплава в формы | 1984 |
|
SU1225684A1 |
| МАШИНА ТРАНСПОРТИРОВКИ И ОПРОКИДЫВАНИЯ КОВШЕЙ | 2014 |
|
RU2587123C2 |
| Дозатор жидкого металла | 1975 |
|
SU554946A1 |
| АГРЕГАТ ДЛЯ ВЫПЛАВКИ МЕТАЛЛА ИЗ ОКСИДОСОДЕРЖАЩИХ РУД | 2000 |
|
RU2176060C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2009 |
|
RU2441074C2 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Способ производства безуглеродистого феррохрома | 1979 |
|
SU901293A1 |
| Устройство для электромагнитной разливки металла | 1986 |
|
SU1405963A1 |