L. Устройство для сборки и упорядоченной укладки изделий в пакет, преиьтущественно отрезков цепи скребкового транспортера, содержащее сборочный стол, смонтированные на нем механизм сборки и горизонтально рас- положе нный, выполненный из двух час-. тей конвейер с толкателями для цепи, о т л и ч а ю щ е.е с я тем, что, с целью повьшения йройзводительности, оно снабжено .установленными вслед за столом по ходу сборки пакетировщиком и приводной тележкой, при этом пакетировщик выполнен в виде установленной на опорах горизонтальной балки, смой-
Изобретение относится к области сборочных работ в машиностроении, а именно к сборке цепей конвейеров.
Цель изобретения - повьшение производительности путем обеспечения периодической (шаговой) механизированной подачи отрезков цепи от начала сборки, со свертыванием их вдвое, до укладки их в пакет, соответствующий условиям поставки.
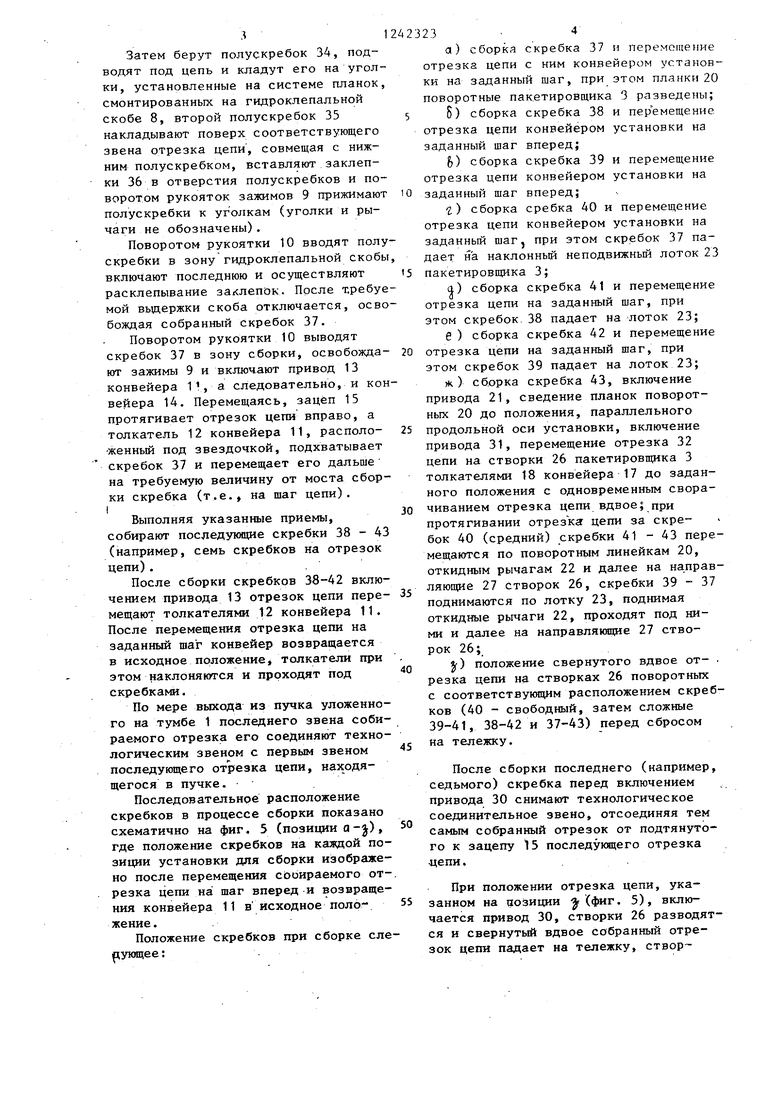
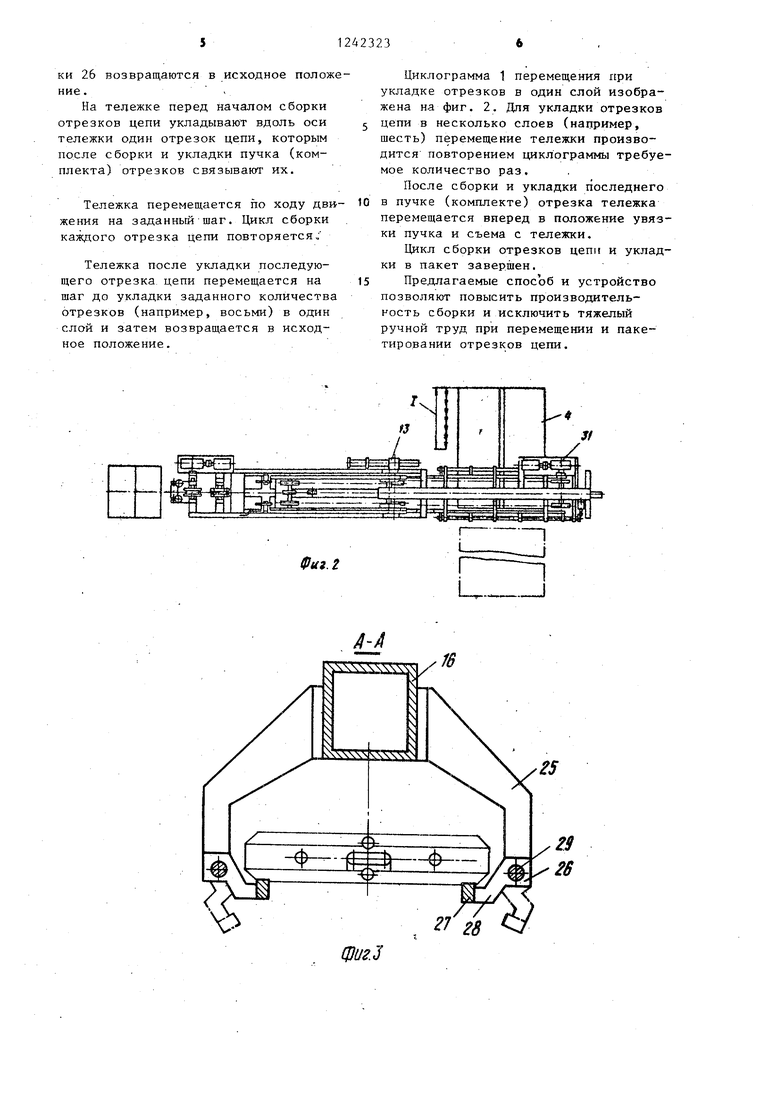
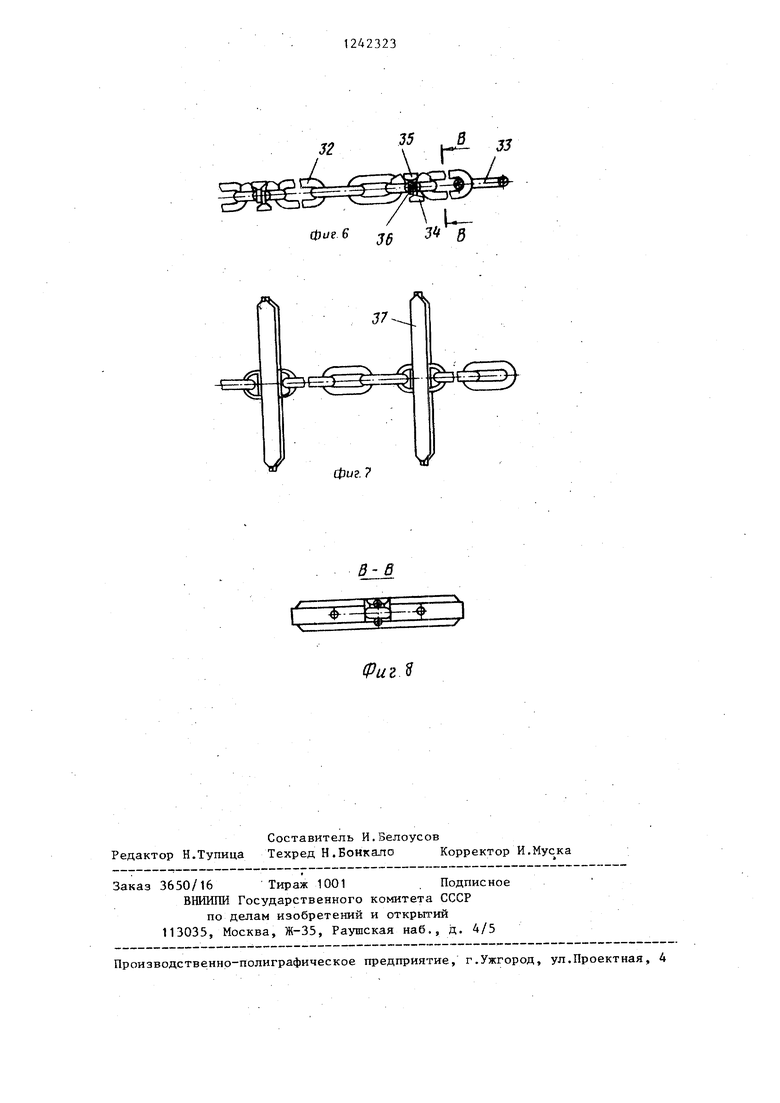
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху, и схема циклограммы 1 движения тележки; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг,- 5 - схема расположения собираемого отрезка цепи и скребков в процессе сборки и сворачивания вдвое; на фиг. 6 - собираемое изде- .лие - отрезок цепи со скребками, вид сбоку; на фиг. 7 - то же, вид сверху на фиг. 8 - разрез В-В на фиг. 6. Устройство состоит из тумбы 1, стола 2 для сборки, пакетировшдка 3 и тележки 4 (фиг. 1-4).
Стол 2 для сборки содержит раму 5 подающую звездочку 6 с приводом, опорную звездочку 7 с храповым механизмом, .гидроклепальную скобу 8, зажимы 9, рукоятку 10, двукцепной конвейер 11 с толкателями 12, привод 13 конвейера 11 одноцепной и конвейер 14 с зацепом 15.
Пакетировщик 3 содержит балку 16, двухцепной конвейер 17 с толкателятированньк на ней дополнительного конвейера с толкателями и приводных откидных створок с направлянмцими планками для цепи, а также смонтированного между столом и направляющими планками наклонного лотка с приводными линейками, причем нижняя ветвь дополнительного конвейера пакетровщика расположена выше уровня сборки, направляющие планки и приводные пинейки размещены на уровне сборки, а приводная тележка установлена с возможностью шагового перемещения под откидными. створками о
ми 18,, переднюю стойку 19, содержащую поворотные линейки 20 с приводом 21, откидные рычаги 22, неподвижный наклонньй лоТок 23 и заднюю стой5 ку 24„ На балке 16 закреплены кронштейны 25, несущие поворотные створки 26., состоящие из направляющих планок 273 рычагов 28, штанг 29. Кроме Toros на балке установлен привод 30
створок 26 и привод 31 конвейера 17. Тележка 4 снабжена приводом и ко- , нечны1чи выключателями, управляющими перемещением тележки (не изображены),
15 Устройство работает следующим образом.
Из пучка отрезков цепи (например, состоящего из 43 отрезков цепи), предназначенных для сборки, уложенных
20 на тумбе 1, берут конец одного отрезка 32, проносят, между направляющими роликами и нак.падывают на подакщую . звездочку б, включают ее привод, проносят далее конец отрезка через
25 опорную звездочку 7, гидроклепальную скобу 8 и набрасывают первое звено 33 отрезка на зацеп 15 конвейера 14. Звездочка подающая, щ ащаясь, вытягивает отрезок цепи из пучка до тех
30 пор, пока образовавшаяся между звездочками 6 и 7 петля отрезка цепи не н 1жмет на лоток и конечньй выклю- чатель, который отключит привод .подающей звездочки (позиции не обозна35 чены).
.
Затем берут полускребок 34, подводят под цепь и кладут его на уголки, установленные на системе планок смонтированных на гидроклепальной скобе 8, второй полускребок 35 накладывают поверх соответствующего звена отрезка цепи, совмещая с нижним полускребком, вставляют заклепки 36 в отверстия полускребков и поворотом рукояток зажимов 9 прижимаю полускребки к уг олкам (уголки и рычаги не обозначены).
Поворотом рукоятки 10 вводят пол скребки в зону гидроклепальной скоб включают последнюю и осуществляют расклепывание заклепок. После хребу мой вьдержки скоба отключается, осв бождая собранный скребок 37.
Поворотом рукоятки 10 выводят скребок 37 в зону сборки, освобождают зажимы 9 и включают привод 13 конвейера IV, а следовательно, и ко вейера 14. Перемещаясь, зацеп 15 протягивает отрезок цепи вправо, а толкатель 12 конвейера 11, расположенный под звездочкой, подхватывает скребок 37 и перемещает его дальше на требуемую величину от моста сборки скребка (т.е., на шаг цепи). I
Выполняя указанные приемы,
собирают последующие скребки 38 - 43 (например, семь скребков на отрезок цепи) .
После сборки скребков 38-42 включением привода 13 отрезок цепи перемещают толкателями 12 конвейера 11. После перемещения отрезка цепи на заданный шаг конвейер возвращается в исходное положениеj толкатели при этом наклоняются и проходят под скребками.
По мере выхода из пучка уложенного на тумбе 1 последнего звена собираемого отрезка его соединяют технологическим звеном с первым звеном последующего отрезка цепи, находящегося в пучке.
Последовательное расположение скребков в процессе сборки показано схематично на фиг. 5 (позиции а-j), где положение скребков на каждой позиции установки для сборки изображено после перемещения с&оираемого отрезка цепи на шаг вперед и возвращения конвейера 11 в исходное положение .
Положение скребков при сборке сле руклцее:
42323 . 4
а) сборка скребка 37 и перемещение отрезка цепи с ним конвейером установки на заданный шаг, при этом планки 20 поворотные пакетировщика 3 разведены; 5 о) сборка скребка 38 и пер емещенне отрезка цепи конвейером установки на заданный шаг вперед;
5) сборка скребка 39 и перемещение отрезка цепи конвейером установки на 10 заданный шаг вперед;
l) сборка сребка 40 и перемещение отрезка цепи конвейером установки на заданный шаг, при этом скребок 37 па- дает на наклонный неподвижный лоток 23 5 пакетировщика 3;
а) сборка скребка 41 и перемещение отрезка цепи на заданный шаг, при этом скребок. 38 падает на лоток 23;
е)сборка скребка 42 и перемещение 20 отрезка цепи на заданный шаг, при
этом скребок 39 падает на лоток 23;
ж)сборка скребка 43, включение привода 21, сведение планок поворотных 20 до положения, параллельного
25 продольной оси установки, включение привода 31, перемещение отрезка 32 цепи на створки 26 пакетировш 1ка 3 толкателями 18 конвейера 17 до заданного положения с одновременным свора30 чиванием отрезка цепи вдвое; при протягивании отрезка цепи за скребок 40 (средний) скребки 41 - 43 перемещаются по noBOpoTHbiM линейкам 20, откидным рычагам 22 и далее на направ, ляющие 27 створок 26, скребки 39 - 37 поднимаются по лотку 23, поднимая откидные рычаги 22, проходят под ними и далее на направляющие 27 створок 26;
0 положение свернутого вдвое от- . резка цепи на створках 26 поворотных с соответствующим расположением скребков (40 - свободный, затем сложные 39-41, 38-42 и 37-43) перед сбросом
5 на тележку.
После сборки последнего (например, седьмого) скребка перед включением привода 30 снимают технологическое соединительное звено, отсоединяя тем самым собранный отрезок от подтянутого к зацепу 15 последукщего отрезка .цепи.
При положении отрезка цепи, ука- 5 ванном на позиции (фиг. 5), включается привод 30, створки 26 разводятся и свернутый вдвое собранный отрезок цепи падает на тележку, створ0
ки 26 возвращаются в исходное положение .На тедежке перед началом сборки отрезков цепи укладывают вдоль оси тележки один отрезок цепи, которым после сборки и укладки пучка (комплекта) отрезков связывают их.
Тележка перемещается по ходу дви- жения на заданный шаг. Цикл сборки казвдого отрезка цепи повторяется„
Тележка после укладки последующего отрезка цепи перемещается на шаг до укладки заданного количества отрезков (например, восьми) в один слой и затем возвращается в исходное положение.
Циклограмма 1 перемещения при укладке отрезков в один слой изображена на фиг. 2. Для укладки отрезков цепи в несколько слоев (например, шесть) перемещение тележки производится повторением циклограммы требуемое количество раз. .
После сборки и укладки последнего в пучке (комплекте) отрезка тележка перемещается вперед в положение увязки пучка и съема с тележки.
Цикл сборки отрезков цепи и укладки в пакет завершен.
Цре,члагаемые способ и устройство позволяют повысить производительность сборки и исключить тяжелый ручной труд при перемещении и пакетировании отрезков цепи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для кладки кирпича | 1974 |
|
SU962551A1 |
| Устройство для вывода пачек писем из автоматической письмосортировочной машины | 1977 |
|
SU692766A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Устройство для подачи на шпалы подкладок | 1989 |
|
SU1670024A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ТАНКОВОЙ ПУШКИ, КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ ВЫСТРЕЛА И СПОСОБ ЗАКРЕПЛЕНИЯ ВЫСТРЕЛА В КОНВЕЙЕРЕ АВТОМАТИЧЕСКОГО МЕХАНИЗМА ЗАРЯЖАНИЯ | 2007 |
|
RU2361169C2 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Устройство для сборки и укладки изделий | 1977 |
|
SU738818A1 |
| Высадкопосадочная машина | 1957 |
|
SU114441A1 |
| ТРАНСПОРТНО-ЗАРЯЖАЮЩАЯ МАШИНА | 2000 |
|
RU2194234C2 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
1. Способ сборки и упорядоченной укладки изделий в пакет, преимущественно отрезков цепи скребкового транспортера, включающий соединение скребков с отрезком цепи, перемещение их и укладку, отличающийся тем, что, с целью повьщтения производительности, отрезок цепи укладывают горизонтально на уровень сборки, затем осуществляют шаговое перемещение отрезка цепи вдоль его продольной оси с последовательной сборкой со скребками, причем первую половину отрезка цепи с собранными скребками в процессе перемещения опускают ниже уровня сборки, а дальнейшее перемещение собранного отрезка цепи выполняют за средний скребок на уровне сборки, складывая его при этом вдвое, после чего опускают весь собранный отрезок цепи ниже уровня сборки и выполняют упорядоченную укладку отрезков цепи в пакет. Q Ф (Л ND Од С 00 Фиг.1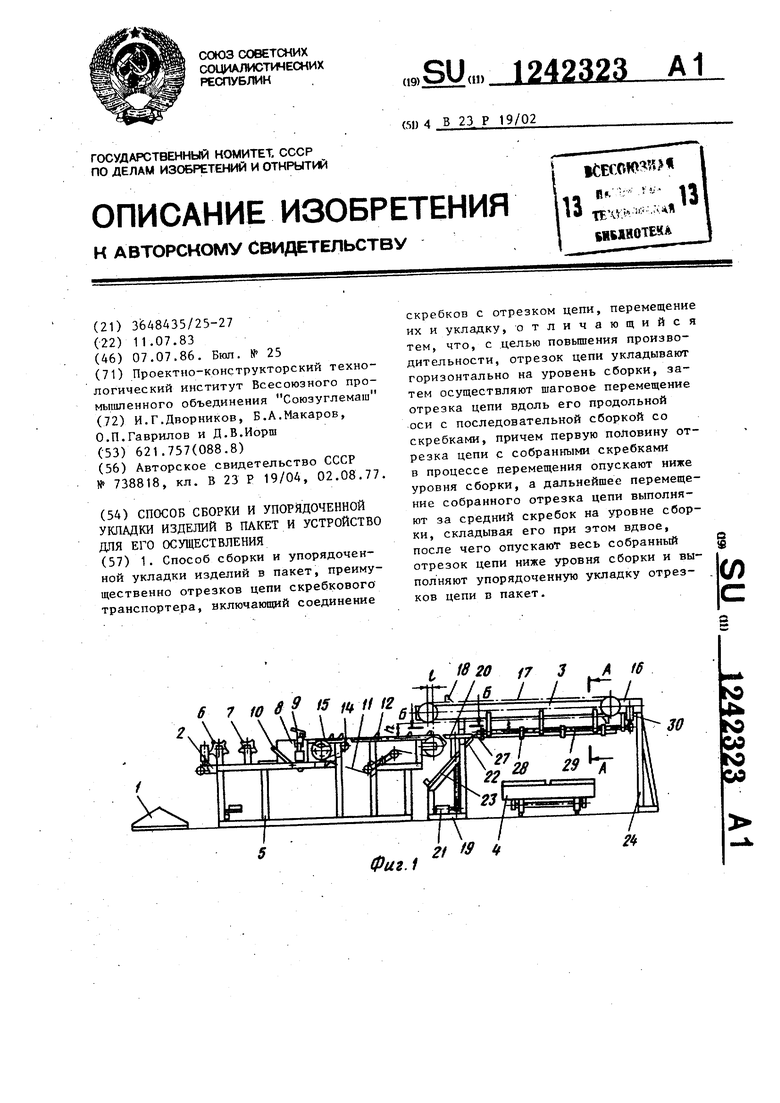
фиг.З
.37
/IS/ / fe.
-g / 1 sJs (
/ jj;
--- -1
x JJ
-
jfc--ггл-i . -- 1I I
--- -1
Щ.
..
«/ f jj-1x
/ / . / j --
- ---j ---4--
JeL..
«
-да
ж
«j « «f f
-4-..o i.,-.,.
jf «fiff
/
- rjiirzizrtfcyriia
, I .,,„-„, „ft t. --4 ---It-.-Sj-- :---WT,
«3fy
«) J JSB:
-да
jf «fiff ,
/
rzizrtfcyriia
«3fy
«) J JSB:
y j4,S/
фиг
Ф
«2
| Устройство для сборки и укладки изделий | 1977 |
|
SU738818A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
