2. Способ по п.1, отличаю - щ и и с я тем, что, г целью повышений стойкости инструмента за счет обеспечивания равномернбго из 1
Изобретение относится к машиностроению и может быть использовано для отделочной и упрочняющей обработки поверхности деталей.
Цель изобретения - повьппение производительности и повышение стойкости инструмента за счет обеспечения равномерного износа его рабочей части.
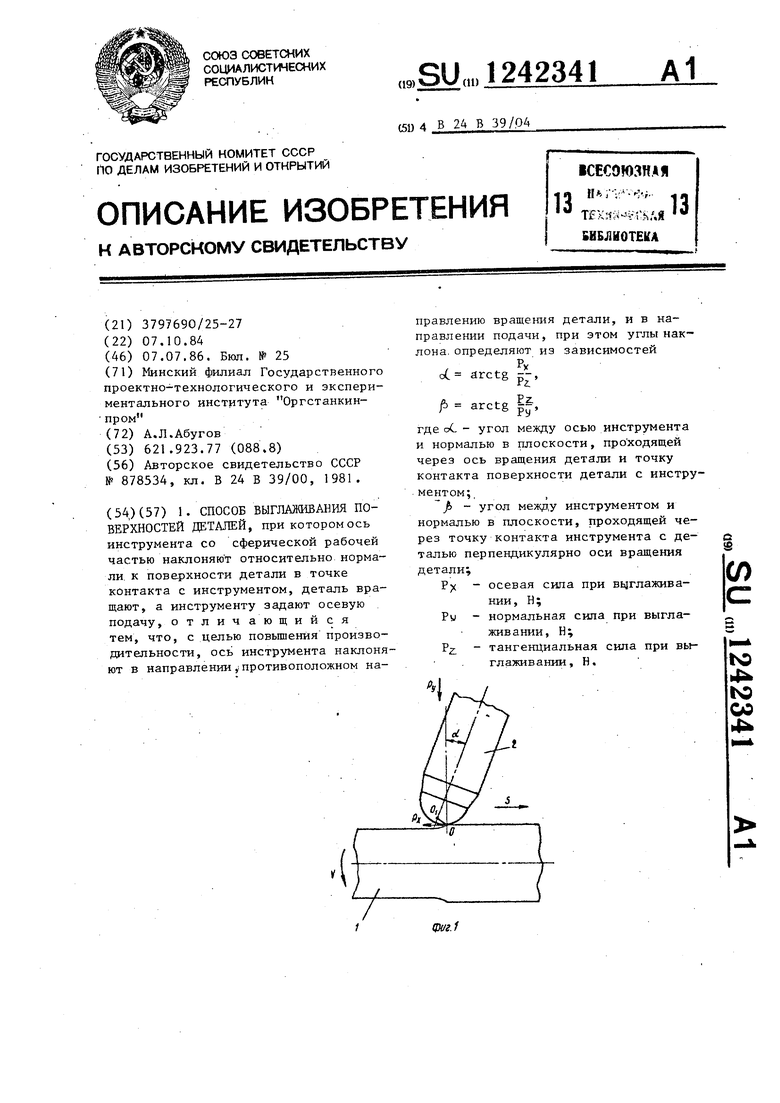
На фиг.1 показано положение инструмента в плоскости,проходящей через ось вращения детали и точку контакта поверхности детали с инструментом; на фиг.2 - положение инструмента в плоскости, проходящей через точку контактаповерхности детали с инструментом перпендикулярно оси вращения детали..,
Способ осуществляют следующим образом.
Деталь устанавливают в центрах токарного станка. Инструмент со сферической рабочей поверхностью устаналивают с (возможностью вращения вокруг его оси и подводят к обрабатываемой поверхности, при этом ось инструмент наклоняют в направлении, противоположном направлению врэдения детали, и в направлении подачи, при этом углы наклона определяют из зависимостей
с arctg jb arctg ,
где . - угол между осью инструмента и нормалью в плоскости, проходящей через ось вращения детали и контакта поверхности детали с инструментом;
/ - угол между осью инструмента и нормалью в плоскости, проходящей через точку контакта инструмента с деталью перпендикулярно оси вращения детали;
носа его рабочей части , инструмент устанавливают с возможностью поворота относительно его оси.
РХ ; Pyiilfz соответственно осевая, нормальная и тангенциальная силы при выглаживании, Н.
При таком расположении инструмента
результирующие силы от суммирования нормальной, осевой и. тангедциальной сил .направлены по оси инс трумента, что обеспечивает их максимальное положительное действие, так как исключает произвольное направление резуль- тирующи:х сил и уменьшает отрицательное воздействие осевой и тангенциальной сил, противодействующих движению инструмента. Зависимость угла наклона инструмента от величин сил позволяет точно назначать величину этого . угла в зависимости от 4изико-механических свойств обрабатываемого материала, радиуса кривизны рабочей час-.
ти инструмента, глубины внедрения инструмента в деталь,учитывать конкре.т-. ные условия обработки,что уменьшает силовые, потери при выглаживании, CHH- жает энергетические затраты на процесс
и обеспечивает повьшение производитель- ности обработки.
Проворачивание инструмента обеспе- чийает о сушествление процесса выгла- а1вания при наличии комбинированного
трения скольжения и качения, что является более благоприятным, чем наличие только трения скольжения, так как в зоне контакта меньшее тепловьщеление, При меньшем тепловыделении возможно увеличение скорости вращения детали, что пов:ьш1ает производительность обработки. Кроме того, меньшее тепловыделение и проворачивание инструмента, при котором участок контакта на рабочей части инструмента будет постоянно перемещаться по дуге, увеличивают стойкость инструмента и обеспечивают лучшие условия теплоотвода.
Фиг. 2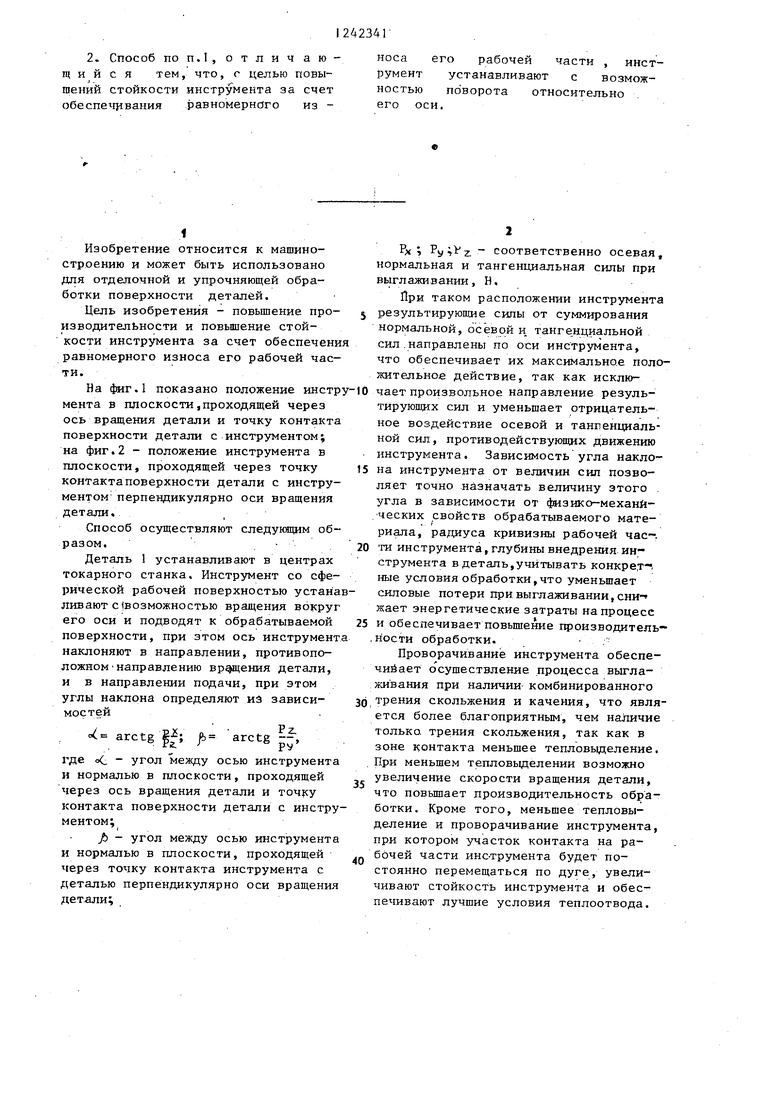
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выглаживания деталей | 1990 |
|
SU1752529A1 |
| Способ чистовой и упрочняющейОбРАбОТКи пОВЕРХНОСТЕй дЕТАлЕй | 1978 |
|
SU814686A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2094214C1 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛИ | 1995 |
|
RU2095225C1 |
| Способ выглаживания | 1987 |
|
SU1463454A1 |
| Способ алмазного выглаживания | 1980 |
|
SU878534A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
