Изобретение относится к переработке пластмасс в изделия и может быть использовано в технологической оснастке для литьевого и прессового формования.
Цель изобретения - повышение надежности работы формы.
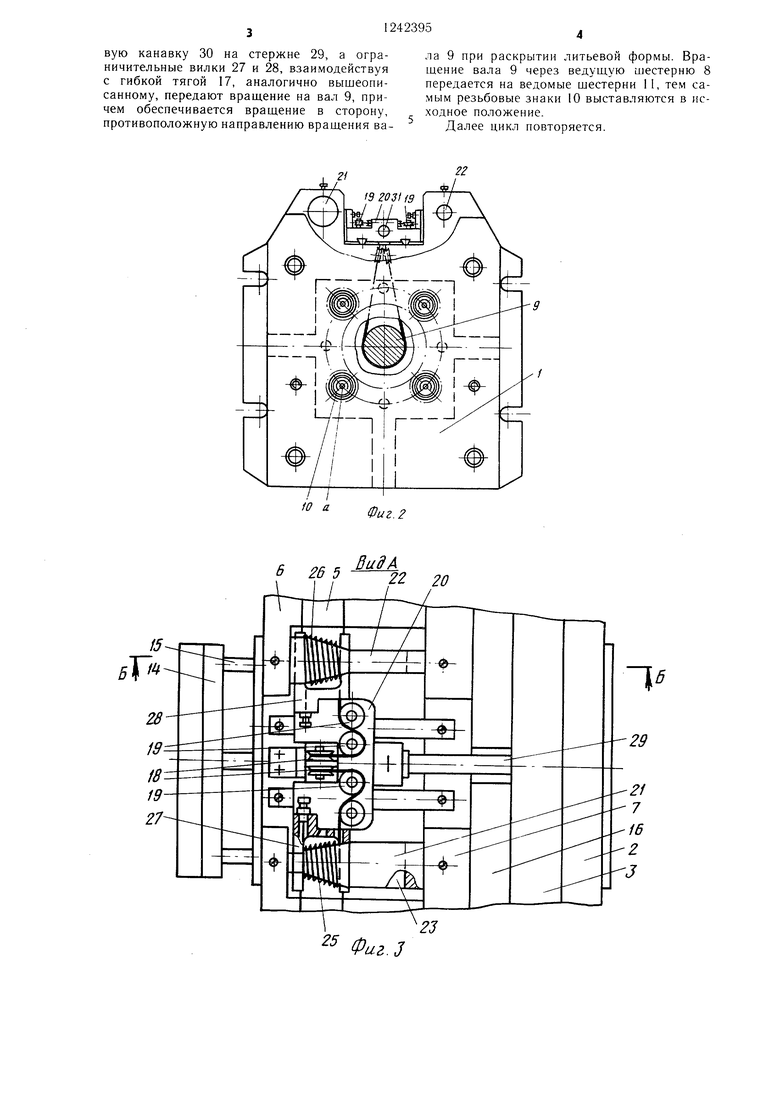
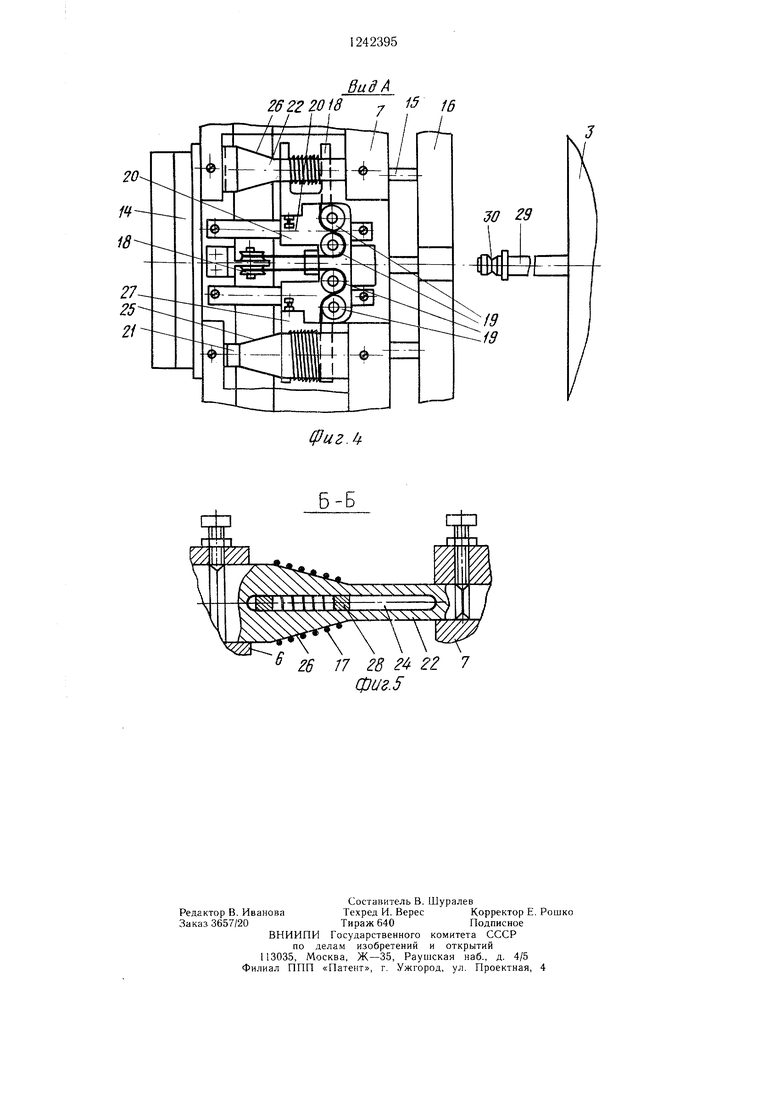
На фиг. 1 изображена литьевая форма в закрытом состоянии, продольный разрез; на фиг. 2 - подвижная полуформа, вид со стороны плоскости разъема; на фиг. 3 - вид А на фиг. 1 (литьевая форма в закрытом состоянии); на фиг. 4 - вид А на фиг. 1 (литьевая форма в раскрытом состоянии); на фиг. 5 - разрез Б-Б на фиг. 3.
Литьевая форма содержит неподвижную полуформу 1, включающую литниковую плиту 2, жестко связанную с плитой 3 матриц, и подвижную полуформу 4, состоящую из подвижной плиты 5, основания 6, промежуточной плиты 7, ведущей шестерни 8 с валом 9, установленной с возможностью вращения в подвижной и промежуточной пли- тах, резьбовых знаков 10, выпол)енных с ведомыми шестернями 11, взаимодействующими с ведущей шестерней, и установленных в резьбовых втулках 12, укрепленных в промежуточной плите, формующих знаков 13, установленных в подвижной плите и выполненных с выступом а для предотвращения проворачивания изделий при вывинчивании резьбовых знаков и выталкивающей системы, содержащей плиты 14 толкания, связанными тягами 15 с плитой 16 съема.
На валу 9 ведущей щестерни 8 уложена гибкая тяга 17, охватывающая блоки 18, закрепленные в подвижной полуформе, и блоки 19, закрепленные на ползуне 20, установленном на боковой стороне подвижной полуформы с возможностью перемещения вдоль оси формы. На той же стороне подвижной полуформы укреплены два стержня 21 и 22, расположенные параллельно продольной оси формы и имеющие соответственно диаметральные прорези 23 и 24, и конические участки 25 и 26 с противополож- ным направлением конусности, на которых намотана гибкая тяга, свободные концы которой укреплены на ползуне.
Ползун 20 снабжен ограничительными вилками 27 и 28 для взаимодействия с гибкой тягой, концы которых расположены в диаметральных прорезях стержней.
Средство для перемещения ползуна выполнено в виде закрепленного в неподвижной полуформе стержня 29 с кольцевой канавкой 30 на конце, а в ползуне выполнено гнездо 31 под конец стержня 29 с радиальным отверстием 32 для фиксирующего шарика 33, при этом в подвижной полуформе выполнено углубление 34 под шарик.
Такое конструктивное решение в срав- нении с известным повышает надежность работы формы, поскольку исключает рычаги, соединяющие подвижную и неподвижную по
5
5
0
0
5
0
5
5
0
луформы. Использование рычагов требует точно ограниченного хода раскрытия полуформ. В противном случае может произойти их повреждение.
Литьевая форма работает следующим образом.
После заливки полимерного материала и требуемой технологической выдержки литьевая форма раскрывается. При этом подвижная полуформа 4 отходит от неподвижной полуформы 1, освобождается наружная поверхность изделия, ползун 20, взаимодействуя с шариком 33, находящимся в кольцевой канавке 30 стержня 29, остается на месте, за счет чего ограничительные вилки 27 и 28, передвигаясь соответственно в диаметральных прорезях 23 и 24 стержней 21 и 22, взаимодействуя с гибкой тягой 17, перемещ.ают одну ветвь последней по коническому участку 25 стержня 21 в сторону увеличения поперечного сечения стержня, а другую ветвь - по коническому участку 26 стержня 22 в сторону уменьшения поперечного сечения стержня. В результате смеш,ения гибкой тяги 17 происходит вращение вала 9, которое через ведущую шестерню 8 передается на резьбовые знаки 10, выполненные заодно с ведомы.ми 111естернями П. Резьбовые знаки 10, взаимодействуя с резьбовыми втулками 12, вывинчиваются из изделия, освобождая его внутреннюю поверхность. При вывинчивании резьбовых знаков И) выступы а, выполненные на формующих знаках 13, предотвращают проворачивание изделий.
Одинаковая скорость перемещения обеих ветвей гибкой тяги 17 обеспечивается одинаковым углом конусности конических участков 25 и 26 стержней 21 и 22.
После раскрытия литьевой формы на величину Н, достаточную для полного вывинчивания резьбовых знаков 10 из изделия, фиксируюнхий шарик 33, пере.мещаясь по радиальному отверстию 32, попадает в углубление 34, выполненное в подвижной полуформе 4, выходит из зацепления с кольцевой канавкой 30, освобождая тем самым стержень 29.
Далее подвижная полуформа 4 продолжает движение, плита 14 толкания выталкивающей системы упирается в упор литьевой машины (не показан) .и через тяги 15 останавливает плиту 16 съема, которая производит окончательный сброс изделий.
После сброса изделий литьевая форма закрывается. При этом плита 16 съема, упираясь в неподвижную пс луформу 1, устанавливается в исходное положение и через тяги 15 возвращает в исходное положение плиту 14 толкания.
Стержень 29 входит в гнездо 31 ползуна 20 и перемещает последний вдоль оси формы в первоначальное положение. При этом фиксирующий щарик 33 входит в кольцевую канавку 30 на стержне 29, а ограничительные вилки 27 и 28, взаимодействуя с гибкой тягой 17, аналогично вышеописанному, передают вращение на вал 9, причем обеспечивается вращение в сторону, противоположную направлению вращения вала 9 при раскрытии литьевой формы. Вращение вала 9 через ведущую шестерню 8 передается на ведомые шестерни 11, тем самым резьбовые знаки 10 выставляются в исходное положение.
Далее цикл повторяется.
/Т ° Фиг. 2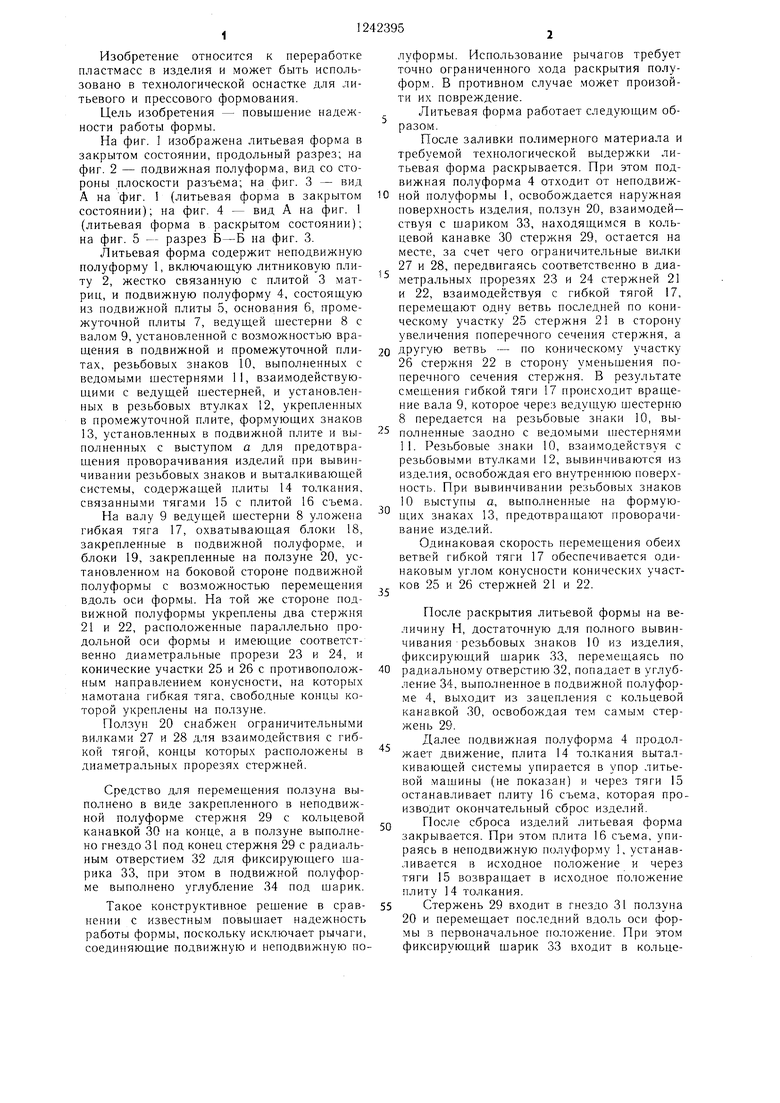
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1989 |
|
SU1764800A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1978 |
|
SU725802A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |

п. . ВидА
22 20
Фиг.З
26222018
201Ч18-27-2521
Вид А
7 15
сригл
б-Б
3
Z6 л 2В 2 2Z 7 фиг. 5
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Солесос | 1922 |
|
SU29A1 |
