Изобретение относится к устройствам для быстрого охлаждения цилиндрических изделий после горячей прокатк или при термообработке.
Цель изобретения - повьшение качества обрабатываемых изделий и расширение области применения устройства.
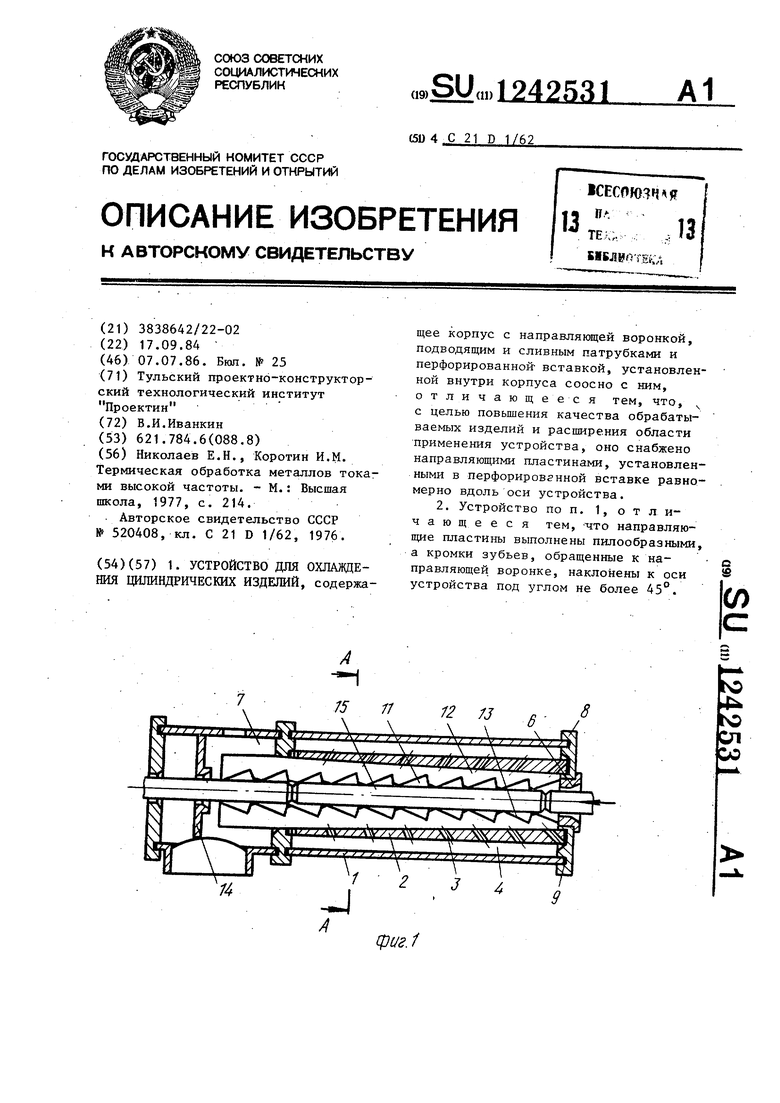
На фиг 1 изображено устройство, продольный разрез;,на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит цилиндрический корпус 1 с установленной в нем перфорированной вставкой 2 с отверстиями 3. Между корпуе-ом и вставкой образуется кольцевая полость 4, которая сообщается с источником подачи охлаждающей жидкости через патрубок 5 Корпус с одной стороны оснащен направляющей воронкой 6, а с другой - сливной камерой 7. На корпусе и сливной камере установлены съемные торцовые крышки 8, которые в месте их стыковки с корпусом уплотнены прокладками 9. Крьшгки 8 стянуты шпильками 10. В канале 11 перфорированной вставки 2 равномерно по периметру параллельно оси устройства размещены четьфе направляющие пластины с пилообразной кромкой 12. Кромки 13 зубьев, обращенные к направляющей воронке, наклонены к оси устройства под углом не более 45 . В сливной камере 7 установлен отсекатель 14.
Устройство работает следующим образом.
Через направляющую воронку 6, нагретые детали 15 подаготся в канал 11 где базируются по- оси спрейера на- .правляющиг-в планками 12. Детали мо
0
5
0
S
тут подаваться как периодически, так и непрерывно в зависимости от способа закалки (одновременный или непрерывно-последовательный) . Охлаждающая жидкость под давлением подается в кольцевую полость 4 и через отверстие 3 .перфорированной вставки 2 впрыскивается в канал 11, .где находится деталь 15 и охлаждает ее, омывая равномерно со всех сторон. Участки контакта детали с направляющими пластинами 12 имеют незначительную площадь и не ухудшают качество закалки .
Отработанная жидкость увлекается наклонными струями и выносится в сторону сливного коллектора 7, а из него в цеховую систему.
Ча.сть жидкости, попавшая вместе с деталью за отсекатель 14, теряя скорость, удаляется вместе с основным потоком в общее отверстие сливного коллектора.
Образовавшийся пар удаляется или с отработанной жидкостью, или при необходимости через отверстие, которое может быть выполнено в верхней части сливного коллектора.
Наличие направля ющих дает возможность использовать спрейер для закалки деталей разной длины и обеспечить их бс1зирование по оси устройства с равномерным зазором в канале. А вы- полнб .ние направляющих в виде пластин с пш Ообразной рабочей кромкой позволяет получить минимальную поверхность контакта с деталью и равномерное охлахэдение, что обеспечивает повьш е- ние качества закаливаемых деталей.
ff
/
Редактор В.Петраш
Составитель Г.МаксименкоtJJtfS.
Техред М.Ходанич: Корректор Т.Колб
Заказ 3670/27 Тираж 552 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятисг., г.Ужгород, ул.Проектная, 4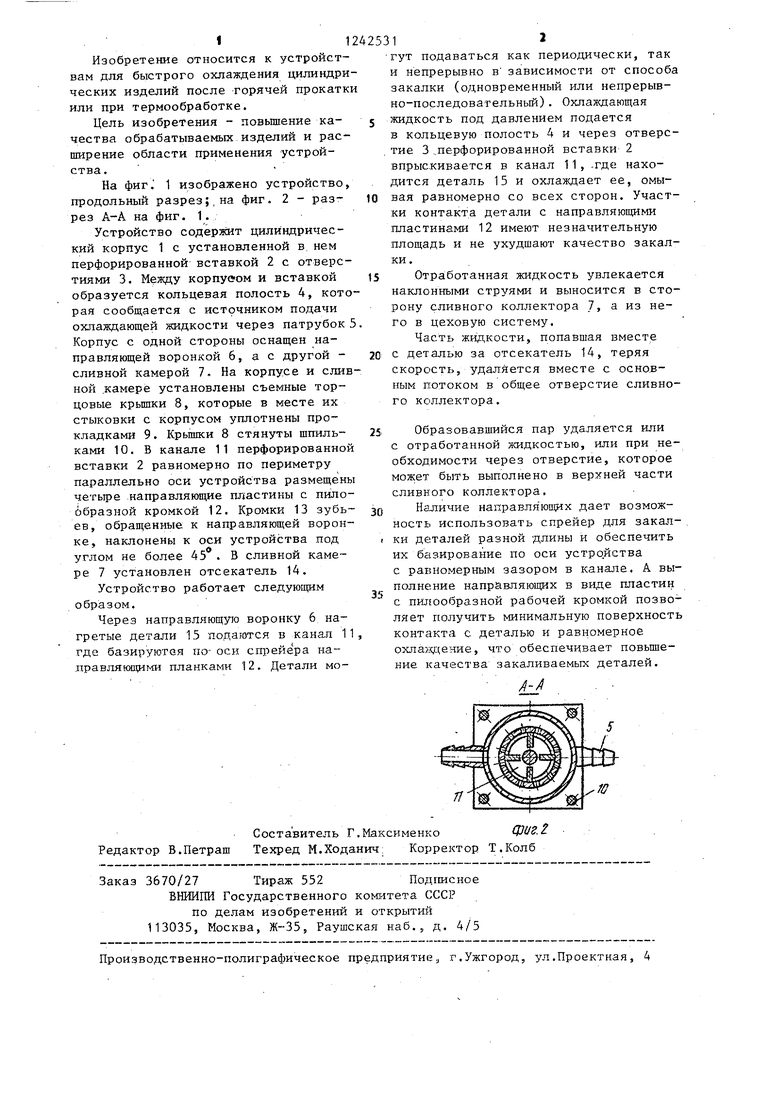
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ДЕТАЛЕЙ В ПРОЦЕССЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПРЕЙЕР ДЛЯ ОХЛАЖДЕНИЯ ДЕТАЛЕЙ | 2014 |
|
RU2570252C1 |
| Спрейер | 1974 |
|
SU520408A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ | 2005 |
|
RU2291906C1 |
| Установка для термической обработки изделий | 1977 |
|
SU722956A1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| Николаев Е.Н., Коротин И.М | |||
| Термическая обработка металлов токами высокой частоты | |||
| - М.: Высшая школа, 1977, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Спрейер | 1974 |
|
SU520408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
