Изобретение относится к машиностроению, более конкретно к упрочнению металлов, и может быть использовано для термической обработки, в частности закалки деталей машин и механизмов, эксплуатируемых в различных областях техники, например при производстве подшипников качения и обработке деталей в виде тел вращения, в частности сферической формы.
Известен способ закалки деталей в виде тел вращения, при котором нагретые до закалочной температуры детали подвергаются охлаждению подаваемыми из спрейера струями охлаждающей жидкости при вращении закаливаемых деталей с помощью вращающихся валков (см., например, авторское свидетельство SU 231590, 1967).
Недостатком этого способа и спрейера является то, что при его использовании сложно обеспечить одновременность начала вращения деталей на валках и подачи охлаждающих детали струй воды. Эта неодновременность начала вращения и интенсивного охлаждения жидкостью ведет к снижению равномерности охлаждения, качества закалки и повышению энергоемкости. Кроме того, при этом способе струи спрейера охлаждают детали только с одной стороны, так как с другой стороны расположены валки, что также создает неравномерность охлаждения. То обстоятельство, что при этом способе подача струй охлаждающей жидкости ведется в воздушной среде, приводит к попаданию на отдельные участки поверхности охлаждаемых деталей воздуха и это приводит к появлению дополнительной неравномерности охлаждения и снижению качества закалки.
Ограничивает возможности повышения качества закалки и то обстоятельство, что при повышении скорости вращения валков и деталей выше определенной величины, центробежные силы, неизбежно возрастающие при этом, достигают такой величины, что за счет этих сил происходит отбрасывание охлаждающей жидкости от валков и закаливаемых деталей, и, таким образом, дальнейшее повышение скорости вращения валков и деталей дает не повышение равномерности и качества охлаждения, а снижение.
Все перечисленные недостатки не позволяют добиваться в известном способе более качественной и производительной закалки, хотя для его реализации и требуется довольно сложная система вращаемых валков с приводом.
Известное устройство для закалки деталей, содержащее трубу, снабженную установленным внутри нее коллектором с соплами, расположенными тангенциально к внутренней поверхности (см. авторское свидетельство SU 881135 A1, 1977).
Известен также используемый для охлаждения деталей спрейер, содержащий корпус, перфорированные вставки, образующие с корпусом кольцевую полость, направляющий конус, канал для прохождения деталей, средство для подачи жидкости и сливной коллектор, работой которого реализуется способ охлаждения деталей при термической обработке (см. авторское свидетельство SU 378428 A1, 1973).
Этот известный, предназначенный для охлаждения деталей спрейер обладает тем недостатком, что в нем невозможно создать условия для повышения равномерности и интенсивности массообмена поверхности деталей и улучшения качества их закалки вследствие того, что в спрейере в канале для прохождения деталей создаются неуправляемые хаотические неравномерности гидравлических давлений на детали и скоростей потоков жидкости, влияющие на поступательные отдельных поверхностных участков деталей, что, в свою очередь, приводит к снижению равномерности закалки всей поверхности деталей, т.е. качества их закалки в целом.
Ввиду недостаточной интенсивности охлаждения и невозможности ее повышения пропускная способность устройства, эффективность способа и производительность способа и спрейера ограничены.
Технический результат, который достигается изобретением в части спрейера и способа охлаждения деталей, заключается в устранении и ослаблении указанных недостатков и в повышении эффективности охлаждения и производительности процесса охлаждения и термической обработки в целом.
Указанный технический результат достигается за счет того, что в устройстве для охлаждения деталей, выполненном в виде спрейера, созданы условия для повышения равномерности и интенсивности массообмена жидкости на поверхность деталей и улучшения качества их обработки, а также условия повышения пропускной способности - производительности. Струйную подачу охлаждающей жидкости осуществляют в направлениях симметричных относительно оси вращения охлаждаемых деталей хорд окружностей сечений наружных поверхностей деталей, и струи охлаждающей жидкости за счет своей кинетической энергии сами приводят охлаждаемые детали во вращение. Струйную подачу охлаждающей жидкости и весь процесс охлаждения ведут в толще слоя этой жидкости.
В спрейере для охлаждения деталей в виде тел вращения в процессе термической обработки, содержащем корпус с каналом для прохождения деталей и средство для направления охлаждающей жидкости на наружную поверхность деталей, средство для направления охлаждающей жидкости выполнено в виде вставок, расположенных симметрично относительно оси канала корпуса спрейера, при этом вставки имеют отверстия для подачи струй охлаждающей жидкости, проходящих через хорды воображаемых окружностей наружной поверхности охлаждаемой детали с обеспечением вращательного движения деталей в слое охлаждающей жидкости, причем спрейер установлен в емкости с проточной охлаждающей жидкостью.
Средство для направления охлаждающей жидкости на детали выполнено в виде по меньшей мере двух вставок с отверстиями, расположенных в корпусе.
Канал для прохождения деталей в корпусе со стороны их подачи выполнен коническим, при этом больший диаметр канала выполнен со стороны подачи деталей.
Средство для направления охлаждающей жидкости на детали в виде вставок составляет четное количество, а для обеспечения поступательного перемещения деталей во вставках выполнены под острым углом к их образующей косые отверстия.
Вставки расположены равномерно по окружности, центр которой совпадает с центром отверстия корпуса.
Корпус содержит герметичную кольцевую полость, соосную его каналу и сообщенную с устройством для подачи охлаждающей жидкости, а каждая вставка имеет герметичную полость, сообщенную с кольцевой полостью корпуса и отверстиями вставки, причем вставки одной стороной жестко соединены с корпусом и установлены в корпусе по окружности, соосной каналу корпуса, а другой стороной - они скреплены между собой хвостовиком.
Каждая вставка снабжена износостойкой накладкой, расположенной со стороны охлаждаемых деталей.
В способе охлаждения деталей в виде тел вращения в процессе термической обработки, включающем подачу охлаждающей жидкости струями на наружную поверхность деталей посредством спрейера, используют спрейер по любому из пп. 1-7, при этом деталям придают вращательное движение непосредственно в слое охлаждающей жидкости.
Струи охлаждающей жидкости сообщают деталям поступательное перемещение в направлении оси вращения.
Детали погружают в охлаждающую жидкость и охлаждают посредством спрейера, выполненного как указано выше.
Для обеспечения эжектирования посредством струи создают область с пониженным давлением между поверхностью струи и поверхностью вставок или износостойких накладок.
Перфорированные вставки выполнены с отверстиями, которые направлены по хордам окружностей, вписанных в сечение канала для прохождения деталей, и расположены симметрично к его оси и, как минимум, попарно сгруппированы, и в зависимости от углового положения направления отверстий перфорации вставок им придано осевое смещение на часть шага размещения этих отверстий на перфорированной вставке. Перфорированные вставки со стороны канала для прохождения деталей снабжены износостойкими на истирание накладками. Снабжение спрейера рядом подающих охлаждающую жидкость перфорированных вставок, которые перфорированы с одной стороны, размещены с зазорами равномерно по окружности и образуют между собой канал для прохождения деталей, создает условия для упорядоченного движения потоков охлаждающей жидкости в канале вблизи закаливаемых деталей и ослабления влияния местных неуправляемых хаотических неравномерностей гидравлических давлений и скоростей, что, в конечном итоге, создает условия для повышения равномерности и интенсивности массообмена жидкости на поверхности и улучшения качества охлаждения, а также повышения пропускной способности и производительности устройства - спрейера.
Выполнение вставок с отверстиями, которые направлены по хордам окружностей, вписанных в сечение канала для прохождения деталей с расположением их симметрично к оси этого канала, обеспечивает упорядоченную радиально-тангенциальную подачу жидкости на детали, радиальные составляющие гидроусилий от которой взаимно скомпенсированы, а преимущественные парные тангенциальные составляющие создают вращающий момент, который приводит охлаждаемые детали во вращение, при этом сама подаваемая на детали жидкость приобретает однонаправленное круговое завихрение вокруг деталей, что способствует повышению равномерности и интенсивности охлаждения, улучшению качества закалки и повышению производительности. Группировка перфорированных вставок в зависимости от углового положения отверстий вставок и придания им осевого смещение на часть шага расстановки этих отверстий на перфорированной вставке также способствует упорядочению подачи жидкости и созданию условий повышения равномерности и интенсивности массообмена жидкости на поверхности деталей и улучшения качества их закалки, а также повышению производительности устройства.
Износостойкие на истирание накладки со стороны канала для прохождения деталей, постоянный зазор между деталями и поверхностью отверстия корпуса, образованной накладками, повышают интенсивность подачи жидкости и ее массообмен на поверхности деталей, а следовательно, улучшают качество и повышают производительность закалки без опасений за снижение срока службы этого устройства или за нарушение его работоспособности.
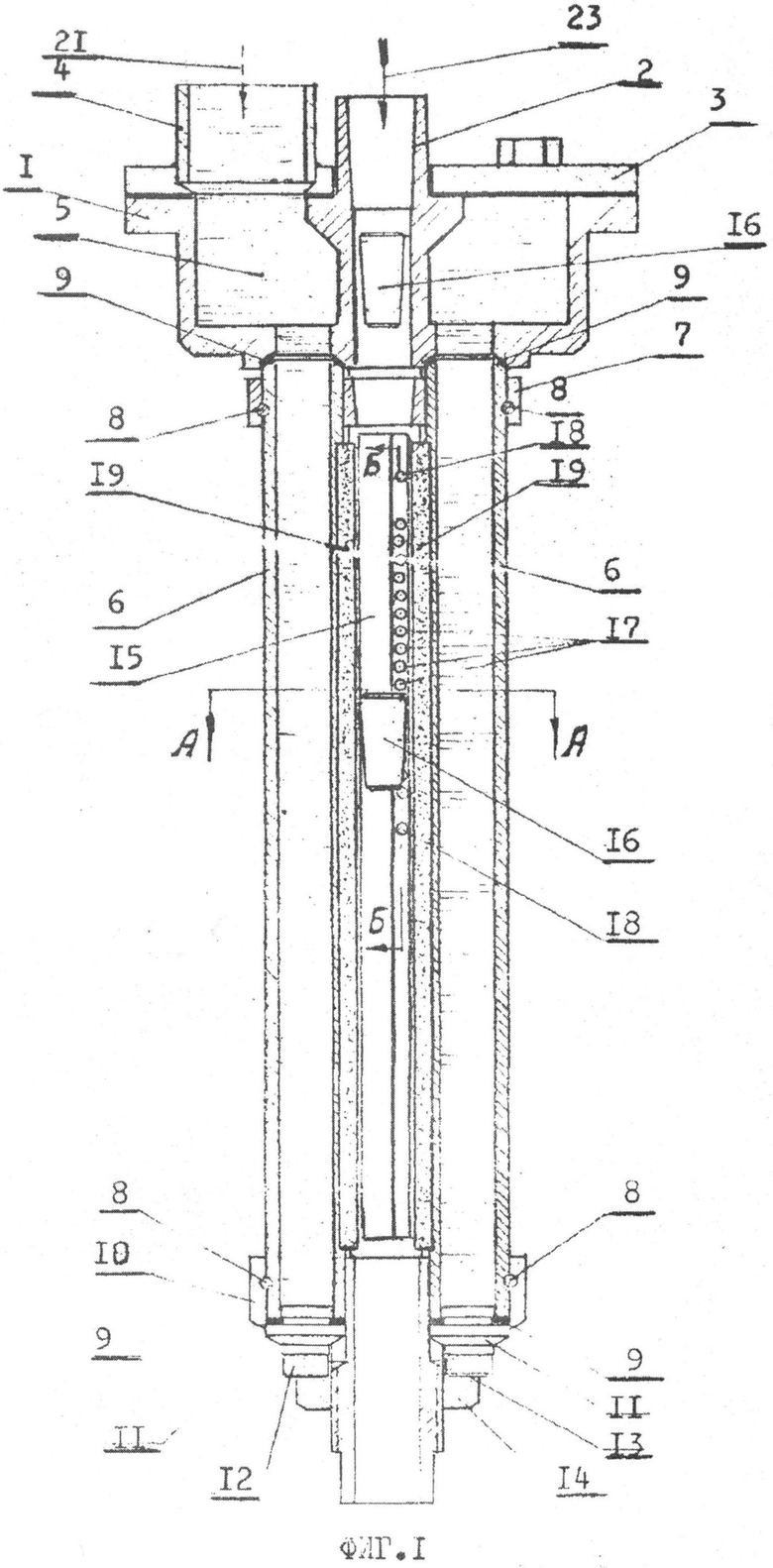
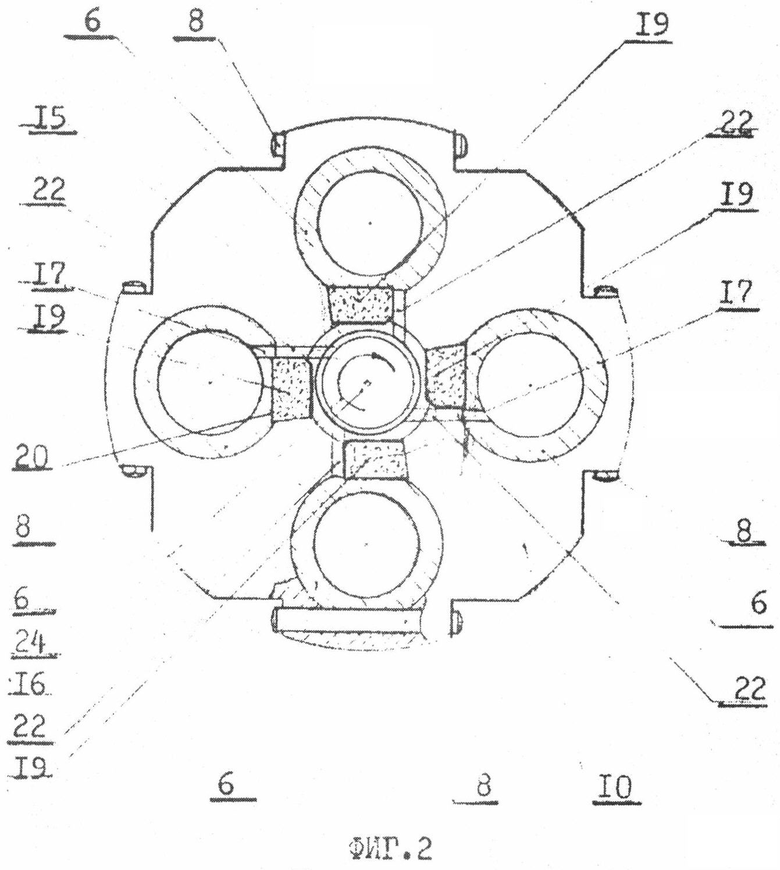
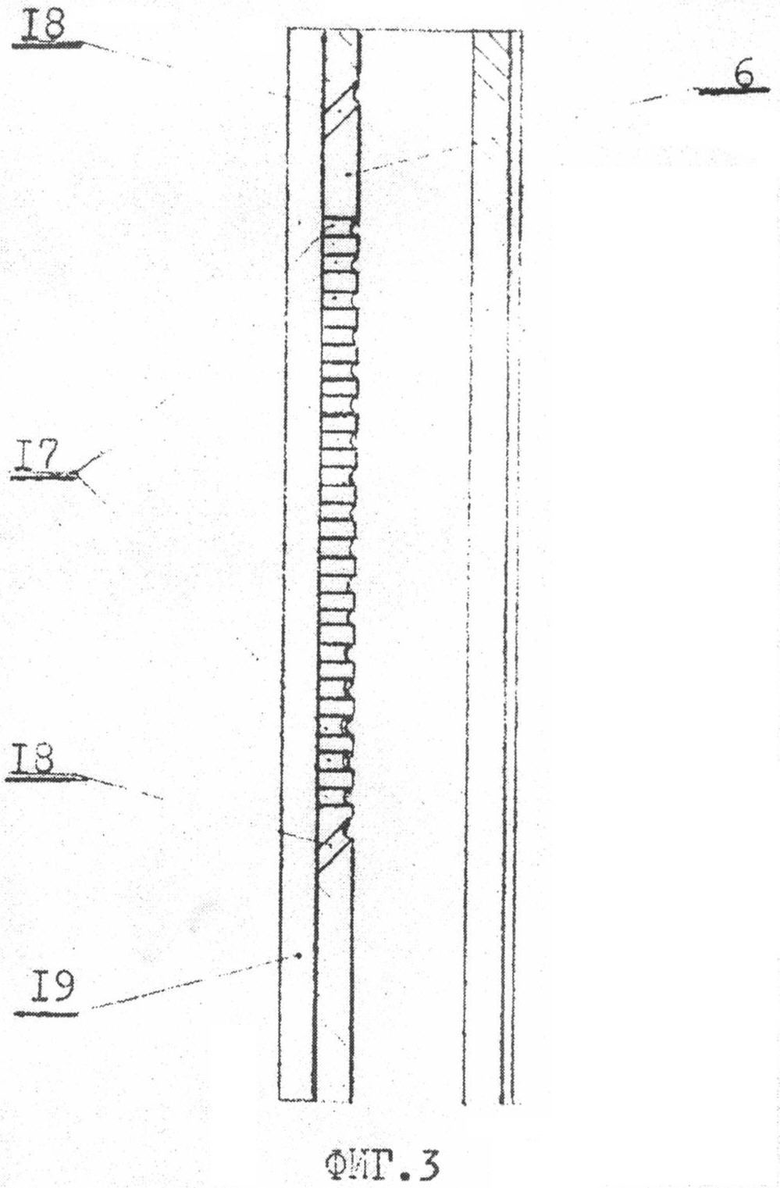
На фиг.1 приведен общий вид предложенного спрейера в разрезе по его осевой плоскости, на фиг.2 приведен вид по А-А на фиг.1 с дополнительным частичным местным вырезом, на фиг.3 приведен вид по Б-Б на фиг.1.
Спрейер имеет корпус 1, в котором выполнен направляющий конус 2, крышку 3 с патрубком 4, подключаемым к непоказанному на чертеже устройству подачи жидкости. Корпус 1 с указанными сопрягаемыми с ним деталями имеет кольцевую полость 5 для подачи охлаждающей жидкости. Спрейер имеет средство для направления охлаждающей жидкости на наружную поверхность деталей, содержащее, в частности, четыре перфорированные вставки 6 (см. также фиг.2), которые перфорированы только с одной стороны, жестко соединены с корпусом и размещены с зазорами равномерно по окружности соосно оси кольцевой полости 5 для охлаждающей жидкости. Каждая вставка соединена с корпусом посредством кольца, шпилек 8, установленных в гнездах 7, которые выполнены во вставках и кольцах. Вставки соединены посредством непоказанных на чертеже болтов, расположенных в промежутках между перфорированными вставками 6, и с использованием четырех уплотнительных прокладок 9, жестко подсоединенных к кольцевой полости 5 для подачи жидкости. Другие свободные концы перфорированных вставок 6 посредством хвостовика с гнездами 10, четырех других шпилек 8, четырех заглушек 11, шайб 12, 13, гайки 14 с использованием других четырех прокладок 9 заглушены и скреплены между собой так, что между четырьмя перфорированными вставками 6 на всей их длине образован канал 15 для прохождения деталей 16, который через щелевые зазоры между вставками 6 сообщается с внешним пространством. Отверстия 17 в перфорированных вставках 6 выполнены так, что в сборе они направлены (как видно из фигуры 2) по хордам воображаемых, вписанных в сечение канала 15 для прохождения деталей 16 окружностей или окружностей внешней поверхности охлаждаемой детали. Они имеют в спрейере симметричное к его оси взаимное расположение. По обе стороны от отверстий 17 имеются выполненные под острым углом к образующей вставки 6 и направленные в сторону по ходу деталей 16 косые отверстия 18 (см. также фиг.3). Перфорированные вставки 6 попарно сгруппированы и на фиг.2 видно, что в представленном здесь сечении по А-А на фиг.1. расположены и видны отверстия 17 перфорации только у двух симметрично расположенных относительно оси канала 15 перфорированных вставок 6, имеющих одинаковое угловое расположение между собой встречно-параллельное положение отверстий 17 перфорации, у двух других симметрично к оси расположенных вставок 6, имеющих другое угловое положение отверстий их перфорации из-за их одновременного с угловым группового осевого смещения на половину шага расстановки отверстий перфорированных вставок 6. Эти отверстия в сечение по А-А на фиг.2 не попали. Перфорированные вставки 6 со стороны канала 15 для прохождения деталей 16 снабжены износостойкими на истирание накладками 19, например, изготовленными из твердого сплава, которые к ним приклеены или припаяны известным образом по плоскости 20, или закреплены любым другим способом так, что обращенная в сторону канала 15 для прохождения деталей 16 их поверхность возвышается над выходной стороной отверстий 17 и 18.
Для работы спрейер помещается в непоказанную на чертежах емкость, содержащую охлаждающую жидкость, с таким его погружением в жидкость, что все отверстия 17 и 18 вставок 6 оказываются в слое жидкости вблизи ее поверхности. Из этой емкости обеспечивается слив жидкости с поддержанием ее уровня.
От внешнего не показанного на чертеже устройства в спрейер через его патрубок 4 по направлению стрелки 21 осуществляется подача охлаждающей жидкости. При подаче в спрейер охлаждающей жидкости в канале 15 для прохождения деталей 16 создается упорядоченно направленное ее движение в виде струй 22, которые благодаря их групповому смещению на часть шага не сбивают друг друга и увлекают за собой также и прилегающую к ним жидкость, находящуюся вблизи них в слое жидкости в канале 16, а также вблизи этого канала. В частности, вследствие увлечения находящейся вблизи вставок 6 и канала 16 жидкости потоком жидкости, поступающей в виде струй 22, создается также реактивный осевой вдоль канала 15 подсос жидкости из верхних ее слоев в емкости и жидкости вместе с воздухом из верхних слоев. Удаление охлаждающей жидкости из канала 15 происходит через щелевые зазоры между вставками 6. Нагретые до закалочной температуры детали 16 подаются по стрелке 23 через направляющий конус 2 в канал 15.
Действием струй жидкости, выходящих из расположенных вверху косых отверстий 18 детали 16, быстро вводятся в слой жидкости в зону струй 22, выходящих из отверстий 17, которые равномерно и интенсивно охлаждают детали 16, и одновременно приводят за счет своей кинетической энергии эти детали во вращение с большой скоростью порядка 20-30 тысяч об/мин в направлении стрелки 24, что также способствует повышению равномерности охлаждения и его интенсивности. При своем вращении в процессе охлаждения детали 16 опираются на износостойкие к истиранию накладки 19, но прижим деталей к ним определяется только величиной разницы взаимно компенсируемых радиальных составляющих гидравлических усилий и благодаря тому, что обращенные в сторону канала 15 их поверхности возвышаются над выходной стороной отверстий 17 и 18. Последние, с одной стороны, не могут быть перекрыты самими деталями, и, с другой стороны, они не закрыты износостойкими накладками от истирания поверхности вставок 6. Реактивный осевой подсос охлаждающей жидкости снизу поддерживает деталь 16 этим подсосом в канале 15 в зоне отверстий 17 перфорированных вставок 6 и охлаждается здесь до тех пор, пока последующие детали 16, поступающие в эту зону сверху, не вытеснят предыдущую деталь в зону нижних косых отверстий 18, откуда она действием выходящих из этих отверстий 18 косых струй окончательно выталкивается из зоны интенсивного охлаждения.
Как видно из описания конкретного случая реализации способа, при его использовании достигается повышение равномерности и интенсивности охлаждения, а следовательно, качества закалки и производительности, поскольку при предложенном способе:
- обеспечена одновременность начала вращения детали и начала ее струйного охлаждения;
- охлаждающие струи поступают на закаливаемые (охлаждаемые) детали со всех сторон симметрично относительно их оси и обеспечивают более равномерное омывание деталей и с большей скоростью и суммарной подачей охлаждающей жидкости;
- исключена вероятность попадания воздуха на поверхность охлаждаемых деталей во время закалки;
- достигнуты значительно более высокие скорости вращения деталей, равномерность и интенсивность их охлаждения.
Это, в свою очередь, говорит о достижении поставленной цели. При этом устройство является более простым и эффективным.
Из описания видно, что наличие у спрейера ряда подающих охлаждающую жидкость перфорированных вставок, которые размещены с зазором равномерно по окружности и образуют между собой канал 15 для прохождения деталей 16, создает условия для упорядочения потоков охлаждающей жидкости вблизи поверхности закаливаемых деталей 16 и повышения равномерности и интенсивности массообмена на их поверхность и равномерности охлаждения и качества закалки и повышения производительности устройства и способа.
То, что перфорированные вставки 6 выполнены с отверстиями 17, направленными по хордам окружностей, вписанных в сечение канала 15 для прохождения деталей 16, и расположены симметрично к его оси и что они, как минимум, попарно сгруппированы и в зависимости от углового положения направления отверстий 17 перфорированных вставок 6 им придано групповое осевое смещение на часть шага расстановки этих отверстий 17 на вставке 6, также способствует повышению равномерности и интенсивности массообмена жидкости на поверхности деталей 16 и качества их закалки и производительности устройства.
Наконец, наличие на перфорированных вставках 6 износостойких на истирание накладок 19 с описанным их исполнением также создает условия для повышения интенсивности подачи охлаждающей жидкости и ее массообмена на поверхности деталей 16, а следовательно, улучшения качества и повышения производительности устройства без опасений снижения его срока службы или нарушения его работоспособности.
Для доказательства целесообразности и полезности предложенного технического решения следует привести следующие рассуждения и оценочные выкладки.
Известно, что по закону теплопроводности материалов, в том числе и стали как материала, из которого изготавливаются закаливаемые детали, удельный тепловой поток теплопроводности для плоских поверхностей (элементарный участок любой детали можно рассматривать как плоский) выражается следующим образом:

где q - удельный тепловой поток, ккал/м2 час;
λ - коэффициент теплопроводности, ккал/м2 час °C;
dt/dn - вектор, совпадающий с направлением, наибольшего увеличения температуры, °C/м-градиент температуры (См., например, «Справочник машиностроителя», т.11, Машгиз, М., 1951, стр. 476).
Коэффициент теплопроводности углеродистых, например, сталей в интервале температур 100÷700°C находится в примерных пределах 25÷47 ккал/м час °C (см. там же стр. 489).
Учитывая примерную справедливость приведенного выражения (1) удельного теплового потока и для конечных приращений температуры Δt и толщины слоя Δn в материале, на котором имеется перепад температур Δt (которое при малых Δn достаточно точно даже при больших Δt), запишем выражение (I) в виде:

где q и λ - соответствуют обозначениям выражения (I);
Δt - конечный перепад температур в слое толщиной; °C;
Δn - конечная, но малая толщина слоя материала, м.
Если учесть, что 1 ккал=4187 Вт/сек и 1 час=3600 сек, то коэффициент теплопроводности стали λст и удельный тепловой поток qпов. ст в ее охлаждаемом поверхностном слое во время протекания этого охлаждения, на основании выражения (2) можем записать в виде:

qпов. ст - удельный тепловой поток в поверхностном слое стальной детали вблизи охлаждаемой поверхности, Вт/м2;
λст=(25÷45)·4187/3600=29÷55 - коэффициент теплопроводности стали, Вт/м °C;
Δt - перепад температур от закалочной до конечной в поверхностном слое толщиной Δn, °C;
Δn - толщина слоя на поверхности детали, в пределах которого в данный момент в процессе охлаждения создан перепад температур от закалочной до конечной, м.
Определяемый выражением (3) удельный тепловой поток qпов. ст в поверхностном слое охлаждаемой стальной детали есть ни что иное, как плотность мощности, отдаваемой деталью изнутри через свой поверхностный слой на свою поверхность за счет накопленной в детали энергии, выражаемый в Вт/м2.
Если ставится задача обеспечения закалки деталей с глубиной поверхностного слоя со структурами частичного отпуска такими, как тростит, тростомартенсит и т.п., не более, чем на какую-то допустимую величину Δnд, то это значит, что, начиная с охлаждения на эту глубину, последующее охлаждение в ближайшее после этого момента времени должно быть способно от поверхности не меньшую, а такую же или большую мощность.
В этом случае глубже него расположенный охлажденный слой не сможет подвергнуться повторному прогреву изнутри, за счет накопленной в детали энергии из-за недостатка внешнего отбора мощности и опасности отпуска слоя с появлением других структур больше не возникнет.
Оценим вначале практический порядок величины этой плотности мощности, отдаваемой на поверхность детали, начиная, например, с охлаждения самой поверхности до конечной температуры 20°C, когда начальная закалочная температура, например 900°C, имеется, скажем, на глубине
Δnд=0,01 мм=10-5 м.
Плотность мощности на поверхности для этого будет:

Нужно здесь подчеркнуть, что величина этой плотности мощности довольно внушительна, она превосходит, например, плотности мощности, вкладываемой практически во многих случаях при индукционном нагреве деталей под закалку в сотни и тысячи раз.
Обратимся теперь к средству охлаждения поверхности детали. Именно средство охлаждения поверхности детали должно быть в состоянии отобрать с поверхности детали мощность, плотность которой мы определили выше как мощность, которую деталь выдает на свою поверхность.
При использовании в качестве охлаждающей жидкости, например воды, учтем, что доведение ее температуры от нулевой до 100°C и последующий перевод в парообразное состояние происходит с поглощением теплосодержания i=639,2 ккал/кг или 639,2 ккал/дм3 исходной воды (см. стр. 440-441).
Учитывая, что охлаждающая вода имеет свою плюсовую начальную температуру, и переведя теплосодержание из ккал/дм3 в Вт·сек/м3, ограничим используемое приращение теплосодержания, которое можно как максимум сообщить охлаждающей воде, величиной 600 ккал/дм3 или

где Δiисп - максимальное используемое приращение теплосодержания, сообщаемое охлаждающей воде при ее использовании для закалки, Вт·сек/м3.
Делением плотности мощности, отдаваемой поверхности детали qпов. ст (3), на максимальное используемое приращение теплосодержания охлаждающей воды (5) можно получить необходимую эффективную интенсивность подачи воды vэф.

где: vэф. - эффективная интенсивность подачи воды, м/сек;
qпов. ст - удельный тепловой поток в поверхностном слое или плотность мощности, отдаваемой деталью изнутри на поверхность, Вт/м2;
Δiисп - максимальное используемое приращение теплосодержания охлаждающей воды при ее использовании для закалки Вт·сек/м3;
λст - коэффициент теплопроводности стали, Вт/м °C;
Δt - перепад температур от закалочной до конечной в поверхностном слое, °C;
Δnд - допустимая глубина слоя с разнотравящимися структурами после закалки, м.
Для того чтобы определить необходимую усредненную скорость струй подачи воды на детали vстр., необходимо эффективную интенсивность подачи воды vэф. умножить на отношение площадей охлаждаемой поверхности детали к площади сечения струй, приходящихся на эту площадь, т.е. умножить выражение (6) на Sпов./Sстр

где vстр. - скорость подаваемой воды в струях, м/сек;
Sпов., Sстр - площади соответственно охлаждаемой поверхности и сечения охлаждающих струй, падающих на эту поверхность, м2.
Теперь рассмотрим один пример, в котором примем в качестве исходных данных:
D - диаметр охлаждаемых деталей 16, D=16 мм;
d - диаметр струй 22, равный диаметру отверстий 17 вставок 6, d=2 мм;
tотв. - шаг расстановки отверстий 17 на вставках 6, tотв.=2d=4 мм.
Для этого случая, учитывая, что на участке детали длиной, равной шагу tотв., имеется четыре струи, запишем:
Sпов./Sстр=πD tотв./(4πd2/4)=2D/d=2·16/2=16,
а теперь в соответствии с выражением (7) определим для рассмотренного выше случая скорость подаваемой воды в струях при условиях:
Δnд=10-5, Δt=880°C, λст=29÷55 Вт/м °C, Δiисп=25·108 Вт·сек/м3
vстр. =-(Sпов./Sстр)·(λст·Δt/Δiисп·Δnд)=-16·(29÷55)·880)/25·108·10-5=
=(16,3÷31) м/сек.
Проведенный оценочный анализ, несмотря на то, что при его проведении были сделаны упрощающие допущения, на основе примерной количественной оценки происходящих физических явлений выявляет влияние на процесс охлаждения отдельных параметров и определяет практический порядок величин этих параметров, а также наглядно показывает актуальность поставленной в заявке задачи.
Полученный, например, в последнем подсчете диапазон скорости в струях подаваемой воды с учетом относительно плотного их направления на поверхность деталей соответствует довольно высокой интенсивности охлаждения. Эта и более высокие интенсивности и одновременно при равномерности достижимы в предложенном способе и устройстве благодаря их отличительным особенностям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения цилиндрических изделий | 1984 |
|
SU1242531A1 |
| Способ поверхностной закалки деталей типа тел вращения | 1984 |
|
SU1315495A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Устройство для закалки деталей | 1979 |
|
SU876741A1 |
| Устройство для охлаждения проката | 1990 |
|
SU1788979A3 |
| Устройство для закалки остряков стрелочных переводов | 1988 |
|
SU1700067A1 |
| Устройство для охлаждения деталей | 1980 |
|
SU901300A1 |
| Устройство для охлаждения проката | 1977 |
|
SU707634A1 |
| Устройство для охлаждения цилиндрических изделий | 1990 |
|
SU1735388A1 |
| Способ охлаждения внутренних цилиндрических поверхностей деталей | 1988 |
|
SU1632990A1 |
Изобретение относится к области термической обработки, в частности к закалке деталей машин и механизмов подшипников качения. Для эффективности охлаждения и повышения производительности процесса деталь в виде тела вращения охлаждают путем подачи охлаждающей жидкости струями на наружную поверхность с обеспечением вращательного и поступательного её движения посредством спрейера. Спрейер содержит корпус с каналом для прохождения деталей и средство для направления охлаждающей жидкости на наружную поверхность деталей. Средство для направления охлаждающей жидкости выполнено в виде вставок, расположенных симметрично относительно оси канала корпуса спрейера, при этом вставки имеют отверстия для подачи струй охлаждающей жидкости, проходящих через хорды воображаемых окружностей наружной поверхности охлаждаемой детали с обеспечением вращательного движения деталей в слое охлаждающей жидкости, причем спрейер установлен в емкости с проточной охлаждающей жидкостью. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Спрейер для охлаждения деталей в виде тел вращения в процессе термической обработки, содержащий корпус с каналом для прохождения деталей и средство для направления охлаждающей жидкости на наружную поверхность деталей, отличающийся тем, что средство для направления охлаждающей жидкости выполнено в виде вставок, расположенных симметрично относительно оси канала корпуса спрейера, при этом вставки имеют отверстия для подачи струй охлаждающей жидкости, проходящих через хорды воображаемых окружностей наружной поверхности охлаждаемой детали с обеспечением вращательного движения деталей в слое охлаждающей жидкости, причем спрейер установлен в емкости с проточной охлаждающей жидкостью.
2. Спрейер по п.1, отличающийся тем, что средство для направления охлаждающей жидкости на детали выполнено в виде по меньшей мере двух вставок с отверстиями, расположенных в корпусе.
3. Спрейер по п.1, отличающийся тем, что канал для прохождения деталей в корпусе со стороны их подачи выполнен коническим, при этом больший диаметр отверстия расположен со стороны подачи деталей.
4. Спрейер по п.1, отличающийся тем, что средство для направления охлаждающей жидкости на детали в виде вставок составляет четное количество, а для обеспечения поступательного перемещения деталей во вставках выполнены под острым углом к их образующей косые отверстия.
5. Спрейер по п.2 или 3, отличающийся тем, что вставки расположены равномерно по окружности, центр которой совпадает с центром отверстия корпуса.
6. Спрейер по п.1, отличающийся тем, что корпус содержит герметичную кольцевую полость, соосную его каналу и сообщенную с устройством для подачи охлаждающей жидкости, а каждая вставка имеет герметичную полость, сообщенную с кольцевой полостью корпуса и отверстиями вставки, причем вставки одной стороной жестко соединены с корпусом и установлены в нем по окружности, соосной каналу корпуса, а другой стороной они скреплены между собой хвостовиком.
7. Спрейер по п.1, отличающийся тем, что каждая вставка снабжена износостойкой накладкой, расположенной со стороны охлаждаемой детали.
8. Способ охлаждения деталей в виде тел вращения в процессе термической обработки, включающий подачу охлаждающей жидкости струями на наружную поверхность деталей посредством спрейера, отличающийся тем, что используют спрейер по любому из пп.1-7, при этом деталям придают вращательное движение непосредственно в слое охлаждающей жидкости.
| Прибор для измерения жесткости рентгеновых лучей | 1927 |
|
SU5760A1 |
| Способ охлаждения цилиндрического полого изделия | 1980 |
|
SU931765A1 |
| Предохранительное устройство к ковшам для разливки металла | 1930 |
|
SU27167A1 |
| Струйное устройство для охлаждения полых изделий | 1977 |
|
SU713917A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПРОКАТНЫХ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 1993 |
|
RU2044071C1 |

