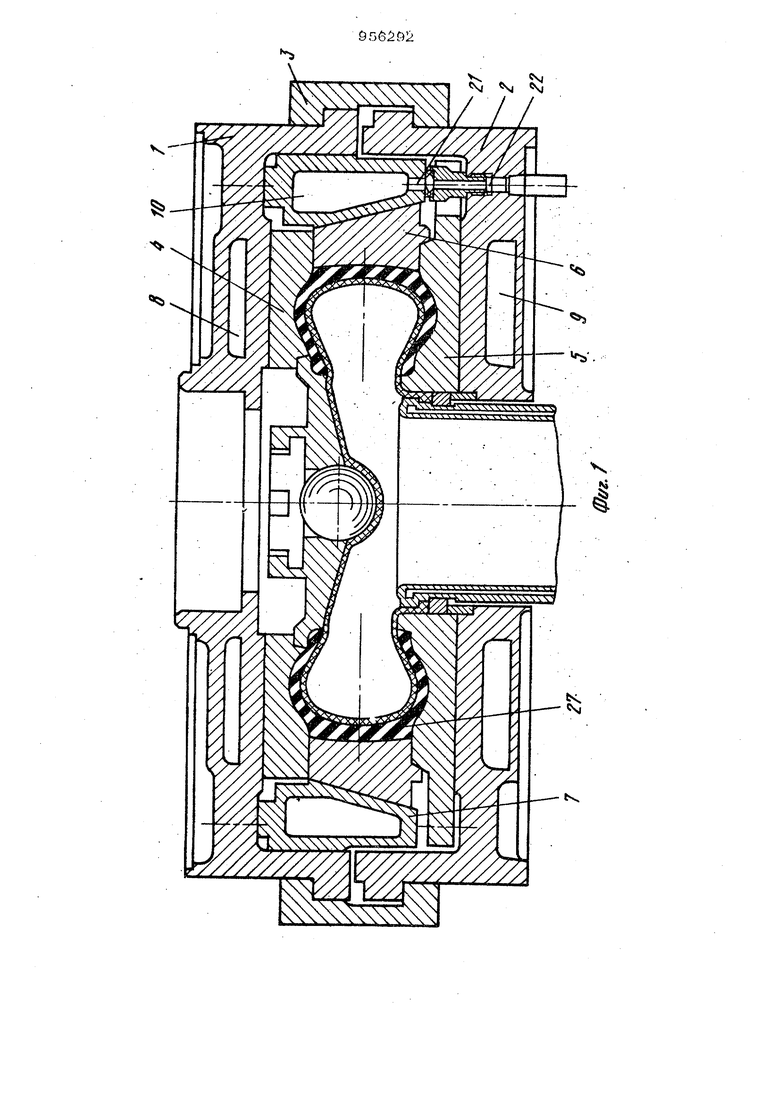
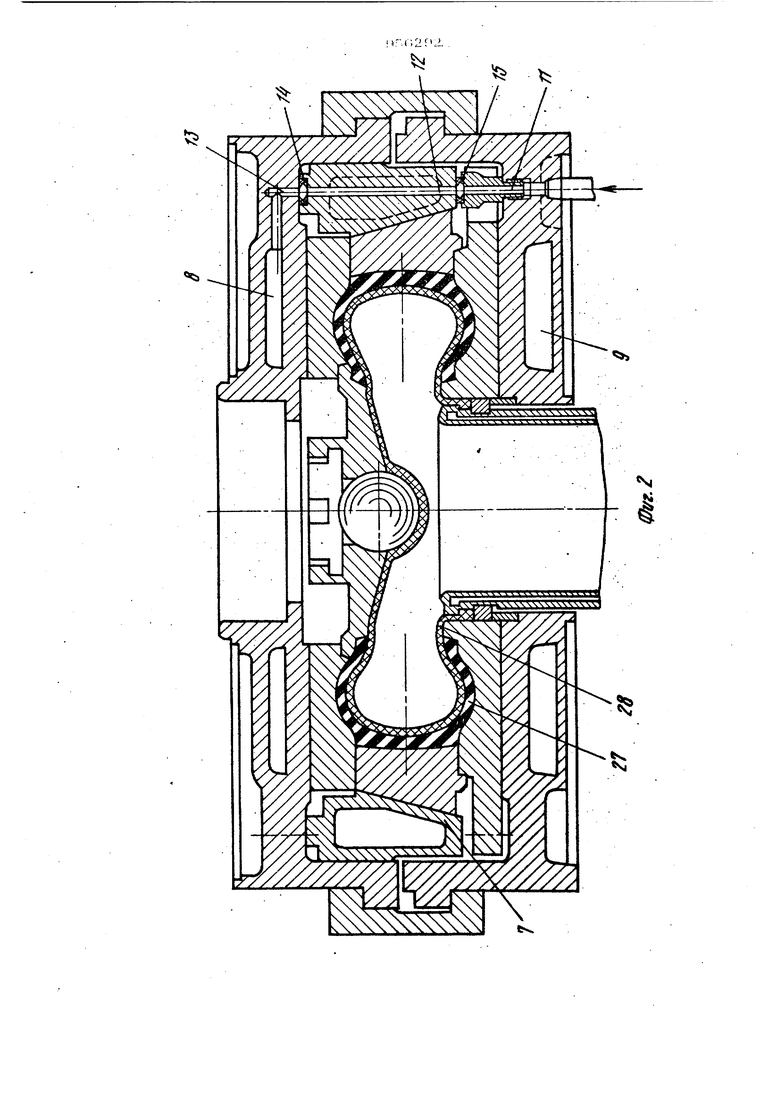
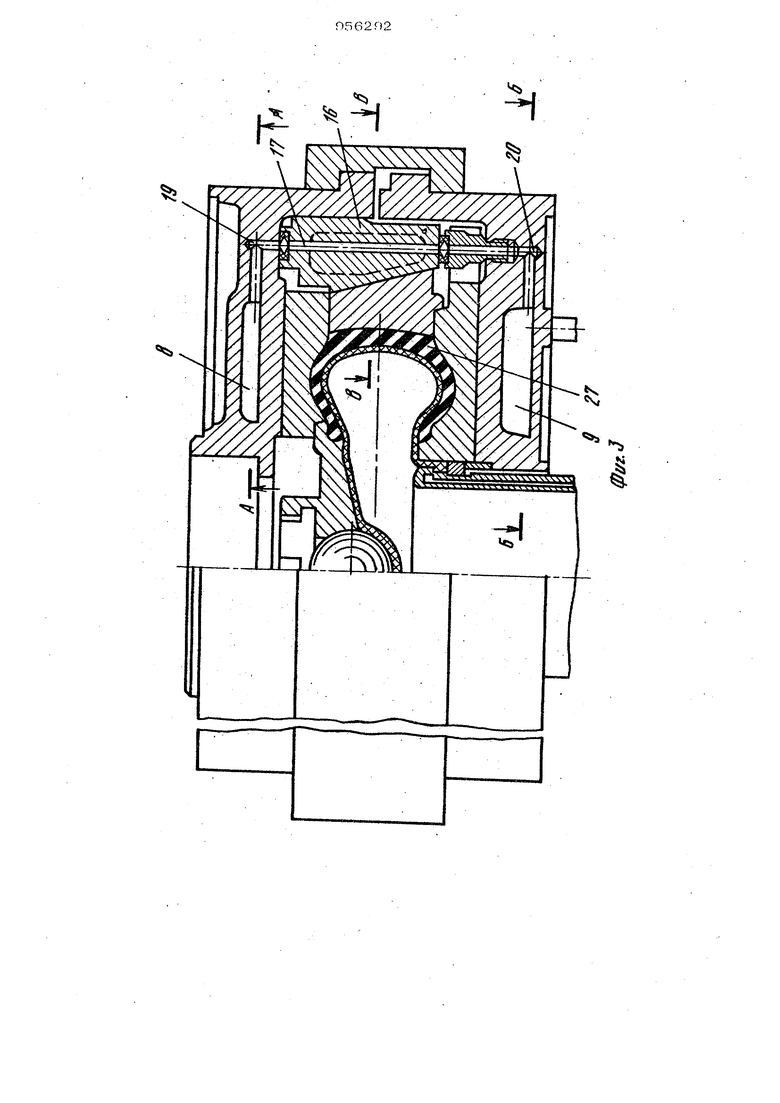
Изобретение относится к области изготовления пневматических шин и пред назначено для вулканизации покрышек. Известно устройство для вупканизаинн покрышек пневматических ший, содержащее паровую камеру, образованную двумя корпусами, и установленную между корпусами пресс форму, полость для обогрева протекторной части покрышки выполнена между боковыми частями 1фессформы и ксрпусов и герметизирована уплотнениями, а полости для обогрева боковинных частей покрышки соединены между собой разъемными трубопроводами расположенными вне паровой камеры 1. В силу такого конструктивного выполнения это устройство имеет большие габа риты и не предназначено для использования сектсрных пресс-форм. Ближайшим к описываемому нзобрете- нию является другое известное устройство для вулканизации покрышек пневматических шин, содержашее образованную верхним и нижним корпусами паровую камеру, установленную между ними прессформу, имеющую кольцевые секции, раэдвижные сектора и оботреваемый запорный конус, в каналы для подачи теплоносителя в полости корпусов и запорного конуса 2. В известном устройстве подача тепло- носителей в полости корпусов н запорного конуса осуществляется индивидуальны- ми разъемными трубопроводами, которые периодически подключаются и отключаются в процессе работы устройства, что снижает гфоизводвггельность устройства и увеличивает его габариты. Целью изобретения является повьиивние производительности и уменьшение габаритов устройства. Для достижения поставленной цели, в устройстве для вулканизации покрьоиек пневматических шнн, содержащем образованную верхним н нижним корпусами паровую камеру, установленную между ними 1фесс-форму, имеющую кольцевые секции, раздвижные сектора и обогреваемьгй запс ный конус, и каналы для подачи теплоно сителя в полости корпусов и запорного конуса, каналы в корпусах и запорном Koiiyce вьшолнены соосными, а в местах контакта запорного конуса с корпусами в зоне каналов установлены Арцовые , . уплотнительные манжеты. В полости запорного конуса вьшолнен радиальная перегородка с промежуточным каналами для соединения полостей корпусов между собой. . Такое конструктивное выполнение уст ройства обеспечивает возможность подво да теплоносителя как в полости корпусов так и в полость запорного конуса через нижний корпус паровой камеры, в силу чего отпадает необходимость в подсоединении и отсоединении трубопроводов. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, разрез по каналам для псщачи теплоносителя в полости корпусов а запорного конуса; на фиг. 3 - то же, разрез по радиальной перегородке запорного конуса; на фиг. 4 разрез А-А. на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - разрез В-В на фиг. 3. Устройство для вулканизации покрышек пневматических шин включает два корпуса 1 и 2, образующих паровую камеру, зйпираемых байонетным кольцом 3 Внутри паровой камеры установлена пресс-форма, имеющая верхнюю 4 и нижнюю 5 кольцевые секции, раздвижные сектора 6 и обогреваемый запорный ко кус 7. В корпусах 1и 2 имеются полости 8 и 9 для обогрева боковинных частей покрышки, а в запорном конусе 7 имеется полость 10 для обогрева протек торной части покрышки. В корпусах 1 и 2 и запорном конусе 7 выполнены соответственно соосно каналы 11-13 для подачи теплоносителей. В местах крнтак та запорного конуса с,корпусами в зоне каналов установлены торцовые уплотнительные манжеты 14 и 15. В полости запорного конуса 7 вьлолнева радналь кая перегородка 16 с промежуточными ка 1алами 17 и 18 для соединения полостей 8 и 9 корпусов I и 2 между собой. Соосно с каналом 17 в корпусах вьшолнены соответственно каналы 19 и 20. Подача теплоносетеля в полость 10 конуса 7 осуществляется черва канал 21 и канал 22, выполненный в корпусе 2. Для 01-водй конденсата яв полости. 10 предназначен канал 23, а не полости 9 канал 24. В полостях 8 и 9 между кана лами 19, 13 и 20, 24 расположены соответственйо радиальные перемычки 25 и 26. Работает устройство следующим образом. В исходном положении байонетное коль UO 3 открыто ключом фор матер а-перезарядчика и вер;х:ний корпус 1 паровой камеры вместе с верхней кольцевой секцией 4 с байонетным кольцом 3 поднят траверсой форматора-перезарядчика (форматор-перезарядчик и его механизмы не показ|1ны). Секторы 6 разведены. Ффматор-перезарядчик своим механизмом загрузки устанавливает на нижнюю кольцевую секцию 5 сырую покрышку 27. В полость диафрагмы 28 подается формующий пар. Затем механизм загрузки форматора-перезарядчика освобождает сырую покрьпдку 27 после заправки в нее диафрагмы 28, в полости которой поддерживается заданное давление формующего пара. Верхний корпус 1паровой камеры вместе с верхней кольцевой секцией 4 опускается до соприкосновения с покрышкой 27 и осуществляется формование покрышки. При дальнейшем опускании запорный конус 7 сводит секторы 6, которые формуют протекторную часть покрышки. Байонетное кольцо 3 ключом форматора-перезарядчика поворачивается и запирает паровую камеру В устройстве начинается вулканизация загруженной покрышки. В полость диафрагмы 28 подается теплоноситель. Одновременно осуществляется обогрев пресс-формы, для чего в полость 8 корпуса 1 по егчэ кананлу 13, каналу 12 конуса 7 .и каналу 11 нижнего корпуса 2 подается теплоноентель. Теплоноситель, проходя по полости 8, прогревает всю верхнюю боковинную часть покрышки. По каналу 19 корпуса 1, каналу 17 запорного конуса 7 и каналу 20 корпуса 2 теплоноситель поступает в полость 9 корпуса 2. Проходя по попости 9, теплоноситель нагревает нижнюю боковинную часть покрьшжи. Конденсат . отводится в отверстие канала 24 корпуса 2. При обогреве запорного конуса 7 теплоноситель поступает по каналу 22 корпуса 2 и каналу 21 конуса в полость 10. Теплоноситель гфохрдит всю полость 10 конуса 7 и выходит по каналам 23 и 22. Прн наличии перегс)родки 16 в запорном конусе 7 теплоноситель Проходит всю полость 10 и нагревает конус, который прогревает сектс ы б, в свою очередь прогревающие протекторную часть покры ки. Наличие перегородки в конусе, имеющей каналы, позволяет осушествтють обо грев боковинных частей покрышки. Использование каналов, вьшопненных в стенках корпусов и каналов, вьшолненных в перегородке конуса, позволяет уменыиить габаритные размеры устройства, улуцщить условия труда, повысить его производительность. Формула изобретения 1. Устройство для вулканизации покрышек пневматических шин, содержащее образованную верхним и нижним корпусо паровую камеру, установленную между ними пресс-форму, имеющую кольцевые секции, раздвижные сектора и обогреваемый запорный конус, и каналы для подачи теплоносителя в полости корпусов 2 отличают е- и запорного конуса. le с я тем, что, с целью повышения производительности к уменьшения габаритов устройства, каналы в корпусах и запорном конусе вьшолнены соосными, а в местах контакта запорного конуса с ксрпусами в зоне каналов установлены торцовые уплотнительные манжеты. 2. Устройство поп, 1,отличаю щ е е с я тем, что в полости запорного конуса вьшолнена радиальная перегородка с 1фомежуточнымн каналами для соединения полостей корпусов между собой. Источника информации, принятые во внимание при экспертизе 1.Авторское свидетельство QCCP по заявке № 2862192/23-О5, кл. В 29 Н 5/О2, Н 5/04, 1979. 2.Патент США N 3922122, кл. 425-46, опубляк. 1975 (прототип).
4J «4j
/
fe ts

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
| Устройство для вулканизации покрышек пневматических шин | 1982 |
|
SU1060494A2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1979 |
|
SU863396A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Устройство для вулканизации покрышек пневматических шин | 1989 |
|
SU1720873A1 |