11243873
Изобретение относится к обработке аллов давлением и касается спосоизготовления плит или толстых тов, которые могут быть использопрс во Ги не ра ви ди от пр ст ги
ваны в тяжелом, энергетическом и некоторых других отраслях машиностроения.
Цель изобретения - повышение качества, снижение расхода металла и трудоемкости. -
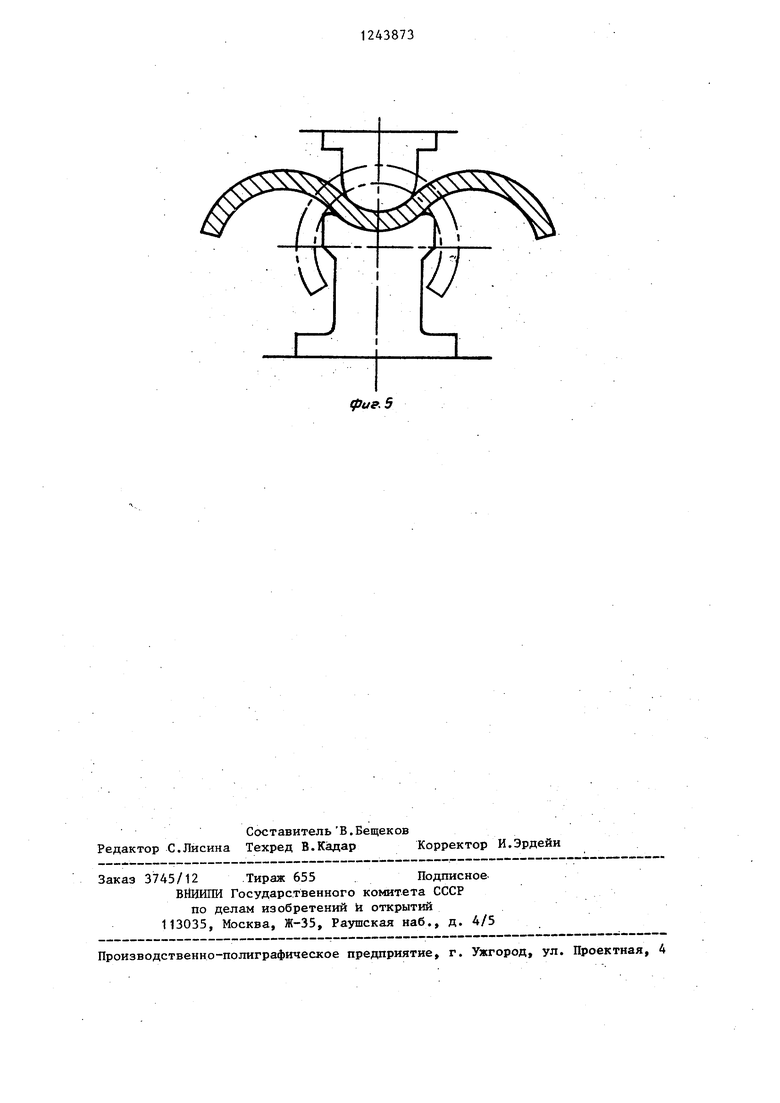
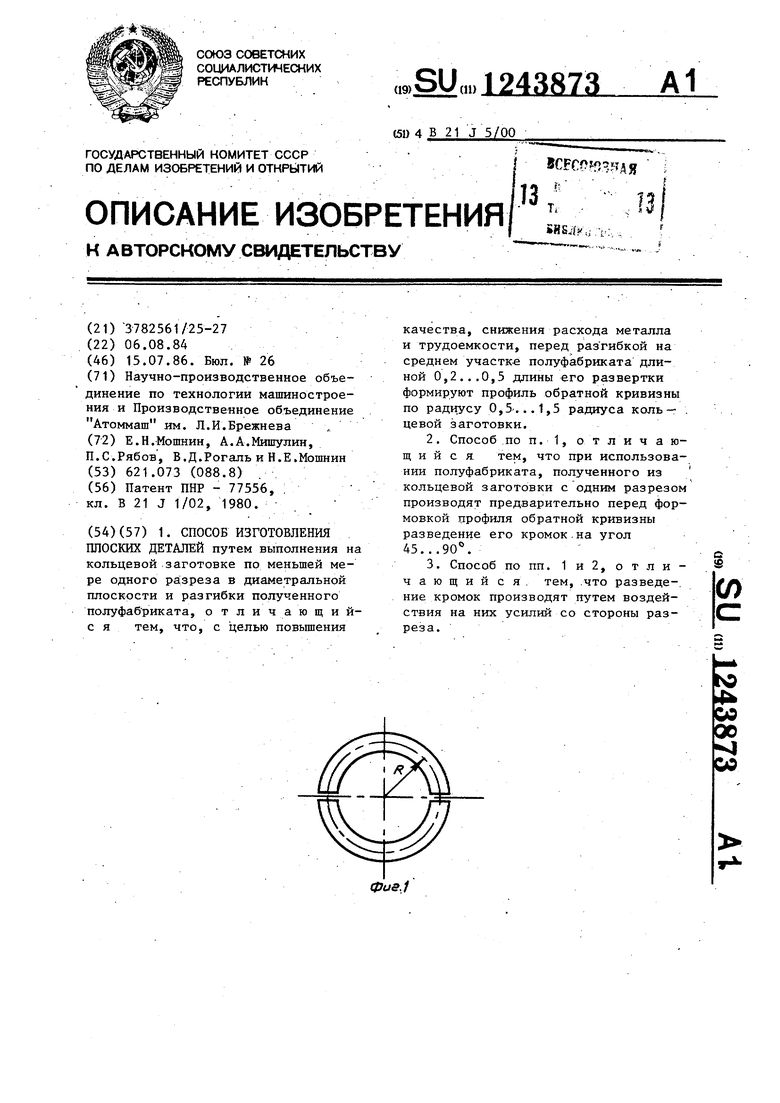
На фиг. 1 показана кольцевая заготовка и места ее разреза на фиг. 2 - полуфабрикат с профилем обратной кривизны на фиг. 3 - готовое изделие; на фиг. 4 - схема разведения кромок разрезанной цилиндрической заготовки; на фиг. 5 - схема формирования профиля обратной кривизны.
Способ изготовления изделия типа плиты осуществляют следукнцим образо
У кольцевой заготовки, полученно из слитка ковкой с прошивкой и раскаткой, разрезают стенку по осевой Плоскости в одном или нескольких местах. Полуцилиндрический или секторный полуфабрикат в холодном или предварительно нагретом состоянии сгибают путем придания ему на среднем участке обратной кривизны и получают волнообразную заготовку. При
ms f.s)/f
применении цилиндрической заготовки с одним разрезом перед гибкой разводят ее кромки на угол 45...90°. Гибку заготовок осуществляют на среднем участке шириной 0,2...0,5 длины развертки заготовки на обратную кривизну радиусом, равным 0,5... 1,5 радиуса цилиндрической заготовки., При отклонении от указанных параметров процесса значительно усложняется конструкция штампов и технология оаз- гибки волнообразной заготовки.
Призером реализации способа моет служить изготовление из цилиндрической заготовки с наружным диаетром 3700 мм двух плит с размерами 5500«5200 м и толщиной 340 мм. Цилиндрическая заготовка откована из
слитка массой 235 г. Осуществлены два разреза ее стенку на две равные части. Затем заготовка согнута на среднем участке шириной 2200 мм до образования обратной кривизны по
среднему радиусу 1700 мм. После этого волнообразная заготовка разогнута под прессом в плиту. Полученные плиты подлежат использованию для изготовления днищ реактора модели ВВЭР
1000, имеющего внутренний диаметр 4000 мм.
(puff. 2
го y.5 f фц9.3
г..
L1
,J
фиг 4Составитель В.Вещеков Редактор С.Лисина Техред В.Кадар Корректор И.Эрдейи
Заказ 3745/12 Тираж 655Подписное
ВЙИИПИ Государственного комитета СССР
по делам изобретений h открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно
-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ifJuff.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления ободьев для колес | 1986 |
|
SU1666254A1 |
| Способ изготовления кольцевых деталей с глубоким наружным желобом | 1991 |
|
SU1779455A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| Способ изготовления полых изделий с фланцем | 1990 |
|
SU1750799A1 |
| Пневмомеханический забрасыватель топлива | 1991 |
|
SU1763808A1 |
| Термохимический способ обработки скважин | 1947 |
|
SU77556A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
